海洋环境下奥氏体不锈钢焊接件的锈蚀分析
2019-02-15 08:08鲁宇阳吴涛
科技与创新 2019年1期
鲁宇阳,吴涛
海洋环境下奥氏体不锈钢焊接件的锈蚀分析
鲁宇阳1,吴涛2
(1.华中科技大学附属中学,湖北 武汉 430074;2.华中光电技术研究所,湖北 武汉 430074)
奥氏体不锈钢由于具有良好的耐蚀性和焊接性而被广泛运用。针对在海洋环境应用中奥氏体不锈钢焊接件发生严重锈蚀而影响使用的问题,结合某奥氏体不锈钢焊接件锈蚀情况和相关试验,分析了在海洋环境中奥氏体不锈钢焊接件的锈蚀原因,并从材料优化、热处理、酸洗钝化、焊接工艺、焊接结构几个方面提出了提高耐蚀性的方法。
奥氏体不锈钢;晶间腐蚀;刀状腐蚀;缝隙腐蚀
工程材料的性能主要包括使用性能和工艺性能,使用性能是指材料的力学性能、物理性能和化学性能;工艺性能是指加工过程所反映出来的性能。在产品研制过程中,根据使用性能选材是特别重要的,任何材料都是在一定的环境条件下使用的,环境作用的结果可能引起材料的使用性能下降。不锈钢所谓的“不锈”是相对的,不锈钢是指一系列在空气、水、盐等水溶液、酸以及其他腐蚀介质中具有高度化学稳定性的钢种。奥氏体不锈钢由于具有良好的耐蚀性能和焊接性能而得到非常广泛的应用。针对在海洋环境下奥氏体不锈钢焊接件的锈蚀,分析了薄壁奥氏体不锈钢焊接成型水箱的腐蚀原因,提出了几种提高耐蚀性的方法。
1 奥氏体不锈钢焊接件的锈蚀问题
奥氏体(17%~25%)Cr/(8%~25%)Ni不锈钢,由于具有良好的耐蚀性能和焊接性能,而得到非常广泛的应用。但是在应用中发现,对奥氏体不锈钢来说,比如06Cr19Ni10,焊后未经任何处理的焊件,在盐雾空气中很快就会发生严重锈蚀,影响其应用[1]。某产品水箱的结构形式如图1所示。该水箱底板是3 mm厚的06Cr19Ni10钢板,上壳体板是1.5 mm厚的06Cr19Ni10钢板,整体采用钣金氩弧焊拼焊而成,焊后内壁涂环氧树脂胶。

图1 水箱壳体
经过调查发现,产品中有多个水箱发生锈蚀,并污染了水箱内的循环水,水体呈棕黄色。而未使用的暴露在空气中的水箱(未涂环氧树脂胶前),发现全部发生严重锈蚀,锈蚀区主要发生在焊缝周围,有的锈蚀区为距焊缝15 mm的范围,锈蚀情况如图2所示。
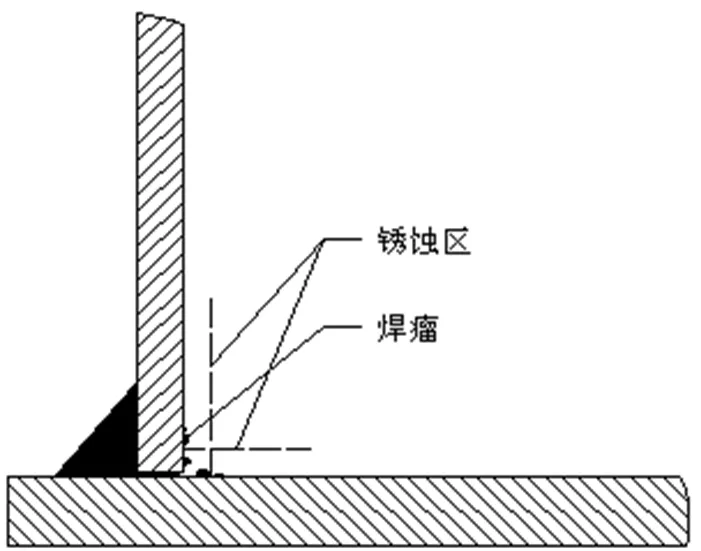
图2 锈蚀情况
2 奥氏体不锈钢焊接件锈蚀原因分析
海洋环境下奥氏体不锈钢焊接件锈蚀原因有内因和外因两个。内因就是材料因素,包括材料的合金元素、各合金元素综合作用、焊接结构热处理后的组织(金相)、夹杂、产品的材料内应力等。
外因是环境因素,包括腐蚀介质(pH值浓度、温度、杂质、生物、流速、压力等)、邻近机构的布置与材料的电极电位、防腐保护措施和产品的维护保养等。
2.1 晶间腐蚀
06Cr19Ni10是一种典型的奥氏体不锈钢。奥氏体不锈钢出厂时需经过固溶处理,即把钢加热到1 050~1 150 ℃后进行淬火处理以得到均相固溶体。
由于碳在奥氏体中的固溶度随着温度的下降而减小,因此经过固溶处理的钢,碳是过饱和的。当钢在焊接时,由于热影响区经过400~850 ℃加热,没有快速冷却而在该温度区间停留,就会在晶界析出铬的碳化物,使晶界附近铬含量下降。当铬的固溶度低于12%时,形成贫铬区,钢将失去原有的耐腐蚀性而被腐蚀。
通过观察发现,水箱的锈蚀区正好处于热影响区,而远离焊缝的区域未发现锈蚀现象。
2.2 刀状腐蚀
钛与碳的亲和力比铬与碳的亲和力强,钛能与碳形成稳定的钛碳化合物,而且这种钛碳化合物比铬碳化合物的固溶度小得多,因此加入Ti的奥氏体不锈钢06Cr19Ni10在经过敏化温度区时,铬碳化合物不至于大量在晶界析出,能很大程度上消除晶间腐蚀倾向。但是,钛的加入量必须达到碳含量的5~10倍,而且还需进行稳定化处理。
焊接过程中,受焊接热影响区过热区的高温影响,钛的碳化物会向奥氏体组织中溶解。在高温下,碳的扩散速度比钛大得多,所以溶解的碳可以迅速向晶界处迁移。冷却后,奥氏体中溶解较多的钛,晶界有较多的碳,因此形成晶间腐蚀。此外,在多道焊或焊缝闭合区,在焊缝处发生循环加热,也会发生碳的迁移,在晶界处形成铬的碳化物,而使晶界贫铬,容易形成晶间腐蚀,因此刀状腐蚀也是一种晶间腐蚀。
2.3 缝隙腐蚀
奥氏体不锈钢在含卤素离子介质(比如海水)中抗点蚀的性能较差,常温海水是不锈钢局部腐蚀的敏感介质,很容易引发焊接部位的点蚀和缝隙腐蚀。点蚀和缝隙腐蚀的引发机制有共同之处,二者的发生和发展关系密切。缝隙容易产生表面沉积物和腐蚀产物堆积、海洋生物附着、海水残留等,加剧缝隙腐蚀,焊接结构为产生缝隙腐蚀提供了极为有利的条件。
3 提高耐蚀性的方法
3.1 材料优化
在材料中加入适量的Mo元素,可以形成稳定性更高、更致密的氧化膜,这种氧化膜能防止卤族元素离子对不锈钢表面钝化膜的破坏。降低钢的含碳量,一般含碳量应小于0.03%;加入强碳化物形成元素Ti、Nb等,使钢优先形成稳定的TiC、NbC,而不形成铬的碳化物,以保证奥氏体不锈钢的含铬量[2]。
3.2 热处理
06Cr19Ni10水箱焊接结构发生生锈,主要是由于焊接热使碳发生迁移,在晶界附近产生铬的碳化物,而使晶界附近贫铬,从而发生晶间腐蚀。因此可以采用固溶处理的方法,也就是将焊件在炉内加热到1 050 ℃,保温30 min,然后水冷。固溶处理可以使铬的碳化物发生分解并重新融入奥氏体中,消除贫铬现象,也就提高了抗晶间腐蚀能力。
此外,也可以在焊后采用稳定化处理的方法,也就是把焊件加热到850~880 ℃,保温6 h,空冷或随炉冷。稳定化处理可以使铬碳化合物完全溶解,而钛碳化合物析出,从而使奥氏体里有足够的铬,进而提高了其耐蚀的能力。
3.3 酸洗钝化
为提高奥氏体不锈钢焊接件抗腐蚀性能,需要保证焊后的表面处理水平。要去除焊瘤、飞溅物、锈等,也要打磨掉高温氧化物。对于像水箱这种封闭壳体,可以使用酸洗的方法清除污物。酸洗后再用质量浓度为5%~20%的硝酸溶液进行钝化处理,使其表面形成一层氧化膜。
3.4 焊接工艺
在焊接方面上,宜采用小电流、快速焊,以减小热影响区范围。对于水箱这样的薄壁焊接件,可采用直流反接法,减少溶池产生过热现象和烧穿现象[3]。焊缝坡口必须采用严格的除水、油和杂物措施,焊缝表面不允许存在裂纹、气孔、未填满或未熔合的缺陷。
3.5 尽量少采用焊接结构
受焊热的影响,发生冶金反应而改变原奥氏体组织成分是不可避免的,再加上焊缝背面的焊瘤、杂质和氧化物不宜清理,增加了发生腐蚀隐患的概率。因此为避免发生腐蚀,在条件允许下(比如质量、空间和加工费用),尽量少用焊接结构或不用焊接的结构[4-5]。
腔体可采用铣削加工方式,然后与底板用O形圈连接,形成水密水箱腔体。此种方法可能导致质量和加工量的增加,但对于异型需要大量拼焊的结构有其优势。对于大批量生产,腔体可采用冲压成型的方式,这样可降低单件成本。
4 实验及结果
试验中取用了三个相同结构和焊接工艺的06Cr19Ni10水箱,一个水箱不做任何处理置于空气之中,另两个水箱,一个水箱进行了固溶处理,一个水箱进行了固溶处理和酸洗钝化,两个都浸入高浓度盐水20 d。
20 d后发现,置于空气中的水箱在距焊缝15 mm范围内发生大面积锈蚀,而远离焊缝的基体没有发生锈蚀。置于高浓度盐水中、经固溶处理的水箱发现锈斑,分布不规则,有的锈斑在焊缝周围,有的发生在远离焊缝的基体上。置于高浓度盐水中、经固溶处理和酸洗钝化的水箱也发现少量锈斑,锈斑数量比进行固溶处理后的少,分布不规则。可见,固溶处理和表面酸洗钝化可以提高奥氏体不锈钢焊缝周围的耐蚀能力。
5 结论
海洋环境下奥氏体不锈钢焊接件的腐蚀原因主要是焊接热使碳发生迁移,在晶界附近产生铬的碳化物,从而使晶界附近贫铬,产生晶间腐蚀;常温海水是不锈钢局部腐蚀的敏感介质,很容易引发材料的点蚀和缝隙腐蚀。
奥氏体不锈钢焊接件,可以通过固溶处理或稳定化处理,经过酸洗钝化,提高其耐蚀性。而对于新设计的产品,在条件允许下,可以采用铣削结构,并采用O形圈连接成密封箱体,而大批量生产时,可以用冲压成型的腔体。对耐蚀性要求较高的焊接结构件,可采用更好的耐蚀材料,比如00Cr17Ni14Mo2等。
[1]于启湛,丁成钢,史春元.不锈钢的焊接[M].北京:机械工业出版社,2009.
[2]赵麦群,雷阿丽.金属的腐蚀与防护[M].北京:国防工业出版社,2002.
[3]李淑华,王申.焊接技师技术问答[M].北京:国防工业出版社,2005.
[4]韩顺昌.金属腐蚀纤维组织图谱[M].北京:国防工业出版社,2008.
[5]刘政军,徐德昆.不锈钢焊接及质量控制[M].北京:化学工业出版社,2008.
2095-6835(2019)01-0086-02
TG142.72
A
10.15913/j.cnki.kjycx.2019.01.086
鲁宇阳(2001—),女,湖北武汉人,主要从事机械设计相关的探究性学习研究。
吴涛(1978—),男,湖北武汉人,高级工程师,主要从事船舶机械设计方面的研究。
〔编辑:严丽琴〕
猜你喜欢
表面技术(2021年4期)2021-05-08
汽车文摘(2016年3期)2016-12-09
科技视界(2016年1期)2016-03-30
湖南大学学报·自然科学版(2015年12期)2016-03-05
佛山陶瓷(2015年3期)2015-06-30
新媒体研究(2014年11期)2014-09-01
新媒体研究(2014年7期)2014-05-21
表面工程与再制造(2014年2期)2014-02-27
一重技术(2012年2期)2012-12-11
中小企业管理与科技·上旬刊(2009年1期)2009-03-14