基于移动互联技术的热熔焊接数据管理系统
2019-02-14 01:01陈永华尤启江闫跃郛陈远胜
煤气与热力 2019年1期
陈永华, 尤启江, 闫跃郛, 陈远胜
(1.新地能源工程技术有限公司,河北廊坊065001;2.罗森博格(无锡)管道技术有限公司,江苏无锡214000;3.武汉众智鸿图科技有限公司,湖北 武汉430000;4. 新奥能源控股有限公司,河北廊坊065001)
1 燃气聚乙烯管道热熔焊接常见问题
① 失败焊口未予重焊
对由于人为或其他原因导致焊接失败的焊口,质量管理人员无法监控到这类焊口是否做到重新焊接,给工程质量造成安全隐患。
② 替身焊机现场工作
大部分燃气项目要求必须是全自动焊机才能焊接燃气管道,然而施工现场往往出现在没有监管的情况下,施工方为了加快工程的进度,而又不想承担全自动焊机的成本,采用普通低成本液压焊机或手动焊机焊接燃气管道。
③ 施工人员缺乏监控
燃气管道焊接人员按规定必须持有焊工证书才能进行焊接作业,而现场实际焊接操作人员的技术水平参差不齐,也无法确保操作焊机的人员持有焊工证书。
④ 焊接数据可用性低
未实现数据远程传输的全自动焊机只是做到了全自动焊接和数据当地存储功能,而收集到的焊接数据不能够做到实时有效地监控管道的焊接质量。
⑤ 焊接数据可人为篡改
市场上大部分全自动焊机自带数据导出功能,导出的数据格式均为可编辑的表格格式,容易被人为篡改,可信度差。
⑥ 焊接数据无法与工程项目关联
未实现数据远程传输的全自动焊机对于工程项目信息采用手动输入的形式,随意性与错误率高,导致数据与项目的关联性极低。
⑦ 数据无法及时上传汇总
由于大多数情况无法把焊接数据及时上报给管理者,并且也没有完善的数据录入系统,管理人员无法及时掌握焊接数据。
⑧ 缺乏掌握焊口焊接质量与数量的手段
热熔焊接成功与失败的记录不够准确,缺乏系统自动记录能力,需要能够准确掌握真实数据,同时减少人工工作量。
2 焊接数据管理系统
为了规范施工现场焊接过程,追溯工程项目的焊接质量,提高决策分析能力,针对全自动热熔焊机开发焊接数据管理系统,使焊机与系统通过网络进行互联。
① 系统架构
热熔焊接数据管理系统架构见图1。
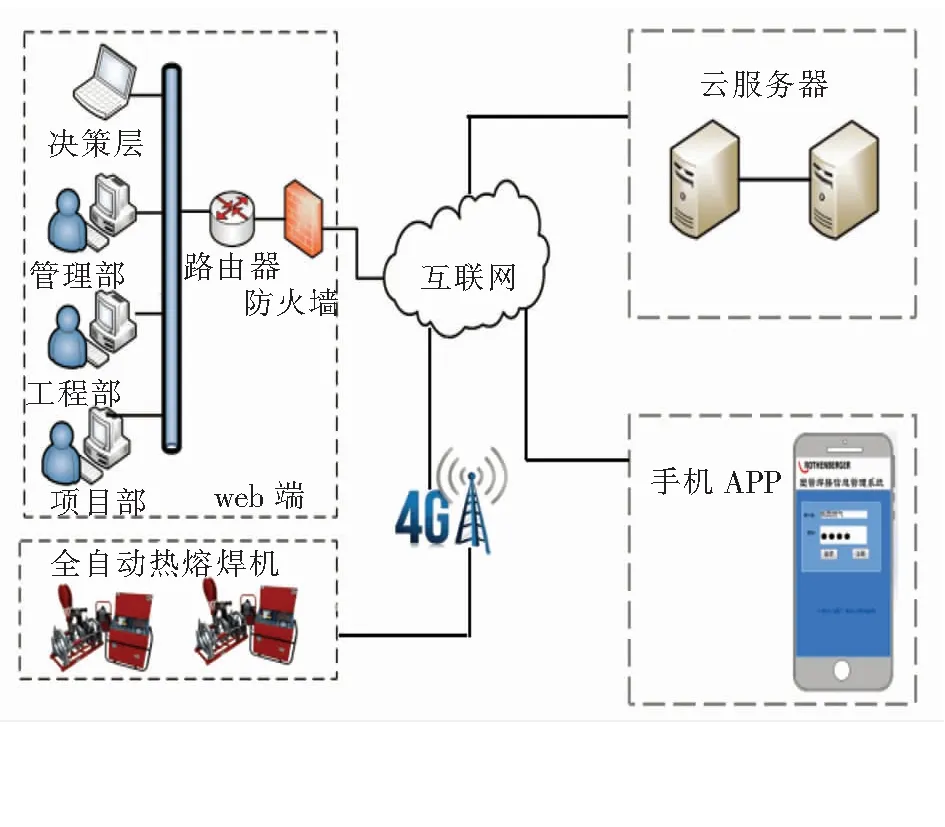
图1 热熔焊接数据管理系统架构
全自动热熔焊机通过自带的数据远程传输模块DTU、定位模块GPS通过网络与云服务器连接并定位(网络信号为4G),实现数据上传与数据交互。用户根据不同级别通过管理软件登录云服务器,进行数据检索与管理。
系统通过云服务器、web端、全自动热熔焊机、手机APP端协同进行焊接全过程的管理。
a.云服务器:提供各个应用端的接口服务,包括登录服务、数据上报服务、数据查询服务、工程获取服务等。
b.web端:即可视化操作平台端,可实现按组织机构、日期、项目条件查询焊接数据,导出报表。同时进行焊机管理及焊工信息管理。
c. 全自动热熔焊机:实现焊工登录、获取工程列表、上报焊接数据等。
d. 手机APP端:实现焊机绑定关联项目,推送给焊机当前的工程。
② 系统工作流程
工程施工前,管理人员需先在焊接数据管理系统内新建工程项目,进行工程项目立项,然后将焊机信息与持有焊工证的焊工信息进行备案。这些工作完成后,施工现场的操作人员可通过操作焊机自带的触摸屏,通过输入账号密码,远程登录系统,远程获取工程信息,选择管材基础数据,焊机可根据TSG D2002—2006《燃气用聚乙烯管道焊接技术规则》运算,得出焊接参数。开始自动焊接,焊接完成后,焊机将焊接数据上传至云服务器。管理人员登录云服务器后可以检索、查询、分析焊接数据。
③ 焊工管理
系统备案过的焊工可在焊机自带的触摸屏开机界面下,输入登录账号与密码,登录设备。第1次登录时,焊机将自动连接到云服务器,核对当前焊工的账号与密码是否正确,验证正确后焊机识别出当前焊工身份信息,同时将这些信息存储到焊机自带的触摸屏内部寄存器内。焊工在焊机自带触摸屏的焊工本地记录账户界面可查看本地记录的焊工信息。下次焊机在无网络状态下将先进行本地验证,本地验证成功后,焊工也可登录成功,进行焊接操作,这样解决了焊工在无网络地区不能登录操作的问题。焊接完成后焊机将焊工身份信息与焊接数据自动的绑定后上传云服务器,实现焊口实名制。
④ 项目管理
通过焊机触摸屏,点击“获取项目”按钮,焊机自动将当前GPS坐标发向云服务器,云服务器根据GPS坐标自动将项目按由近及远顺序推送给焊机,操作人员可通过翻页查找到符合自己的项目。也可通过手机APP管理系统将符合自己的项目与焊机绑定,这样焊机获取的第1个项目就是已绑定的项目,无需再次查找。焊机带有自动记忆功能,第1次获取项目后,无需每次获取,即使焊机断电也不受影响。
a.增加工程项目类型管理
项目管理中增加项目类型选择,如果不选择项目类型无法进入焊接操作。项目类型1表示培训项目,项目类型2表示外部市场工程项目,项目类型3表示新奥燃气项目。
b.选择工程项目
项目类型选择3新奥燃气项目时,焊机将当前位置信息、焊机编号发送给云服务器,检索就近的项目信息(焊机所属施工单位接单的项目列表,按距离排序,包括项目编号与项目名称),在焊机显示屏幕上选择项目。项目类型选择1培训项目和2外部市场工程时,项目编号与名称暂不予要求,对于外部市场工程项目预留焊接数据转发功能,将此项目产生的数据全部转发给其他管理平台。不选择项目信息不允许焊接操作。
c.焊接完成后,焊机上传焊接数据时将项目类型、项目编号一起上传至云服务器,供web端进行信息识别、保存、查询与检索。
d.上传的焊口编号只作为记录号,可视化平台会根据多焊机同时焊接、焊机调度等多种情况,后台为焊口统一编号。
⑤ 焊接数据上传
焊接完成后,在有网络的情况下,焊机将自动通过数据远程传输模块DTU上传与焊接相关联的数据,上传成功后,触摸屏界面上提示添加记录成功。当焊接未结束,人为按复位键返回主选单时,焊机也将自动产生焊接失败记录,并通过数据远程传输模块DTU自动上传焊接失败记录到云服务器。如果焊接未完人为断电,焊机重新通电后也会产生焊接失败记录,并自动上传云服务器。
⑥ 焊接失败管理
当前焊口焊接失败后,web端焊接数据管理软件自动报警提示管理人员,web端焊接失败记录见图2(图中失败记录底色为红色)。

图2 web端焊接失败记录(软件截图)
焊口焊接失败后焊机本地也自动触发焊接失败报警,并且焊接参数界面的SDR、材质、管材外径参数将变为灰色(如图3),这时焊工将无法点击更改焊接参数,焊工只能以当前的参数点击“TSG D2002—2006”按钮进行下一步焊接操作,直到当前焊口焊接成功后,报警解除,才能修改设置。焊接参数界面见图3。

图3 焊接参数界面(软件截图)
⑦ 替换焊接
当焊机A出现故障导致焊接失败(焊机无法使用需维修),如果需要焊机B替换焊接此焊口时,此时可在焊机B替换设置界面输入焊机A编码,此时焊机B上传的第1条焊接记录会包含焊机A编码,当云服务器收到到此条焊接记录后,会自动关联到焊机A焊接失败的焊口记录,这样便于系统管理员捕捉到焊机A焊接的失败焊口已经得到焊机B成功焊接的记录。当焊机A维修好后,重新回到焊接状态时,焊机A将自动连接云服务器,获取之前焊接失败焊口的状态,如果检测到此焊口还未被焊接成功时,焊机A将继续保持参数锁定状态,重新焊接此焊口,如果检测到此焊口已被替换焊机焊接成功,焊机将自动解除参数锁定,焊机可以开始新的焊口焊接。
⑧ 无网络信号管理
当现场无网络信号,出现焊机记录发送失败时,焊机将未发送记录自动存储到焊机本地,焊机主界面也会提示“当前有记录未发送”。当现场有网络信号时,可进入“历史记录”界面,点击发送后,焊机自动将未发送的焊接记录逐一上传。
⑨ 项目推送
为了便于焊机快速查到当前工程,系统设计了关联项目的模块。通过在手机APP上选取需要关联的焊机,绑定工程项目,这样在焊机操作界面上该项目就会置顶显示。
⑩ 焊机管理
根据设备编码规则对所有焊机进行编码,并录入web端焊机管理界面,包括:焊机名称、型号、厂家和施工单位等。当焊机调配到其他施工单位时,在web端焊机管理界面修改相关信息即可。
针对于各个项目部上传的焊接记录数据能够进行条件查询,包括按区域查询、按项目部查询、按工程模糊查询、按日期查询等。
焊接数据同步给大数据分析平台,利用大数据分析平台建立焊接指标的数学模型,把焊接合格率实时进行汇总和监控,各级职能管理人员都能实时掌握每个项目每个焊口的焊接质量。对所有上报的焊接失败数据,可通过数据分析焊口焊接失败记录,并得出焊接失败原因,并将对应代码发送给云服务器。
3 结语
随着全自动热熔焊的全面应用,燃气企业势必根据自身的管理需求开发工程质量管理系统,其中热熔焊接的质量实时监控与分析功能必不可少,这就带来新的问题, 不同燃气企业往往对焊接数据上传接口未规范。为了解决这个问题,需要构建全自动焊机数据传输和管理的标准,约定标准化的数据上传接口。实现统一的数据上传接口后,为不同燃气企业服务时,只需修改焊机IP及端口,做好配置即可,减少了施工单位和焊机厂家的成本及工作量。
猜你喜欢
钢管(2022年2期)2022-11-28
印制电路信息(2022年8期)2022-09-21
快乐语文(2021年15期)2021-06-15
纺织报告(2020年10期)2021-01-19
焊管(2020年7期)2020-08-18
模具制造(2019年7期)2019-09-25
汽车实用技术(2019年17期)2019-09-21
故事大王(2019年4期)2019-05-14
建材发展导向(2019年4期)2019-03-15
北京航空航天大学学报(2017年9期)2017-12-18