
超大型集装箱船舷侧结构焊接变形仿真与预测
2019-02-14 06:44CCS上海分社
中国船检 2019年1期
CCS上海分社 张 怡

近年来,随着船舶大型化的发展趋势,集装箱船舶的建造规模越来越大,针对大型集装箱船结构安全问题,国际船级社协会(IACS)成立专项工作组,针对船用高强度特厚钢板制定了一系列的统一要求,提出超大型集装箱船在设计和建造过程中应对舱口围、甲板结构的脆性裂纹止裂性能进行校核和确认。
为了提高船舶在关键区域的止裂性能,设计人员针对这些关键区域结构在建造过程中的装配精度制定了更为严格的标准,同时由于止裂钢母材表面缺陷会影响到材料本身止裂性能,因此,在分段合龙阶段,很难通过机械校正的方式纠正分段建造过程中产生的精度误差,只能通过局部换板解决此类问题,对于船厂而言,不但会造成巨大的经济损失还会严重影响生产进度,所以,在分段建造阶段,控制焊接变形尤其是舷侧特厚板止裂钢区域结构的焊接变形,成为了超大型集装箱船建造过程中非常重要的一项难点工作。
在实际生产中,对止裂钢区域结构进行焊接变形仿真,可以帮助生产者选择更为合理的施工流程并识别出施工重点,从而提高船舶在建造过程中的精度控制,在确保船舶建造质量的同时,提高船厂的生产效率。
本文以某超大型集装箱船舷侧结构为例,基于固有应变原理,利用Weld_sta软件对其进行分段整体制作焊接变形预测,分析其整体变形趋势,为制定现场生产施工注意事项提供理论依据。
止裂钢施工工艺难点
止裂钢是一种新型材料,在国内没有太多成熟的施工经验可以借鉴,其施工主要有以下三个难点:
一是止裂钢母材的表面缺陷会影响材料的止裂性能,因此,在现场施工过程中,一旦因吊装碰撞、焊接碰电、过度打磨、夹具的夹印等原因造成母材破坏,则会导致材料报废;
二是止裂钢在装配过程中应避免烧焊工装件的使用,这意味着传统的马板装配将在止裂钢施工中无法使用,而只能采取定位焊来定位。而对于定位焊的施工工艺以及位置的选取将会直接影响到焊接变形量的大小;
三是止裂钢药芯焊丝气体保护焊标准装配间隙为6mm,允许的装配公差范围为4~12mm,比常规装配间隙4~16mm要求更高。如果在分段阶段不能很好地控制建造精度时,在合拢阶段一旦出现间隙超差将导致大面积的换板工作。
因此对于大量使用止裂钢材料的舷侧结构分段而言,如果能够在分段制造过程中精确控制焊接变形,可以有效提高船厂生产效率。
研究模型介绍
本文主要以某超大型集装箱船舷侧结构分段CS14P为例,利用Patran对该分段建立有限元模型,模型中所有材料均根据实际板厚、尺寸进行定义,采用直角坐标系,X轴为船长方向,自0号肋位向船艏为正;Y轴为船宽方向,自船舯向左舷为正;Z 轴为型深方向,自基线向上为正,采用牛顿、毫米、秒为统一单位制。

图1 CS14P分段有限元模型Fig.1 Finite Element Model of block CS14P
为了减少计算工作量,在不影响计算精度的基础上简化了次要构件以及形状特殊的结构。利用Patran软件对三维有限元模型进行网格划分,采用四边形弹性板单元,该模型分别有单元 1273个,节点1308个。
CS14P分段介绍
CS14P分段整体尺寸为:长(船长方向)15.72m;宽(船宽方向)3.48m;高(型深方向)8.30m。结构的钢材型号为CCS-EH40-BCA、CCS-EH40、CCS-AH40、CCS-AH32、CCS-A。主要构件材料明细如表1所示。
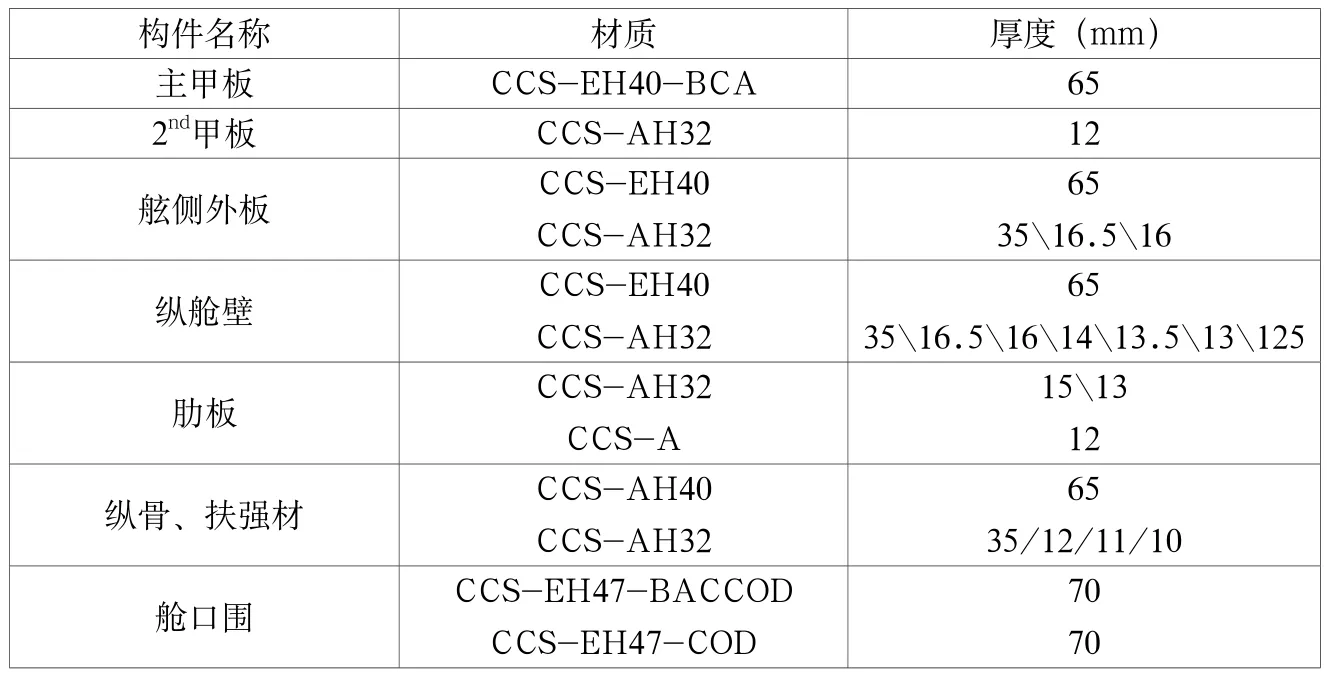
表1 主要构件材料明细
该分段施工步骤为:以内纵壁为基准面,先安装强框架、主甲板、二甲板,然后安装舷侧外板,最后再安装舱口围片段,其步骤如图2所示。

图2 CS14P施工步骤Fig.2 Assembly process of block CS14P
焊接变形预测
边界约束条件:考虑到分段结构在胎架上处于一个相对自由状态,对分段结构施加约束比较困难,同时不符合实际情况。因此,本文依据惯性释放理论对分段结构进行仿真预测,即不对分段结构施加约束条件,直接计算焊接变形量。
计算结果:经过对CS14P分段结构有限元模型的焊接变形进行模拟计算。其中的红色实线为原始结构有限元模型轮廓线。为了清晰反馈所计算的变形情况,将变形结果放大50倍,如图3所示。

图3 沿X,Z方向焊接变形分布云图Fig.3 Contour of welding deformation along the X, Z direction
对于分段CS14P而言,由于其钢板厚度较厚,且主甲板上焊有舱口围结构,因此,该分段整体建造的焊接变形量较大,尤其是分段上部靠近主甲板区域,主甲板沿船长方向总收缩量约为43.915mm,沿船宽方向最大的变形量为1.764mm,沿型深方向分段前后两段的变形量最大,总收缩量为30.235mm。
对业界的提示
通过仿真研究,可以得出以下三点结论:
1、从设计角度而言,结构板材的厚度对于焊接变形有着较大的影响,因此在板缝设计过程中,应合理布置板缝线。同时,对于以薄板焊接为主的结构,分段预留50mm的余量过于保守。
2、现场建造施工角度而言,在分段阶段,应特别关注厚板区域结构焊接变形的控制,使用正确的焊接工艺,严格遵守操作流程;在分段合拢阶段,由于不同位置的焊接变形量不一致,施工人员不能简单的根据几个点的精度切割余量,而应综合整体精度测量的结果进行整体调整,尤其是分段四角,十字焊缝区域;关注厚薄板过渡区域的装配精度。
3、从建造后检验角度而言,由于分段合拢时,余量切割、坡口打磨均为手工操作,其质量和精度控制与机械加工相差甚远,因此在这些区域存在的焊接质量缺陷的概率大幅提升,因此,在后期进行无损检测时,应对这些区域给予关注。
猜你喜欢
中国应急管理科学(2022年2期)2022-05-23
汽车实用技术(2022年5期)2022-04-02
防爆电机(2022年1期)2022-02-16
课程教育研究(2021年10期)2021-04-13
语数外学习·高中版上旬(2020年5期)2020-09-10
小学生学习指导(低年级)(2018年11期)2018-12-03
新高考·高三数学(2017年4期)2017-07-10
理科考试研究·高中(2016年10期)2017-01-17
集装箱化(2014年12期)2015-01-06
集装箱化(2014年11期)2014-12-17
