
强化研磨加工中喷射压力对模具钢表面硬度的影响*
2019-01-23 10:52:34陶建华卢进星黎达成韩金刚吴庭筠
组合机床与自动化加工技术 2019年1期
陶建华,卢进星,黎达成,韩金刚,吴庭筠
(广州大学a.机械与电气工程学院;b.金属材料强化研磨高性能加工重点实验室,广州 510006)
0 引言
现今模具加工市场中主要采用热处理和喷丸处理来提高模具的表面硬度以延长其使用寿命,然而由于热处理依赖操作人员的经验,所以造成模具质量良莠不齐,喷丸处理虽然可以明显提高模具的表面硬度及表面压应力[1],模具在使用过程中造成的磨损绝大部分都发生在零件表层,约占模具磨损总量的99%[2]。本课题研究的强化研磨加工是一种集“强化塑性加工”和“研磨微切削”为一体的金属表面冷加工方法[3],是一种多工艺结合的复合加工工艺。喷丸强化是一种成熟的表面强化加工方法,其基本原理是将大量的弹丸流高速(通常在50~90m/s)喷射到金属零件的表面[4]。研磨是一种精密和超精密冷加工工艺,磨料在磨具的作用下对金属零件表面进行加工。
1 实验前的准备
1.1 强化研磨对模具表面硬度影响实验方案
本实验探讨的是强化研磨工艺对模具表面硬度的影响,为了消除其他因素对实验的影响,同时也方便将与上一章的实验进行对比,故此实验工件采用精加工后的45#钢板。取一块精加工后的45#钢板,尺寸为200×100。采用数控强化研磨系统进行喷射压力的影响实验,采集实验数据,绘制数据曲线,分析在不同工艺参数下对模具表面硬度的影响规律,确定在相同实验条件的情况下最优的喷射压力。
1.2 钢板的精加工处理
试样采用厚度为10mm的45号模具钢钢板,其化学主要成分是铁(Fe)元素,含有一些少量元素如表1所示[5]。

表1 45#模具钢元素成分
对于45号钢钢板材料进行热处理,热处理工艺为:正火800,淬火840,回火600。45号钢淬火后没有回火前,硬度大于HRC55。用作模具时需要进行回火处理,处理合格后的硬度一般为HRC50左右。其机械性能如表2所示[6]。在本章实验中,由于研究的是强化研磨加工工艺对模具表面粗糙度的影响,故针对热处理后的钢板采用半精加工的方式来研究强化研磨工艺对表面粗糙度的影响,如此可真实反映强化研磨工艺可将模具表面的表面粗糙度降低到何种级别。

表2 45#模具钢机械性能
实验加工的45号钢采用80号净水砂纸进行打磨加工前后如图1所示。采集实验数据,绘制数据曲线,分析在不同喷射压力下对模具表面硬度的影响规律。
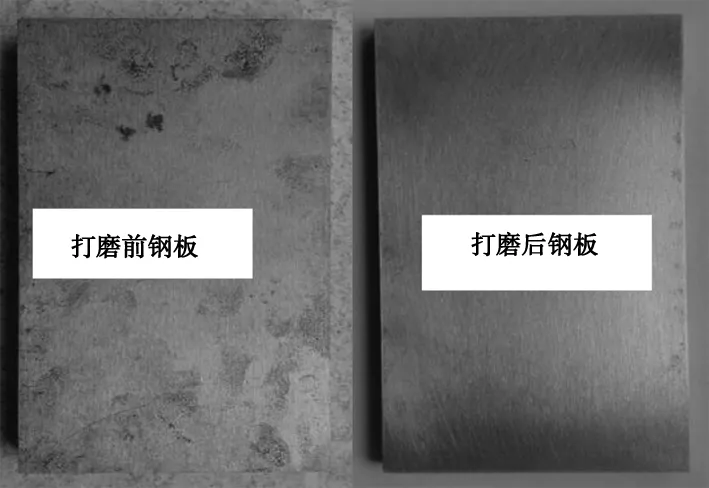
图1 打磨前后钢板对比
1.3 强化研磨料的配比
强化研磨料主要由强化钢丸、研磨液和研磨粉等组成【7-9】,强化研磨料的配比均采用如表3所示的比例。

表3 强化研磨料成分及配比
2 强化研磨对模具表面硬度影响实验结果分析
2.1 表面硬度的评判
表面硬度是指工件表面抵抗变形或疲劳损伤的能力。其评判的是工件对外界物体入侵的抵抗能力,是比较材料软硬的指标。硬度的测量方法经历了接近三百年的发展[10],所以产生了多种不同的测试方法,由此也就产生了不同的硬度标准。
硬度的分类方法主要分为以下几种:
(1)划痕硬度[11]。这种硬度主要是为了比较不同物质软硬的程度,方法是选一根一端软一端硬的棒,将需要测试的材料沿棒划过,根据划痕出现的位置来确定硬度。一般而言,硬物划出的划痕比软物划出的划痕长。
(2)压入硬度[12-13]。这种硬度是现阶段使用最为广泛也最为成熟的一种硬度类别。压入硬度中又分为很多种,主要有洛氏硬度、布氏硬度、维氏硬度和显微硬度等。
(3)回跳硬度[14]。这种硬度也适用于金属材料,方法是使用一个特制的小锤,从一定高度自由落下冲击金属材料,通过测量小锤的回跳高度来确定材料的硬度。
在本实验中采用压入硬度作为衡量模具钢表面硬度标准,采用JMTT数字洛氏硬度计进行硬度测量,如图2所示。对三块模具钢板进行硬度测量,每一个工艺参数选择十个点进行测量,去除最大值和最小值,其余8个数值取平均值作为测量的硬度值。

图2 数字洛氏硬度计
2.2 喷射压力对表面硬度影响实验结果分析
测量模具钢板在不同喷射压力下的表面硬度,实验结果如表4所示。
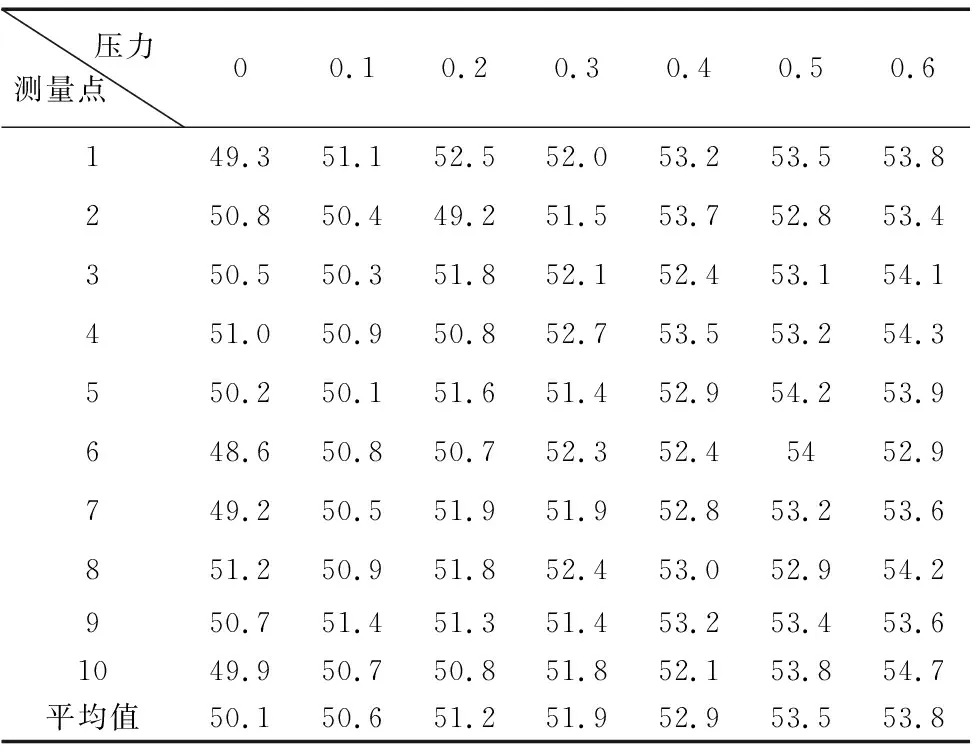
表4 模具钢板不同喷射压力下的硬度(喷射压力:MPa;
根据表4所示,绘制喷射压力对模具钢板表面硬度的规律曲线,如图3所示。
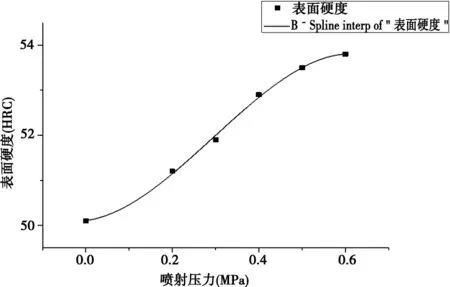
图3 喷射压力与表面硬度规律曲线
根据喷射压力与模具钢板表面硬度变化曲线可知,在设定的加工条件:①喷头直径8mm;②喷头据模具钢板距离为45mm;③喷射角度45°;④喷头移动速度为50mm/min,经强化研磨加工后的模具钢板硬度整体提升。当喷射压力由0逐渐增加时,硬度提升比较明显,当喷射压力再增大时,材料的硬度逐渐趋于水平增加不明显。表面显微组织如图4~图6所示。

图4 加工前显微图

图5 0.3MPa显微图
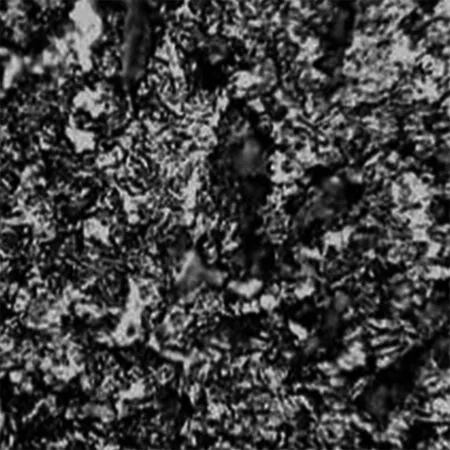
图6 0.6MPa显微图
由材料表面显微图面所知,模具钢板表面的塑性硬化层随着喷射压力的增大由无到有,表面的是表面硬度的增加,当喷射压力增加到一定之后,弹塑性变形层的厚度增加量会越来越少,所表现的是表面硬度增加很缓慢,最后会趋于一个稳定区域。
由图4所示,模具钢板表面存在表面裂纹,表面裂纹的存在会使模具在使用过程中产生张开型裂纹扩展,很容易造成点蚀和表面剥落,影响模具的使用寿命。经强化研磨后的模具钢板,由于产生表面塑性硬化层的缘故,表面裂纹会明显减少甚至消失,从裂纹源头上减少疲劳磨损。同时,强化研磨后模具钢板存在残余压应力,残余压应力一方面可以抵消部分加载在模具表面的载荷,从而提高模具的强度和使用寿命;另一方面,残余压应力对裂纹的扩展速率有很好的抑制作用[15],同样可以延长模具的使用寿命。
3 结论
通过数控强化研磨机对模具钢板在不同的喷射压力下分组进行实验,记录实验数据,最后分析表4及图3,得出如下结论:
(1)强化研磨加工工艺对模具表面硬度有显著效果,其加工后的表面硬度可由50HRC提升至53~54HRC;
(2)在一定加工条件下,喷射压力对模具表面硬度的影响是一个逐渐上升的过程,最终增长速度会逐渐缓慢;
综上所述,通过对模具钢板进行强化研磨加工能有效地提高钢板表层的硬度,从而达到提高模具的寿命。
猜你喜欢
选煤技术(2022年2期)2022-06-06 09:12:38
石材(2022年1期)2022-05-23 12:48:20
军事文摘(2020年18期)2020-10-27 01:55:10
石材(2020年2期)2020-03-16 13:12:44
模具制造(2019年10期)2020-01-06 09:13:10
模具制造(2019年7期)2019-09-25 07:30:06
模具制造(2019年4期)2019-06-24 03:36:38
四川冶金(2018年1期)2018-09-25 02:39:28
凿岩机械气动工具(2017年1期)2017-05-17 06:19:48
童话世界(2017年8期)2017-05-04 04:08:34
