
等离子喷焊IN625合金显微组织和力学性能分析
2019-01-22 05:53
电焊机 2018年12期
(苏州托普信息职业技术学院现代技术学院,江苏昆山215311)
0 前言
工业重载零件在服役过程中易发生磨损失效从而造成巨大的经济损失,因此提高高附加值零件表面性能尤为重要。采用高能束加工手段对失效的高附加值零件进行再制造可显著降低生产成本,也符合国家“十三五”提出的“绿色制造”理念[1-2]。近年来,等离子熔覆技术被广泛应用于重要零件的再制造及表面改性[3-5],它以104K数量级的等离子弧为热源,在基体材料表面熔覆合金层,可获得均匀致密、结合牢固的特殊保护涂层[6-7]。IN625是一种Ni-Cr-Mo-Nb固溶强化合金,在650℃下具有优异的疲劳性能、拉伸性能、抗腐蚀性能及高温蠕变性能,故广泛应用于制造涡轮发动机和核反应堆等构件[8]。研究等离子沉积IN625合金的微观组织和力学性能对于IN625合金制造的零件再制造等方面具有重要意义。本研究主要讨论喷焊电流和热处理工艺对等离子喷焊IN625合金的微观组织和力学性能的影响。
1 实验材料和方法
采用PTA-400E2-ST型等离子束喷焊机制备IN625合金。等离子喷焊的主要工艺参数为:转移弧电流100~140 A、送粉电压23 V、喷焊枪行走速度40 mm/min、喷嘴摆动速度1 400 mm/min、摆动宽度20 mm、堆焊长度120 mm、角度分段5°、离子气流量300 L/h、送粉气流量200 L/h、氩气保护气流量1 000 L/h、喷嘴距基板表面距离13 mm。IN625合金粉末粒径约为150 μm,其化学成分如表1所示。采用OTF-1200X型真空管式高温烧结炉对等离子喷焊IN625合金进行热处理。固溶处理制度为:(1 160~1 200)℃/1.5 h(空冷)。固溶时效处理制度为:1 180℃/1.5 h(空冷),980 ℃/2 h(空冷),720 ℃/8 h炉冷至620℃/8 h(空冷)。

表1 IN625合金粉末化学成分 %Table 1 Chemical compostion of IN625 alloy powder
将热处理前后的等离子喷焊IN625合金打磨、抛光、腐蚀(腐蚀液为王水)后,采用OLYMPUS GX51型光学显微镜观察合金微观组织。等离子喷焊IN625合金的拉伸试样尺寸如图1所示。采用HV-1000型维氏硬度计测量不同工艺状态和热处理状态的等离子喷焊IN625合金的显微硬度,加载载荷100 gf,保载时间10 s。采用UTM5305型电子万能试验机测试热处理前后等离子喷焊IN625合金的拉伸性能,拉伸速率4 mm/min;采用Sigma型电子扫描显微镜观察拉伸试样断口。

图1 拉伸试样尺寸Fig.1 Dimensions of tensile sample
2 实验结果及分析
2.1 微观组织
2.1.1 沉积态合金微观组织
喷焊电流为100~140 A的等离子喷焊IN625合金的微观组织如图2所示。由图2a可知,等离子喷焊IN625合金的微观组织主要为树枝状Laves相和奥氏体基体[9-10]。在等离子喷焊过程中,基体材料的激冷作用导致熔池产生了强烈的非平衡凝固过程,使IN625合金中平衡分配系数小于1的Nb和Mo元素在凝固过程中偏聚于固液界面前沿,从而产生富集Nb和Mo元素的树枝状Laves相。同时由于基体材料的激冷作用,熔池热量主要沿着垂直于基体表面方向向下流失,最大温度梯度方向与热量散失方向相反,故等离子喷焊IN625合金中的树枝状Laves相的生长方向基本垂直于基体表面。
随着喷焊电流的增大,线能量输入增大,等离子喷焊熔池的冷却速度减小,Nb和Mo等元素的偏析严重。在凝固过程中,固液界面前沿的成分过冷区域变大,故等离子喷焊IN625合金中树枝状Laves相数量增多,且形态粗化。
2.1.2 固溶态合金微观组织
等离子喷焊IN625合金在1 160~1 200℃下固溶处理1.5h后的微观组织如图3所示。
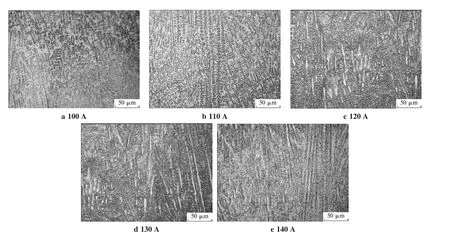
图2 不同喷焊电流下等离子喷焊IN625合金微观组织Fig.2 Microstructure of the plasma surfaced IN625 alloys under different currents

图3 不同喷焊电流下等离子喷焊IN625合金固溶处理后的微观组织Fig.3 Microstructure of the plasma surfaced IN625 alloys by solution treatment under different currents
由图3可知,固溶处理后的等离子喷焊IN625合金组织中Laves相含量减少且细化。在等离子喷焊IN625合金的凝固过程中,熔池中先出现γ相,使熔池固液界面前沿溶质浓度增大。当达到MC/γ共晶析出的溶质浓度条件时,发生L→γ+MC反应,同时使熔池中溶质浓度降低。当温度降低且溶质浓度再增加到Laves相形成条件时,熔池中发生L→γ+Laves反应[10]。结合等离子喷焊IN625合金形态可以看出,合金中未发现MC/γ共晶,其组织主要由Laves组成,故Laves相是熔池凝固的最后产物,且富集Nb和Mo等元素。Laves相熔点因其成分组成不同而变化,约为700~1 200℃[3]。在进行固溶处理时,等离子喷焊IN625合金中最低熔点的Laves相开始溶解。故等离子喷焊IN625合金在1 160~1 200℃下固溶处理后,合金中的Laves相呈现不同程度的溶解和细化。
2.1.3 固溶时效态合金微观组织
在喷焊电流为100~140 A时制备的等离子喷焊IN625合金经固溶处理后的微观组织如图4所示。图4a为喷焊电流110 A的合金经过固溶时效处理后的组织,与沉积态的合金组织相比,Laves相数量和尺寸均较小;与固溶体合金组织相比,组织仍呈现树枝状,但Laves相溶解较少,尺寸较大。固溶处理过程中,合金中的Laves相溶解,但由于固溶处理时间较短,Laves相中Nb和Mo等大尺寸元素的扩散距离较小,Nb和Mo主要固溶于Laves相原来析出位置附近的奥氏体中。在后续时效处理过程中,温度的降低导致Nb和Mo等元素的固溶度降低而使其重新以Laves相形式析出,但重新析出的Laves相形态尺寸较细小。随着喷焊电流的增大,合金中的Laves相含量增大且形态粗化,故固溶时效态IN625合金中的Laves相较沉积态细小,且随着喷焊电流的增大而粗化。

图4 不同焊接电流下等离子喷焊IN625合金固溶时效处理后的微观组织Fig.4 Microstructure of IN625 alloy after solution-aging under different currents
2.2 喷焊合金的硬度
2.2.1 喷焊电流对合金硬度的影响
喷焊电流100~140A时等离子喷焊IN625合金显微硬度如图5所示。可以看出,在喷焊电流100 A下制备的IN625合金的硬度约为230 HV,其硬度随着喷焊电流的增加而减小至190 HV。等离子喷焊IN625合金的组织主要由Laves相和奥氏体基体组成,故合金的硬度主要由Laves相、奥氏体、合金元素产生的固溶强化和喷焊过程中产生的残余应力贡献。随着喷焊电流的增大,合金组织粗化,这说明合金的非平衡凝固严重,更多Nb和Mo等元素偏析于Laves相内,降低其固溶强化作用;同时粗化的组织对位错运动的作用降低。故合金硬度随着喷焊电流的增加而降低。
2.2.2 合金固溶处理态的硬度
等离子喷焊IN625合金在不同固溶温度下保温1.5 h后的显微硬度如图6所示。可以看出,在1160~1180℃固溶处理后的IN625合金显微硬度增大至310 HV。由图4可知,经固溶处理后,合金中部分Laves相被溶解且组织细化,说明偏聚于Laves相中的Nb和Mo等元素回溶于奥氏体中,从而增大了合金元素的固溶强化效果,同时细化组织也有利于提高合金的显微硬度[4]。高温固溶处理完全消除了等离子喷焊过程中产生的残余应力,降低了合金硬度。综合三个因素可知,合金元素的固溶强化效果是保证合金硬度的主要因素,合适的固溶处理温度(1 180℃)能够保证等离子喷焊IN625合金有较高的显微硬度(310 HV)。当固溶温度为1 200℃时,等离子喷焊IN625合金的硬度(300 HV)略低于1 180℃时的(310 HV),这是因为合金在1 200℃下固溶后的组织出现一定程度再结晶,且脆硬相Laves相进一步溶解,故其硬度略有降低。

图5 不同焊接电流下等离子喷焊IN625合金显微硬度Fig.5 Microhardness of plasma surfaced IN625 alloy with different currents

图6 固溶处理对等离子喷焊IN625合金显微硬度的影响Fig.6 Microhardness of plasma surfaced IN625 alloy under different solution treatments
2.3 喷焊合金的拉伸性能
不同状态下等离子喷焊IN625合金的拉伸应力-应变曲线如图7所示。沉积态等离子喷焊IN625合金的拉伸强度约为784 MPa,延伸率28%;固溶态合金的拉伸强度和延伸率分别增加至872 MPa和52.3%;固溶时效态合金的拉伸强度和延伸率分别增加至784 MPa和47.2%。据上文分析,固溶态合金有更多Nb和Mo等元素产生的较强固溶强化效果,在塑性变形过程中固溶于奥氏体中的元素产生的气团阻碍位错运动而增大其强度。在固溶处理过程中,部分粗大Laves相的溶解减少了合金中粗大脆硬相和软基体的界面,即减小了合金中产生微裂纹的倾向;同时固溶处理消除了沉积态合金中的残余应力,减小合金在塑性变形过程中的应力集中程度,增大组织协调变形能力,故表现出更为优异的延伸率。固溶时效态合金的强度与沉积态合金相差不大,主要原因是Nb和Mo等元素的固溶度降低,在时效过程中又重新析出,降低了合金的固溶强化效果。但其组织较沉积态合金更为细小,且合金中的残余应力亦被消除,故固溶时效态合金的强度与沉积态合金相差较小而延伸率较好。

图7 不同状态下等离子喷焊IN625合金拉伸曲线Fig.7 Stress stain curves of plasma surfaced IN625 alloys under different states
不同热处理状态下,等离子喷焊IN625合金的拉伸断口形貌如图8所示。合金的断口均由韧窝组成,三种合金的断裂机制均为塑性断裂,但沉积态合金断口中出现具有方向性的台阶式韧窝,这是因为在等离子喷焊过程中较大的温度梯度产生了有方向性的粗大Laves相,而在拉伸过程中,粗大、脆硬的Laves相和奥氏体基体界面易为塑性变形提供裂纹萌生且为裂纹提供扩展通道,故沉积态合金的拉伸断口呈现有方向性台阶的韧窝[9]。
合金经固溶处理后,方向性组织被一定程度的细化或消除,故固溶时效态合金和固溶态合金的断口均较为平整。固溶时效态合金中有部分Laves相重新析出,故其断口韧窝仍有一定方向性。固溶态合金断口韧窝细小均匀,基本无方向性,韧性较好。

图8 不同热处理条件下等离子喷焊IN625合金拉伸试样的断口形貌Fig.8 Fractural of plasma surfaced IN625 alloy under different heat treatment conditions
3 结论
(1)等离子喷焊IN625合金的微观组织为有方向性的树枝状Laves相和奥氏体;随着喷焊电流的增大,合金中树枝状Laves相数量增多且形态粗化;在1 160~1 200℃下固溶处理后,合金中的Laves相呈现不同程度的溶解和细化。
(2)等离子喷焊IN625沉积态合金硬度为190~230 HV,且随着喷焊电流的增加而减小,固溶处理后的IN625合金的显微硬度增大至310 HV。
(3)沉积态等离子喷焊IN625合金的拉伸强度约为784 MPa,延伸率约为28%,固溶处理后分别增大至872 MPa和52.3%。这是因为Nb和Mo等元素溶入奥氏体后产生的气团阻碍位错运动使其强度增大。热处理前后合金的断口均由韧窝组成,合金的断裂机制均为塑性断裂。
猜你喜欢
中国铸造装备与技术(2017年3期)2017-06-21
材料科学与工程学报(2016年1期)2017-01-15
中国神经再生研究(英文版)(2017年4期)2017-01-12
上海金属(2016年3期)2016-11-23
中国环境监察(2016年4期)2016-10-24
焊接(2016年10期)2016-02-27
焊接(2016年9期)2016-02-27
焊接(2015年11期)2015-07-18
焊接(2015年9期)2015-07-18
上海金属(2014年5期)2014-12-20
