多绳摩擦提升机箕斗卸矿后倒转故障分析及处理
2019-01-22 08:13刘井刚
现代矿业 2018年12期
刘井刚
(安徽开发矿业有限公司)
在地下金属矿山生产中,及时准确判断提升机故障,采取有效的技术处理措施,最终彻底排除故障是保证提升系统设备和人员安全的保障。安徽开发矿业有限公司1#主井提升系统采用中信重工机械股份有限公司生产的JKM4×6(Ⅲ)E多绳摩擦提升机,在某次正常生产运行时,当箕斗在正常卸载位置进行卸矿后,打下行信号,远程自动模式下箕斗出现倒转,深度指示仪显示箕斗位置在+0.45 m,上位机监视故障旁路里的过卷监视项报“过卷继电器”故障和“箕斗过卷A”故障,提升司机在操作台上不能复位。通过现场检查发现,箕斗实际并没有机械过卷,提升机机械过卷开关也没有发出动作信号,实际箕斗为软过卷保护动作。为保证提升机正常运转,必须尽快排除故障。
1 故障分析
1.1 闸控系统检查分析
当闸控系统制动力不足时,提升机空箕斗状态下,由于配重侧质量大于箕斗侧质量,可能会发生提升机倒转情况,针对此问题做出以下分析和测试。
(1)1#主井提升机采用全进口ABB闸控系统,通过对闸瓦行程传感器进行检查测试,闸间隙在1.5~2.0 mm有效范围内,且无故障报警显示[1],因此,闸间隙超标引起制动力不足情况排除。
(2)对盘型制动器机械部分进行检查,测试闸衬在锁定块和闸盘之间距离为9.5 mm,闸衬磨损不超限。对蝶形片、锁紧螺母及制动闸的紧固螺栓进行全面检查,都完好,液压管路部分无渗油泄漏,测试制动力矩,都在规定范围内。因此,闸控机械装置问题引起的制动力不足情况排除。
(3)闸控液压系统测试检查。按照制动系统测试方法,对闸控进行空测试,关闭闸头阀门,开闸后V32、V37、V39(V16)与V132得电,阀V32阻塞了油由油泵到油箱的通路,从而使制动单元建立起压力油,阀V32和阀V37阻塞了阀V11和阀V16(卸油口Y),阀V25被阀V32堵塞,阀V39阻塞了阀V16油口X[1]。经测试制动油路,各部件均动作正常,因此,判断闸控液压系统完好。
1.2 机械装置检查分析
根据当时现场运行情况,提升机在下放刚启动后即产生倒转,从机械装置上看,发生此问题可能原因有摩擦轮绳槽衬垫磨损,导致摩擦力不足,由于空箕斗时配重侧重,滑绳引起反转;导向轮轴承损坏或绳槽衬垫磨损,导致与摩擦轮间的围包角不足或不均匀,引起提升张力不足或摩擦力阻力增大,产生滑绳;钢丝绳或摩擦衬垫上有油污,造成摩擦力不够,产生滑绳。
提升机采用德国进口K25SB高摩擦衬垫,摩擦系数不小于0.25,通过计算摩擦力与最大静张力,完全满足设计使用要求。经过对摩擦轮衬垫进行全面检查,均未磨损超限,检查钢丝绳及衬垫上也不存在油污问题,检查导向轮轴承及绳槽衬垫,也没有发现问题。
1.3 电控系统检查分析
从IFIX数据库查阅“过卷继电器”故障对应变量P53_PNOWINDRELAYFLT和“箕斗过卷A”故障对应变量P53_PNOWINDUPSHAFTSW,查找“过卷继电器”故障为P53_C5相关程序,该故障是因DiSUBG111X_值为1[2],见图1。
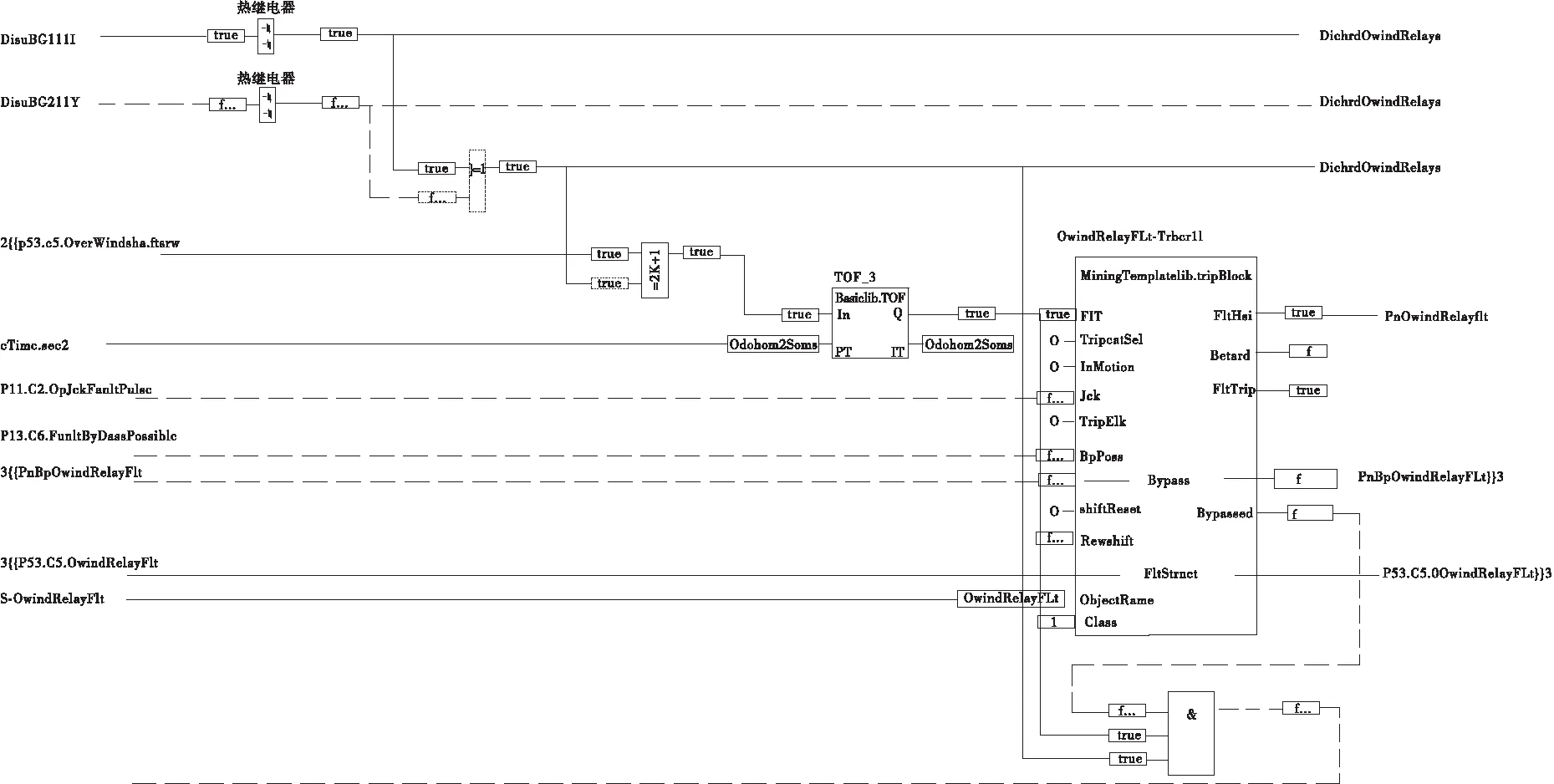
图1 P53过卷继电器故障相关程序
通过查阅图纸为V201.70或V201.71继电器动作。因该故障能旁路,通过旁路这2个故障,打检修模式下,将箕斗下放8 m,离开卸载位置。经过试验发现,检修模式正常,但手动和自动模式都会出现发出下行信号后提升机倒转现象。
根据以上测试分析判断,能造成提升机倒转故障的电气原因有预置力矩方向反;预置力矩指令因条件不满足而未发出;预置力矩过小。
检查程序P42的力矩验证相关程序,见图2。

图2 P42力矩验证相关程序
查阅看出力矩验证命令有输出,进一步检查P32.C4.PresetStartTorque Ref是否正常,查阅P32相关力矩程序,见图3。
通过检查发现预置力矩取反了,找到P34.C3.SkipX_Empty 条件不满足,阅读P34相关SkipX_Empty条件(图4)可知,DiCSBG111AckSkX_ScrollCl变量应置为1[2],但是动车试验过程中发现,该变量值为0。最终确定故障原因是由于直轨开关没有动作,经检查无误后,将箕斗提升至正常卸载位置,打开箕斗一次,再正常下放,设备恢复正常。
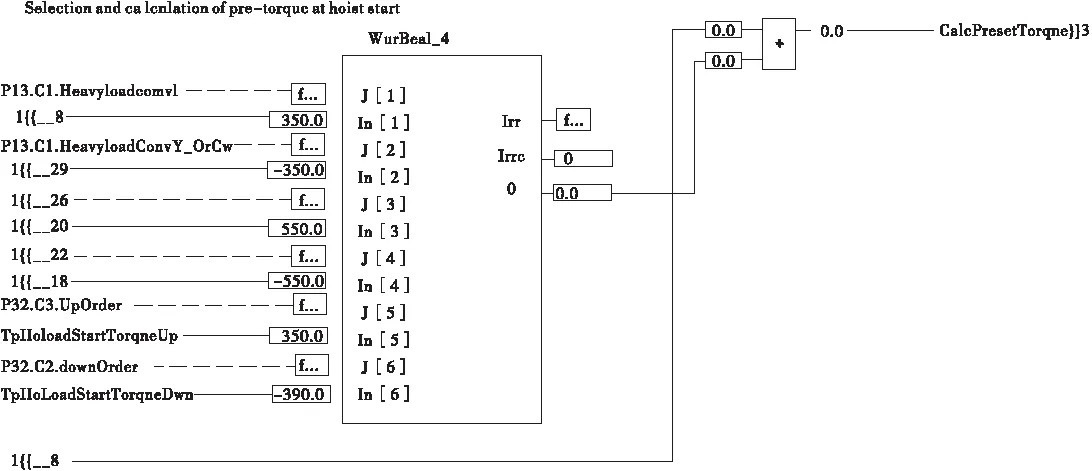
图3 P32相关力矩程序

图4 P34相关力矩程序
此类故障不易捕捉,磁开关安装位置刚好处于感应距离的临界位置,由于直轨变形左右不同步、关闭箕斗时的冲击或管道绳的松动等原因造成箕斗关闭时,直轨开关未能动作,导致开关没刷到,所以DiCSBG111AckSkX_ScrollCl信号错误。
2 预防维护措施
(1)定期检查开关位置,并清理开关上粉尘,防止发生开关接地故障。
(2)定期测试柔性钢丝罐道的张紧力,检查预紧打压,定期检查罐道张紧油缸有无渗漏问题,并做好液压阀件的维护。
(3)经常对直轨导向轮进行润滑维护,防止导向轮运转不灵活卡阻致使直轨变形,造成直轨关闭不到位,开关不动作或误动作。
3 技改保障措施
通过运行观察发现,在关闭箕斗时,偶尔会发生一侧门钩挂不到位的情况,导致导向轮和固定轮相对位置发生变化,当箕斗装矿后,上行入直轨时,导向轮与固定轮的相对偏角位置不正确,箕斗入直轨产生卡阻碰撞,轻则造成导向轮轴承受损或轴变形,重则造成导向轮偏离出直轨轨道,从而引发撞直轨事故。
鉴于此问题,为了保证门钩开合时导向轮和固定轮相对位置,首先在直轨框架的关闭到位位置,在左右两侧设置直轨机械定位块,保证箕斗直轨框架关闭后,两侧门钩相对位置平行,避免一侧门钩挂不到位;其次在箕斗侧板上焊接门钩机械上下开合限位装置,保证导向轮和固定轮相对位置,避免提升机入直轨时产生卡阻冲击;将入直轨段的锥形导向板延伸,提高导向轮入槽时的围包角,使导向轮切向平稳地引入直轨内。卸载导向轮直轨限位保护示意见图5。

图5 卸载导向轮直轨限位保护示意
4 结 语
本机故障案例是一起典型的机械装置动作不到位引起的提升机检测信号错误而产生的设备误动作。技术改造后,经过一段时间的运行测试,提升机入直轨平稳无冲击,箕斗门钩能够准确关闭到位,彻底解决了此类故障的重复发生。通过对提升机故障的诊断排除看出,处理提升机故障需要从电控、闸控、机械装置等多方面着手,全面综合分析诊断问题,根据问题现象逐步进行分类排除,从而对设备故障进行准确的判断定位。在排除故障的同时,为了避免故障问题重复发生,还需根据故障产生的原因,制定针对性的操作及维护措施,如设备本身电气控制和机械装置存在缺陷,还需要制定针对性的技术改进措施,从根本上解决问题,这样才能有效地保证提升系统设备安全稳定运行。
猜你喜欢
设备管理与维修(2022年22期)2023-01-14
矿山机械(2022年9期)2022-09-20
山东冶金(2022年4期)2022-09-14
电子乐园·上旬刊(2022年5期)2022-04-09
矿山机械(2021年10期)2021-10-25
山东煤炭科技(2021年3期)2021-01-11
矿山机械(2020年3期)2020-03-24
天津建设科技(2019年2期)2019-05-16
山东工业技术(2016年16期)2016-08-15
中国资源综合利用(2016年9期)2016-01-22