青居水电站1F机组导水机构滚动轴承磨损处理
2019-01-22 08:21罗云江袁文进
水电站机电技术 2019年1期
周 亚,周 鑫,罗云江,袁文进,邹 浩,金 壮
(四川华能嘉陵江水电有限责任公司,四川 南充637000)
1 引言
青居水电站位于四川省南充市高坪区青居镇,是嘉陵江干流苍溪县至合川县河段十三级开发中的第十个梯级电站。电站主要经营水力发电,兼顾航运。该电站为贯流式机组,装机容量为4×34MW,青居水电站1F机组主要参数见下页表1,机组结构及导水机构结构图详见图1、图2。
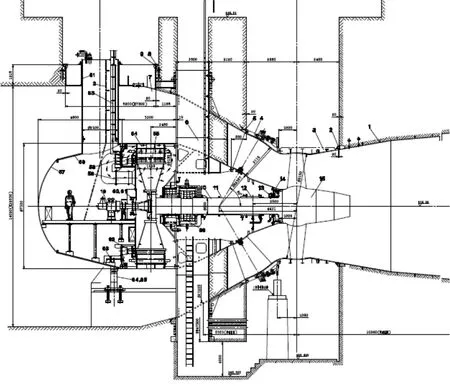
图1 青居水电站水轮发电机组剖面图

图2 青居水电站导水机构图
青居水电站水轮机导水机构为锥形导水机构,锥顶角为60°。导水机构由内配水环、外配水环、16只活动导叶、控制环及操作机构等组成。导叶操作机构采用弯曲连杆的形式,控制环分两瓣采用螺栓连接。轴承槽由控制环、压环、外配水环组合而成,轴承槽截面为菱形,与钢球接触为点接触,控制环、压环、外配水环材料为Q235A,钢球材料为GGr15轴承钢,直径50.8mm。导水机构滚动轴承局部详见图3。
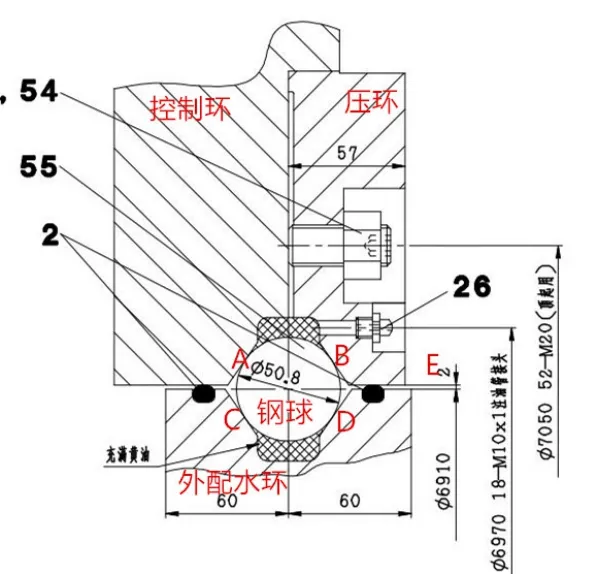
图3 青居水电站导水机构滚动轴承局部图

表1 青居水电站水轮发电机主要参数
2 导水机构滚动轴承磨损情况
在2017年1F机组导水机构检修过程中,发现导水机构滚动轴承的上部压环和控制环与外配水环之间无间隙(设计间隙为2mm),且有磨损;下部压环和控制环与外配水环之间间隙4mm左右(设计间隙为2mm),详见表2。
通过泄压阀动作实验,泄压阀动作时间在29s左右(初始安装原始数据为24s)。

表2 导水机构滚动轴承修复前实测间隙检查 单位:mm
拆除压环后,发现导水机构滚动轴承下半部分钢球成S形排列,钢球及轴承槽锈蚀严重,另外导水机构滚动轴承的轴承槽上部有5~6个钢球间隙(设计间隙为2~3个钢球间隙),且轴承槽有明显磨痕;控制环、压环、外配水环与钢球接触部位(图3中A、B、C、D处)因磨损产生一条宽为15mm,深为1.5mm的弧形槽,详见图4。

图4 滚动轴承上半部分磨损情况图
导水机构滚动轴承磨损的原因主要有:
(1)机组经过长期运行,导水机构滚动轴承槽的间隙变大及润滑状况不佳;
(2)在重锤、控制环和压环等部件的重力作用下,轴承槽与钢球的相对运动产生摩擦,造成轴承槽上下部磨损程度不一致;
(3)在导叶接力器操作力的作用下可能产生附加的径向力或轴向力,加剧钢球与轴承槽的磨损;
(4)钢球材料为GCr15轴承钢,控制环、压环及外配水环材料为Q235A。钢球与轴承槽为点接触,压强较大,钢球硬度大于控制环、压环及外配水环。
3 导水机构滚动轴承磨损处理方案
导水机构滚动轴承磨损处理方案:
(1)由于重新制作与拆装外配水环时间较长,对外配水环在不拆卸状态下进行修复。
(2)由于重新制作控制环时间较长,但控制环极易拆卸与回装,为了保证修复质量,对控制环进行返厂修复。
(3)由于压环弹道槽磨损严重,如大面积进行补焊,焊接变形难于控制,故需重新制作。
(4)钢球全部更换:材质为GGr15轴承钢(GB308公差等级G100级),尺寸直径为50.8mm,镀铬。
3.1 外配水环及控制环修复
采用焊接方法对导水机构的外配水环及控制环进行修复,修复过程中采取控制措施,使得焊接修复的外配水环及控制环符合设计要求。
外配水环修复过程:①首先将需要补焊处理的外配水环磨损区域表面的油污等清理干净;②其次用火焰枪加热去除外配水环油脂及水分;③焊接前按整圆周300mm长划等分线;④对外配水环磨损部位进行修磨,修磨深度为0.3mm;⑤对打磨处进行焊接;⑥对补焊区域进行修磨;⑦最后进行PT探伤检查。
控制环修复过程:①首先将需要补焊处理的控制环磨损区域表面的油污等清理干净;②其次用火焰枪加热去除控制环油脂及水分;③焊接前按整圆周300mm长划等分线;④再者对控制环磨损部位进行修磨,修磨深度为0.3mm;⑤对打磨处进行焊接(补焊厚度留有加工余量);⑥按照原图纸尺寸对控制环进行车削加工;⑦最后进行PT探伤检查。
外配水环及控制环焊接修复工艺要求:1)消除焊接残余应力:两名焊工同时两边对称焊接,且同方向移动;每段焊缝只允许焊接一次,且长度不超过300mm;焊接后必须迅速用铁锤对焊缝进行打击以消除焊接残余应力。2)焊后修磨:边打磨边用样板检查,使其圆滑过渡,焊后尺寸及粗糙度等尽量达到相关图纸要求。3)车削加工:对控制环按照原图纸尺寸进行车削加工,加工后尺寸及粗糙度等应达到相关图纸要求。4) PT探伤:对补焊焊缝及热影响区域进行PT探伤,要求无裂纹。
3.2 导水机构滚动轴承回装后检查
导水机构回装后对机组的压环与外配水环间隙及控制环与外配水环间隙进行检查,检查数据详见表3,均符合设计要求。
通过泄压阀动作试验,泄压阀动作时间在25s。由于导水机构滚动轴承磨损修复后,减少了导水机构动作摩擦力,缩短了泄压阀动作时间,实测值与初始安装原始数据差1s左右,满足设计要求。
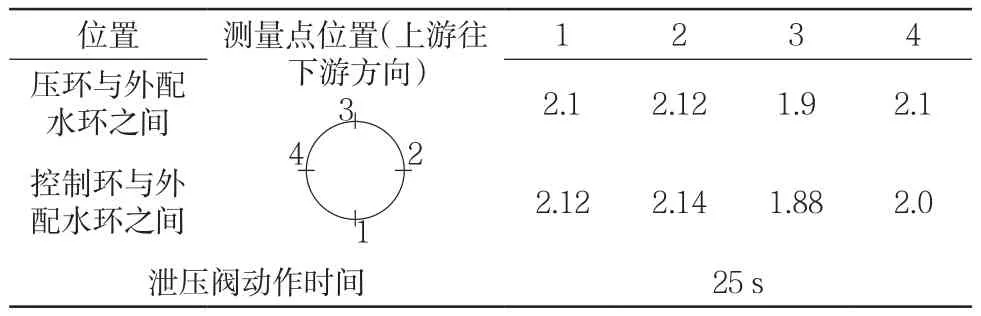
表3 导水机构滚动轴承间隙检查 单位:mm
3.3 机组投运后的跟踪监测
经过导水机构滚动轴承回装后间隙检查以及泄压阀动作时间,均达到机组的设计要求。然后先让机组空转1h,监测机组各部位的振动与摆度,各项指标均合格后,进行机组并网运行,监测机组的运行指标,运行指标均符合机组运行的相关要求,确定1F机组能安全可靠地长期运行。
4 结束语
青居水电站1F机组经过近1年的运行检验,机组的振动与摆度均在运行规定的范围内,机组开停机及平时负荷调整均正常。

表4 1F机组水导轴承处理前后振摆记录表 单位:um
由此可见青居水电站1F机组导水机构滚动轴承磨损处理过程是成功的,不仅提高了导水机构控制环及外配水环的重复利用率,节约更换外配水环及控制环的资金,大大缩减因导水机构滚动轴承磨损导致无法运行的时间,增加了机组的效益。因此,此次对青居水电站1F机组导水机构滚动轴承的处理流程和方法,可对其他贯流式水电站出现类似问题提供一定参考。
猜你喜欢
中国特种设备安全(2022年1期)2022-04-26
西北水电(2022年1期)2022-04-16
金桥(2021年8期)2021-08-23
陕西煤炭(2021年4期)2021-08-10
昆钢科技(2021年2期)2021-07-22
西安科技大学学报(2021年3期)2021-06-17
水电站设计(2020年4期)2020-07-16
哈尔滨轴承(2020年4期)2020-03-17
山东煤炭科技(2020年2期)2020-03-05
汽车科技(2017年3期)2017-06-12