生产中电火花数控线切割钼丝过快耗损原因分析
2019-01-14 05:28蒋承定
绿色科技 2018年23期
蒋承定,黄 芳
(湖北生态工程职业技术学院,湖北 武汉 430200)
1 引言
线切割加工是线电极电火花加工的简称,是电火花加工的一种,其基本原理是被切割的工件作为工件正电极,钼丝作为工作负电极,脉冲电源通过导电块发出一连串的矩形脉冲电压,加到工件电极和工作电极上。钼丝与工件之间施加足够的具有一定绝缘性能的工作液。当钼丝与工件的距离小到一定程度时,在脉冲电压的作用下,工作液被击穿,在钼丝与工件之间形成瞬间放电通道,产生瞬时高温(最高可达10000 ℃),使金属局部熔化甚至汽化而被蚀除下来。若工作台带动工件不断进给,就能切割出按PC软件画出所需要的形状。由于运丝筒带动钼丝交替作正、反向的高速移动,钼丝在加工中被电腐蚀量较小。在实际生产中普遍存在钼丝过快耗损的情况,其中既有人为因素也有设备自身缺陷因素,生产中金属钼丝的耗损虽然很小,但是如果在钼丝的选择、参数设置及日常维护不当等都会造成加快钼丝的耗损出现烧丝、断丝。钼丝过快耗损既影响生产效率也被动提高了生产成本,现就以下方面论述钼丝过快的耗损的原因。
2 线切割钼丝及线切割乳化膏的选择不当
(1)没有选择符合GBT 4182-1997企业生产的金属钼丝。因纯钼丝制品显示出某些性能的不足,极大地限制了其使用范围和使用效果,为了提高钼丝的使用寿命;国家规定了钼丝需加入锆、钛等合金材料,以提高钼丝的抗拉强度,减少断丝,提高钼丝的再结晶温度,扩大钼丝的使用温度范围,延长钼丝的寿命。市场上有的生产企业为降低生产成本没有按国家标准执行生产,如果使用了这类企业生产的钼丝就会过快断丝。另外没有用完的钼丝存放不当,潮湿空气腐蚀钼丝后造成断丝,所以钼丝应存放在通风干燥的地方。
(2)线切割专用切削液的选择不符合Q/ZJRX001-2004产品标准。乳化液配比浓度未按说明书的范围控制,不易过淡也不宜过浓。水质未使用自来水,使用井水和雨水都会加快钼丝的耗损。
3 参数设置不合理
正确合理选择脉冲电源电参数,在切割加工时,可以提高加工工艺指标和加工的稳定性。稳定性越好则钼丝的使用寿命越长。参数设置主要包括,空载电压、脉冲宽度、脉冲间隙、短路电流峰值、跟踪等。
(1)加工速度随着空载电压、短路峰值电流、脉冲宽度、脉冲频率的增大而提高。也就是说加工速度随加工电流增加而提高,选择加工时不宜使短路峰值电流超过2.5A,造成烧丝、断丝。
(2)没有根据需要加工工件的材料性质、工件厚度、切割工艺要求合理选择脉冲电源参数、加工工艺的指标和加工的稳定性不够。在调节电参数时,电流表指针摆动过大,脉冲间隙过短都容易造成烧丝、断丝。
(3)切割加工时进给速度和电腐蚀速度不够协调,欠跟踪,或跟踪过紧。欠跟踪使加工经常处于开路状态,电流表指针晃动大,步进电机走步不均匀,容易造成断丝,过紧跟踪容易发生短路烧丝。
(4)参数设置好后,加工进行时改变电参数,造成各参数瞬间波动值过大发生烧丝、断丝,如要改变参数必须待机床换向或停止机床高频脉冲电源输出时再做调整,否则容易造成断丝。
(5)根据平时加工时的参数设置提供一些相关参数仅供参考(表1)。
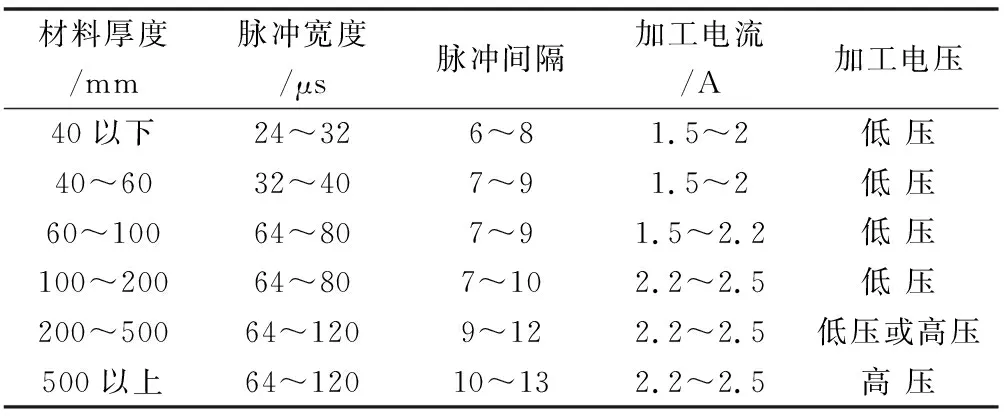
表1 加工的参数设置
注:材料必须是Cr12 硬度:HRC60-65
4 操作顺序和加工工艺选择不当
在生产中很多时候因为没有按操作说明书进行顺序操作,或选择加工路径不当造成烧丝、断丝,以及被加工工件切除部分坠落砸断钼丝的情况屡见不鲜,大至可分为如下几种原因。
(1)开机时没有按照开机-开运丝-开水泵-开脉冲电源选择参数-开启控制机进入加工状态来操作。在脉冲电源没有停止的情况下,开启运丝筒,造成短路烧丝断丝,加工结束没有先关水泵,再关运丝的顺序操作。
(2)加工时,工件未固定牢固被加工件移动造成断丝。
(3)加工厚工件时没有将被切除部分用吸铁石固定,造成坠落砸断正在工作的或已经停止工作的钼丝。
(4)加工时,工艺路线和加工余量未留足,造成被加工工件断开坠落砸断钼丝。
(5)加工薄件时丝架上导轮和下导轮间隔距离过大,钼丝跳动大造成断丝。
(6)加工中移动工件工具时碰断钼丝。
5 日常维护不及时
(1)在更换新钼丝时安装在上下导轮和导电块上的钼丝,在运丝筒上出现叠丝现象未及时发现,钼丝过松或过紧都容易造成断丝,新钼丝收紧后应空运转5 min左右,让钼丝拉应力受力均匀,可以有效提高钼丝的使用寿命。
(2)切削液过滤网选择过大(建议使用是10 μm滤网),设备连续工作100 h未更换切削液,切削液杂质过多造成短路烧丝。
(3)导电块上的金属微粒未及时清洗,造成对地短路烧丝,导电块被磨损后形成沟槽夹住钼丝使钼丝受力过大造成断丝。
(4)喷水嘴出现水流不畅未能及时冷却钼丝造成钼丝与工件间发生短路烧丝、断丝。
(5)运丝筒和传动电机的同步轮、同步带磨损过大,使丝杆的移动和钼丝移动不同步造成叠丝后断丝,丝筒左右两端一端钼丝过紧超过钼丝抗拉强度而断丝。
(6)线切割设备导轮轴承出现损坏跳动过大未及时更换,使钼丝运行时跳动大造成断丝。
(7)钼丝在工作一段时间后出现拉伸,运丝筒和导轮间的钼丝出现松动未及时收紧造成跳动过大断丝。
猜你喜欢
杭州电子科技大学学报(自然科学版)(2022年4期)2022-08-23
杭州电子科技大学学报(自然科学版)(2022年3期)2022-06-08
智能制造(2021年4期)2021-11-04
计算机与数字工程(2021年7期)2021-08-08
科技与创新(2017年3期)2017-03-17
电脑知识与技术(2016年22期)2016-10-31
作文大王·笑话大王(2016年6期)2016-06-22
作文大王·笑话大王(2016年4期)2016-04-27
作文大王·笑话大王(2016年3期)2016-03-11
作文大王·笑话大王(2016年1期)2016-02-24