工装夹具在航天零件机械加工中的应用
2019-01-10 08:59:56张海洋李佑杰贾浩洲
机械制造 2018年12期
□ 杨 洋 □ 黄 晶 □ 张海洋 □ 李佑杰 □ 贾浩洲
首都航天机械有限公司 北京 100076
1 研究背景
工装夹具是在生产过程中用于快速准确定位并紧固零件的工艺装备。在零件的机械加工过程中,工装夹具是必不可少的辅助工具,其发挥的作用十分显著,可以进一步促进加工向高速、高效、精密、复合、智能的方向发展。
同时,工装夹具自身也正在向高效、通用、稳定、精密的方向发展。在进行工装夹具的设计时,首先要考虑工装夹具的设计是否可以满足机械加工过程中对工装夹具精度的要求,只有满足精度要求的工装夹具,才能够生产出符合质量要求的零件。此外,需要考虑工人的操作习惯,设计出符合工人操作习惯的工装夹具。工装夹具还应该具有较强的强度与刚度,以避免高强度工作带来的损耗[1-7]。
工装夹具在产品的加工过程中发挥着巨大作用,不仅仅是一种技术上的辅助,更是一种设备上的保障,对产品的加工质量、加工成本、生产效率都有显著影响。
随着科学技术的进步和生产的发展,工装夹具已广泛应用于航天零件的机械加工中,进而实现零件的快速定位与夹紧,完成加工过程中所需要的准确相对运动,保证加工精度和加工效率。
笔者以工装夹具在航天零件活门盒底座加工过程中的应用为例,介绍工装夹具在航天零件机械加工中实现准确定位,以及保证零件达到加工精度要求的重要作用。
2 问题的提出
活门盒底座是航天发动机阀门组件盒的重要组成部分,整个组件盒有严格的密封要求,只有在密封的状态下,其中的电磁阀才能有效控制发动机,使其正常工作。
重要密封件活门盒底座的加工尺寸要求严格,产品的边缘壁厚要求为(5±0.05)mm,仪器安装面壁厚要求为(3±0.05)mm,如图1所示。对于密封性而言,两项壁厚尺寸尤其重要,其中任何一个尺寸超差,都会影响密封性能,造成产品报废。
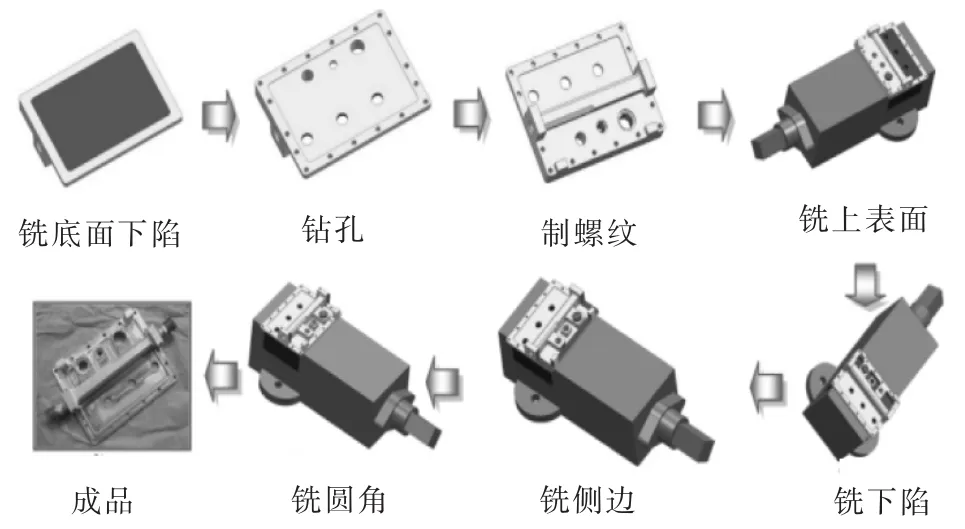
活门盒底座的产品加工工艺流程如图2所示。在铣上表面工序中,加工活门盒底座的边缘壁厚尺寸。在铣侧边工序中,加工活门盒底座的仪器安装面壁厚尺寸。通过对加工完成的五件活门盒底座产品边缘壁厚尺寸和仪器安装面壁厚尺寸分别进行检测,发现加工后的产品边缘壁厚尺寸和仪器安装面壁厚尺寸均出现不同程度的超差问题。边缘壁厚尺寸的实测值为4.85~5.04 mm,超出公差要求范围0.1 mm。仪器安装面壁厚尺寸的实测值为2.83~3.03 mm,超出公差要求范围0.12 mm。

▲图1 活门盒底座

▲图2 活门盒底座加工工艺流程
3 原因分析
通过对产品的进一步测量分析,发现零件边缘壁厚尺寸和仪器安装面壁厚尺寸的超差均属于局部超差问题,其中中间部位的壁厚尺寸小于设计要求,而左右两边部位的壁厚尺寸则在公差要求范围之内。
通过对产品的加工过程和装夹方法进行分析与研究,发现零件在虎钳装夹的过程中产生了翘曲变形,具体情况如图3所示。
在通过虎钳装夹零件时,零件底面壁厚较薄,刚性较弱,在虎钳两侧夹紧力的作用下,活门盒底座的中间部位发生了鼓翘,此时活门盒底面已经不再是一个水平面,而是一个中间高、两边低的弧面。
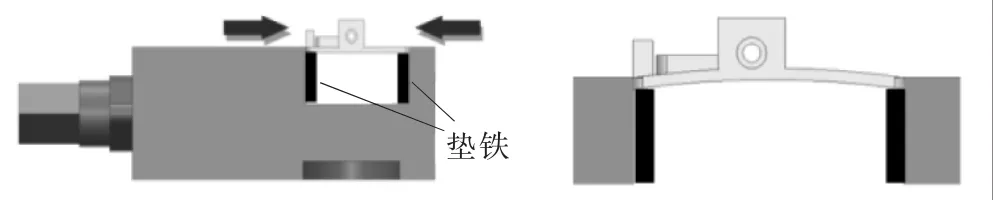
▲图3 产品装夹变形
在产品加工过程中,由于刀具的切削深度是恒定的,因此产品中间鼓翘的部分就会在加工过程中出现过切现象。而在产品加工完成松开虎钳后,产品就会出现剩余壁厚尺寸厚薄不均的现象,越靠近中间部位,剩余壁厚就越薄。由于产品底面壁厚的公差要求极为严格,仅为(5±0.05) mm 和(3±0.05) mm,因此造成了底面中间部位壁厚过薄,超出尺寸公差范围的情况,导致底面壁厚尺寸存在局部超差问题。
4 解决措施
针对由于虎钳装夹变形而导致的产品边缘壁厚尺寸和仪器安装面壁厚尺寸局部超差的问题,设计并制作了一种专用的工装夹具,以防止产品的装夹变形,如图4所示。

▲图4 防装夹变形工装夹具
这一工装夹具由工装主体和紧固螺栓两部分组成。工装主体的上安装面与活门盒底座的下表面紧密贴合,紧固螺栓穿过零件,与垫块上的螺纹相配合,使零件固定在工装上。
在加工产品的边缘壁厚尺寸和仪器安装面壁厚尺寸时,产品的装夹不再是将虎钳直接夹紧产品的外侧面,而是将虎钳夹紧在工装的外侧面,这样做可以有效避免产品由于虎钳夹紧力而产生的鼓翘变形。改进后活门盒底座加工工艺流程如图5所示,产品装夹效果对比如图6所示。
▲图5 改进后活门盒底座加工工艺流程
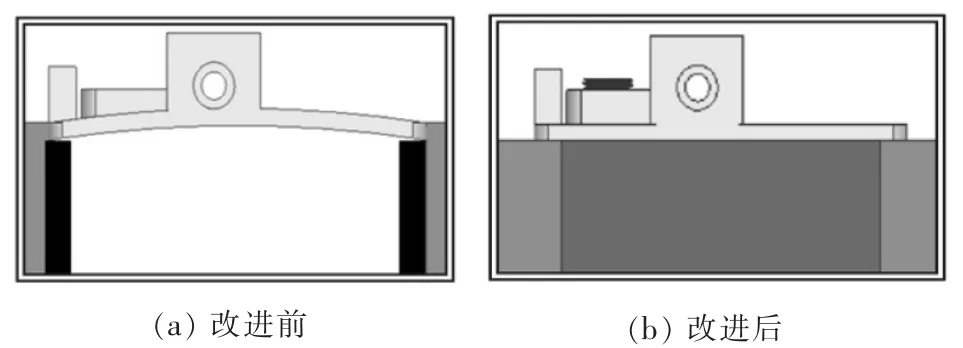
▲图6 装夹效果对比
5 效果
采用所设计的工装夹具对新投产的50件活门盒底座产品进行加工,经检测,50件活门盒底座的边缘壁厚尺寸为4.98~5.03 mm,仪器安装面壁厚尺寸为2.97~3.02 mm,均符合公差要求,合格率达到100%。可见,通过设计工装夹具,能有效消除产品的装夹变形,进而避免由于变形而引起的产品壁厚尺寸局部超差问题,有效保证了活门盒底座边缘壁厚尺寸和仪器安装面壁厚尺寸的加工精度。
6 结束语
综上所述,在工装夹具的有效配合下,提高了零件的加工精度,降低了生产成本,节省了操作时间,并且有效提高了加工效率,尤其是对于一些精密、复杂、批量化生产的航天零件而言,效果明显。
所设计的工装夹具具有结构简单、成本低廉、制作方便、使用性能良好、操作简单省力、安全可靠的特点,可推广至其它同类场合使用,也为同类产品工装夹具的设计提供了借鉴。
随着工业化进程的不断加快,现代制造业对零件加工精度、加工速度等的要求越来越高,随之对工装夹具也提出了更高的要求。工装夹具在航天领域已经得到了成功应用,而且还将继续发挥日趋重要的作用。因此,在今后的工作中,应不断创新设计先进的工装夹具,并建立完善的工装夹具库,以使工装夹具能适应现代化生产的需求。
猜你喜欢
专用汽车(2023年5期)2023-05-26 02:23:57
课外语文·上(2022年5期)2022-06-13 02:50:06
宝藏(2021年10期)2021-11-22 05:59:48
装备制造技术(2020年2期)2020-12-14 03:09:48
科技风(2020年13期)2020-05-03 13:44:08
液压与气动(2019年9期)2019-09-17 11:26:26
电气开关(2016年3期)2016-12-29 08:38:06
中国新通信(2015年17期)2015-05-30 10:48:04
汉语世界(2015年6期)2015-03-26 21:38:11
制造技术与机床(2014年8期)2014-07-13 07:43:12