卧式深孔内工件的装配方法研究
2019-01-10 08:59:56刘百宁
机械制造 2018年12期
□ 刘百宁
沈阳鼓风机集团股份有限公司 沈阳 110869
1 问题的提出
根据装配工艺要求,有些工件必须采用卧式装配方法来完成装配。但是,由于质量比较大的工件用手工操作无法完成装配,因此需要吊车进行辅助。吊车辅助装配过程中,钢丝绳会与孔壁干涉,使工件无法装配到指定位置。针对以上问题,笔者设计了用于卧式深孔内工件装配的吊装工具。
2 装配难点分析
对卧式深孔内的工件进行装配,当外部的机壳、端盖和内部的主轴已经装配完成后,需要将一个圆柱形工件(图1)安装到这个由端盖和主轴组成的环形空间内,工件装配如图2所示。圆柱形工件装配后,与端盖内孔和主轴外圆均属于小间隙配合[1],配合尺寸单边间隙为0.10~0.15 mm。此圆柱形工件质量为35 kg,材料为铸铝。装配完成后,圆柱形工件的端面与端盖端面的距离达482 mm,人的胳膊长度一般在450 mm左右,所以这样的内孔就相当于深孔了。另外,单边的装配空间为20 mm,直径为640 mm,装配空间狭小,不能多人协同操作。工件质量又比较大,即使单人能够抬动工件,也不能保证使工件保持水平[2-3]。不能保持工件水平,就不能将工件装配到这个环形空间内,这时必须考虑使用吊车进行辅助装配。
在采用卧式装配的吊装方法时,通常是吊装工件的外圆,而吊装工件外圆的钢丝绳势必会与压板发生干涉,这会导致装配无法顺利完成。
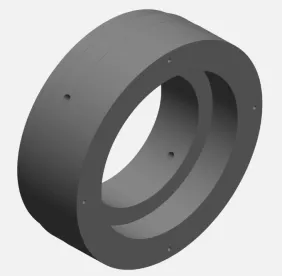
▲图1 圆柱形工件
3 吊装工具结构设计
3.1 结构组成
立式装配与卧式装配的作用是保证装配工件竖直或水平[4-5],通常,进行立式装配时吊端面,进行卧式装配时吊外圆。
当采用常规卧式装配吊外圆的方法不能够满足装配要求时,需设计新型吊装工具,使常规卧式装配由吊外圆改为吊端面。
笔者设计的吊装工具为杠杆与滑子组成的新型吊装工具,如图3所示。左右两个杠杆串到滑子的两个孔内,并且能够前后滑动,滑子上面有螺纹孔,可以通过吊环起吊,进行吊车辅助吊装。
吊车将滑子吊起,滑子相当于一个支点,人在滑子的另一侧可施加向下的力,使滑子两侧的力大小相等,这样工件就能够保持水平状态了。杠杆、滑子、工件及人施加向下的力,达到相互平衡。
3.2 杠杆
杠杆的前端带有外螺纹,目的是与工件连接。在吊装过程中,杠杆受力弯曲。为了保证工件呈水平状态,杠杆的刚度需要满足在吊装过程中不发生弯曲变形[6-7]。
从结构上来看,杆件的长度越长,工件的质量越大,杆件的直径就越大,这样才能够保证杠杆的刚度,进而满足装配前后工件呈水平状态。所以,在装配过程中杠杆在不与其它零件发生干涉的情况下,其外圆尺寸应尽量大些。

▲图2 工件装配图
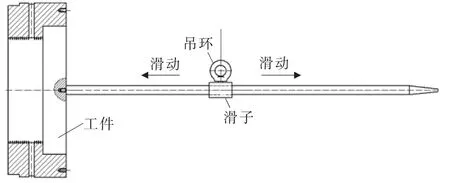
▲图3 新型吊装工具
3.3 滑子
从吊装结构来看,滑子起到相当于杠杆中支点的作用。为使吊装后的工件保持水平状态,以及杠杆不产生变形,滑子的宽度尺寸应该大一些,其它尺寸只要在使用过程中不与其它零件发生干涉即可。滑子外形如图4所示。
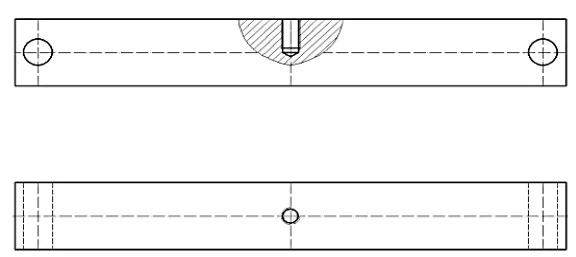
▲图4 滑子
4 装配过程分析
为了保证工件能够顺利完成装配,在装配前必须保证工件的轴心线与其配合的主轴轴心基本保持同心,只有这样,才能顺利完成装配。这是因为工件要送至深孔内部,由于装配空间狭小,若测量时发现圆柱形工件的轴心线与所配合的主轴轴心不同心,则再进行调节就很不方便。端盖与主轴同心度要求非常高,可以用端盖的内孔为基准进行测量。因此,设计制作量规来测量装配后端盖内孔与外圆之间的间隙,用量规对上下左右四个方向的间隙值进行测量并调整,保证上下左右四处间隙基本相等。
在工件与端盖内孔和主轴外圆都保持同心的前提下,由于工件与端盖内孔和主轴外圆均属于小间隙配合,配合尺寸单边间隙为0.10~0.15 mm,因此工件就可以随吊车向深孔内移动,到达装配指定位置。
5 工件拆卸方法
工件安装后,如需要检修或者更换,不同质量大小的工件拆卸方法也不相同。
(1)当工件质量小于20 kg时,可通过手工操作对工件进行拆卸。
(2)当工作质量大于 20 kg、小于50 kg时,在拆卸过程中,工件会与所配合的主轴外圆脱离。由于工件质量较大,在脱离瞬间仅靠人力将工件接住是不可能的,这时工件在拆卸过程中就很容易与所配合主轴外圆相邻的小外圆发生磕碰,轻者损坏工件,重者伤及人。正确的拆卸方法是,先将杆件拧到工件上,通过人工拉动杆件使其带动工件向外移动。当工件与所配合主轴外圆的轴向配合长度还剩15~20 mm时,停止拉动工件,然后采用杆件与滑子组成的新型吊装工具,并用吊车予以辅助进行拆卸。值得注意的是,工件与所配合主轴外圆在脱离前,钢丝绳是不能拉紧的。如果钢丝绳拉紧,相当于工件受到一个分力作用,这时工件不会由内孔向外作直线运动。但绳子也不能太松,如果太松,工件与所配合主轴外圆脱离后会坠落到主轴的另一个台阶上,因此钢丝绳以微微松一点为宜。当工件在与所配合主轴外圆脱离时,工件由于重力的作用会向下脱落,工件坠落到主轴另一个台阶上之前,钢丝绳已经绷紧,这样工件就不会脱落到主轴的另一个台阶上。
(3)当工件质量大于50 kg时,通过人工由深孔向外拉动工件非常费力,需要采用螺旋调整推拉机构将工件从深孔内拉出来。螺旋调整推拉机构结构简单,只需两块带有两个孔的长方形板、两根螺柱、两个螺母和两根螺栓即可。另外,在端盖平面上加工两个工艺螺纹孔,用于固定长方形板。使用时,长方形板左侧螺母先松开,向深孔内侧拧长方形板外侧的螺母,这时可以通过螺母和螺柱配合向外拉动工件。其余步骤同上述质量为20 kg~50 kg时的工件拆卸方法一样。
6 结论
对卧式深孔内的工件进行装配时,通过采用笔者设计的新型吊装工具,解决了工件在深孔内部安装不便的问题。
用新型吊装工具代替手工装配,切实提高了装配质量和装配效率,既安全环保,又降低了操作者的劳动强度。这一吊装工具结构简单,实用,易于加工生产制造[10],应用范围广。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:42:06
装备制造技术(2021年1期)2021-05-21 07:55:16
有色设备(2021年4期)2021-03-16 05:42:30
制造技术与机床(2019年12期)2020-01-06 03:17:42
制造技术与机床(2017年6期)2018-01-19 02:41:06
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
电子制作(2017年20期)2017-04-26 06:57:34
机械工程师(2015年10期)2015-02-02 01:14:26
机电信息(2014年32期)2014-02-27 15:54:25
机电信息(2014年5期)2014-02-27 15:51:48