钎焊氧化锆增韧氧化铝陶瓷的组织与性能研究
2019-01-10 08:59吕谦
机械制造 2018年12期
□吕谦
重庆大学 材料科学与工程学院 重庆 400044
1 ZTA陶瓷概述
ZTA陶瓷是氧化锆增韧氧化铝陶瓷,具有高熔点、高硬度、耐酸碱腐蚀、韧性较好的特点,是高温结构陶瓷中应用潜力较大的材料之一。其中10%~20%的氧化锆含量可有效抑制晶体生长过程中氧化铝的酸性[1-2],提高材料的硬度。氧化锆含量为12%~14%时,ZTA陶瓷的强度和硬度都达到最大值[3-4]。高度分散的氧化锆粉末含量达到20%时,热压烧结ZTA陶瓷机械性能最好,强度相变过程中形成微裂纹的影响比对裂纹扩展阻力的影响明显,尽管存在压应力,但ZTA陶瓷的抗断裂性能减小[5]。
在实际应用中,由于ZTA陶瓷材料加工性差,需要将简单构件进行连接才能制备出满足要求的复杂构件,由此,优良焊接接头的制备成为制约ZTA陶瓷进一步应用的关键问题之一。
目前,ZTA陶瓷连接主要采用钎焊方法,相比于真空钎焊对焊接真空度的高要求,以及昂贵的设备成本,空气钎焊法在大气条件下连接,操作简单、成本低,对于ZTA陶瓷在燃料电池及其它电子器件制备中的应用具有显著的优势[6-7]。
笔者研究采用银铜钎料空气钎焊ZTA陶瓷,分析钎焊接头微观组织特征,确定钎焊接头相组成及典型界面结构,同时研究钎焊工艺参数对ZTA陶瓷空气钎焊接头微观组织与力学性能的影响规律。
2 试验材料设备与方法
2.1 试验材料设备
试验材料选用含氧化锆质量分数为20%的ZTA陶瓷、银-18铜粉末钎料。
设备采用内圆切割机,金刚石砂轮盘 (600目和1 000 目,对应 23 μm 和 13 μm)、超声波清洗器、箱式马弗炉、扫描电镜(附带能谱仪)、电子万能试验机。
2.2 试验方法
使用内圆切割机将ZTA陶瓷切成断面为8 mm×8 mm样件,之后用600目和1 000目的金刚石砂轮盘打磨至表面平整无明显划痕,使用前经过无水乙醇在超声波仪中清洗掉表面粉尘和污垢,最后将待焊的ZTA陶瓷和特定钎料装配完成后放入马弗炉中进行加热及保温。
样件取出后,采用扫描电镜及其附带的能谱仪进行钎焊接头界面、断口组织形貌、钎焊接头组成元素分析等。
在试验中,改变两个主要钎焊工艺参数,即钎焊温度和保温时间,采用微机控制的电子万能试验机,以及专用夹具对钎焊好的样件进行抗剪强度测试,通过所得试验数据,总结工艺参数与钎焊接头抗剪强度变化的关系。
3 不同条件下钎焊接头组织及性能分析
3.1 钎焊温度对接头组织形貌的影响
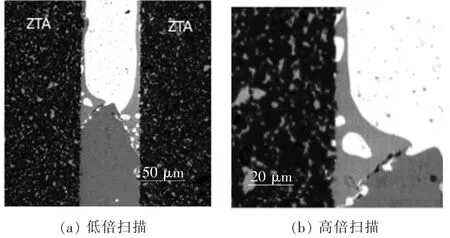
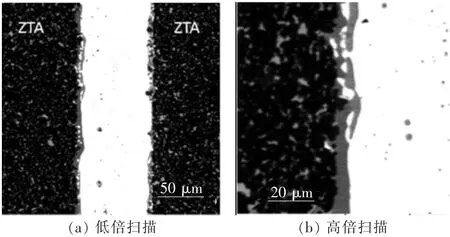
观察钎焊温度分别为1 050℃、1 025℃、1 075℃,保温时间均为5 min的三个样件,图1~图3所示为三个钎焊温度下样件钎焊接头显微组织照片。
由图1~图3可以看出,两侧母材中白色呈点状分布的为氧化锆,大面积黑色的为氧化铝,在钎焊接头中广泛分布的白色基底为银,在白色基底上弥散分布的浅灰色点状部分为氧化铜,母材与钎料中间夹的深灰色薄层为两者的反应产物CuAl2O4[8],从ZTA陶瓷与接头界面延伸到接头中央以银为主,同时有少量的氧化铜存在。
▲图1 钎焊温度1 025℃下钎焊接头显微组织照片

▲图2 钎焊温度1 050℃下钎焊接头显微组织照片
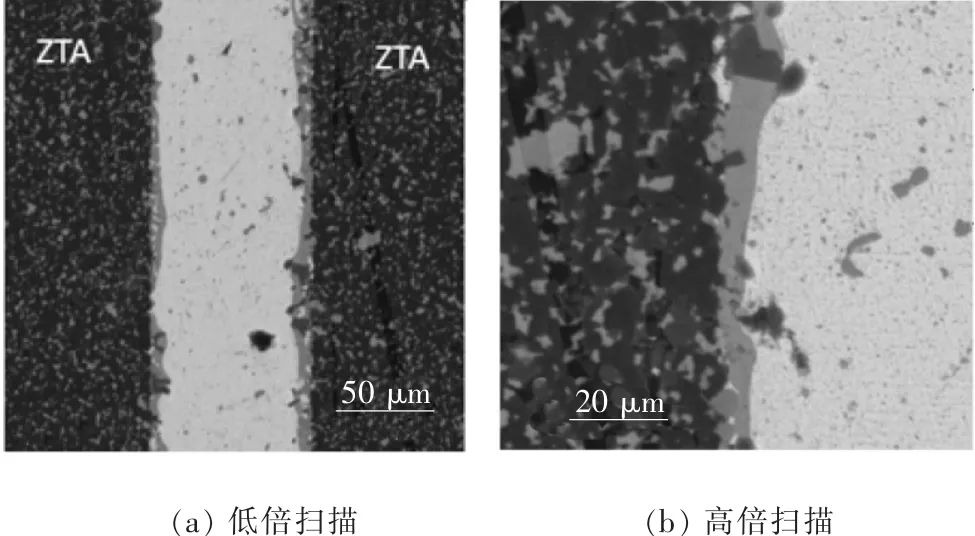
▲图3 钎焊温度1 075℃下钎焊接头显微组织照片
在钎焊温度为1 025℃时,由于温度偏低,钎料流动困难,不易补足缝隙,原因是润湿钎料中的氧化物颗粒和附近的ZTA陶瓷表面难以向远处继续铺展。接头界面处非常平直,界面处钎料与母材的反应产物量比较少。
在钎焊温度为1 050℃时,钎料与母材的界面变得参差不齐,母材边界曲折地插入钎料中且生成了较为连续的反应物层,即高倍扫描下深灰色部分。
在钎焊温度为1 075℃时,钎料黏度在降低的同时流动性增强了,熔融钎料得以更好地进行间隙填充和润湿,最终使钎焊焊缝更加致密紧实,在钎料与母材的两侧界面处都清晰可见连续的氧化铜层[9]。
3.2 保温时间对钎焊接头组织的影响
控制钎焊温度1 050℃不变,保温时间由2 min逐步增加至10 min,不同保温时间下的接头显微组织照片如图4和图5所示。
由图4可以看出,在保温2 min时,钎料与母材界面基本无明显反应物存在,母材界面平直。
由图2可以看出,在保温5 min时,母材界面略显曲折,母材/接头界面有明显的连续反应物层,呈相对连续的颗粒状分布在近ZTA陶瓷界面处,其含量较多,而氧化铜呈浅灰色带状沿着界面延伸。
▲图4 保温时间2 min时钎焊接头显微组织照片

▲图5 保温时间10 min时钎焊接头显微组织照片
由图5可以看出,在保温10 min时,其两侧母材与钎料界面间均有反应物层存在,相比于图2,保温10 min时反应物层厚度略有增大。
根据以上观察,可得出结论:保温时间的延长有高温反应程度加深的趋势,即母材或一些反应相参与反应的量增多,体现在反应物层的厚度增大,母材边界更加曲折,反应物层连续性更好;而在保温时间较短的情况下,母材边界更加平直。
3.3 不同工艺参数对钎焊接头力学性能影响
样件经剪切试验后,计算每个钎焊接头抗剪切强度,计算结果如图6、图7所示。图6、图7分别反映了钎焊温度和保温时间的改变与钎焊接头剪切强度的对应关系。
由图6、图7中数据可总结出两条规律。
第一,在钎焊温度1 050℃之前,随着钎焊温度的提升,钎焊接头的剪切强度有明显增强,这从前文所呈现的显微组织形貌可推测出原因,即钎料与母材界面存在的反应物层能更好地实现钎料与母材的连接。但在钎焊温度由1 050℃再次上升至1 075℃,保温时间不变时,钎焊接头剪切强度有减弱,这说明钎焊接头剪切强度与钎焊温度并不是呈线性关系。当钎焊接头剪切强度达到最大值后钎焊温度再上升反而成为不利因素,这也可由显微组织照片分析得出原因,即钎焊温度升高后,化学反应更易发生,反应物含量更多且更连续,在连续层中容易产生裂纹,并且一旦出现裂纹,在连续层上的扩展十分迅速,也就导致了钎焊接头整体剪切强度的降低。
第二,随着保温时间的延长,钎焊接头剪切强度呈上升趋势,具体可见在钎焊温度1 050时,钎焊接头剪切强度与保温时间的关系是10 min>5 min>2 min,这是由于保温时间短,钎料与母材界面结合相对较弱,因而钎焊接头剪切强度低。
为了分辨剪切断口形态,以及判断断裂发生的位置,笔者还做了样件断口分析,其结果如图8、图9所示。
由图8、图9可以看出,亮白色颗粒状或小块状分布为银,团絮状广泛弥散分布的是氧化铜,以及氧化铜与母材反应物,反应物周围常常伴随有小面积的银一同出现。整体氧化铜相的分布形态被反应物割裂而变得间断。
由断口二次显微组织照片可看出,断裂主要发生在氧化铜相和反应物相上[10]。

▲图6 保温5 min时钎焊温度与钎焊接头剪切强度关系
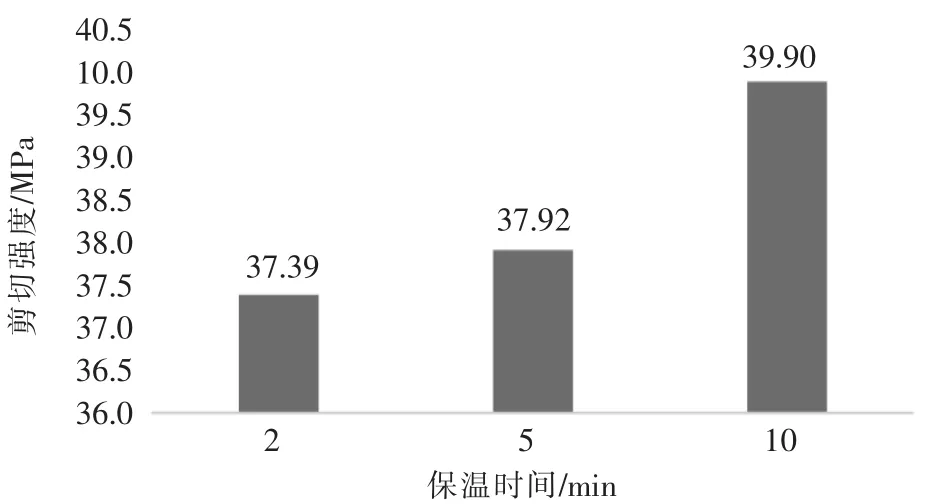
▲图7 钎焊温度1050℃时保温时间与钎焊接头剪切强度关系

▲图8 断口二次显微组织照片
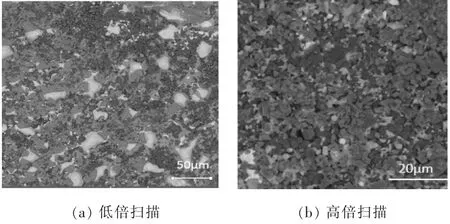
▲图9 断口背散射显微组织照片
4 结论
(1)由钎焊接头显微组织照片可总结出:钎焊接头中母材大面积黑色基底为氧化铝,其上白色点状分布的为氧化锆,钎料中的铜在高温下氧化成为浅灰色连续的氧化铜相,反应物颜色比氧化铜略深,局部连续分布。
(2)钎焊温度的升高有利于反应趋向剧烈,保温时间延长有利于反应程度加深,两者皆会导致反应物CuAl2O4厚度增大,连续性变得明显。
(3)钎焊温度升高,在一定范围内会有利于接头剪切强度的提升。保温时间的延长,同样会使接头剪切强度得到改善。其中,钎焊温度为1 050℃、保温时间为10 min时的样件剪切强度最优,可达39.90 MPa。经断口显微组织扫描发现,其断裂主要发生在氧化铜和反应物相上。
猜你喜欢
兰州理工大学学报(2022年1期)2022-03-05
湖北农机化(2020年4期)2020-07-24
商品与质量(2020年7期)2020-06-13
铜业工程(2018年3期)2018-07-11
中学化学(2017年5期)2017-07-07
制造技术与机床(2017年3期)2017-06-23
中国有色金属学报(2016年11期)2016-12-13
中学化学(2016年4期)2016-05-30
中学化学(2014年1期)2014-04-23
中学生数理化·高二版(2008年1期)2008-10-19