
瓦楞纸箱自动包装机控制系统设计
2019-01-10 02:09:20顾文斌李育鑫张晓武钱煜晖
自动化与仪表 2018年12期
顾文斌,李 卓,李育鑫,张晓武,钱煜晖
(河海大学 机电学院,常州 213022)
随着互联网经济的发展,国民网购的需求与日俱增,人工包装包裹的压力越来越大,且人工包装的效率较低,包装质量无法保证。当前,随着自动化技术的提升,我国纸箱自动封装行业取得了较大进步,但自动封装机仍存在着结构复杂笨重,且多针对单一规格单一工序,自动化程度低,控制系统成本高等缺点[1-3]。文献[4]通过对饮料自动化生产线中的纸箱包装工艺流程和控制原理的分析,研究了与纸箱包装的运动控制和包装控制相关的各个环节;文献[5]设计了装封箱机的自动调节封胶带装置,采用接近开关和电机的配合,实现了胶带松紧的自动调节,保证了烟箱封箱质量;文献[6]基于PLC采用步进梯形图语言,研究了青贮料装袋机的控制系统;文献[7]以8013单片机为控制核心,设计了工业产品计数装置,全面实现了工业流水线的产品包装和计数工作;文献[8]利用PLC作为控制核心,以F701称重仪为测量装置,实现了对来自结片机的苯酐物料进行自动定量包装并输送至码垛机组单元的控制功能。然而,针对自动包装所进行的相关研究尚未能完全实现纸箱的全自动封装[9-12]。为高效完成纸箱封装,并解决人工包装的诸多问题,开发一套具有良好适应性与稳定性的自动封装机控制系统具有重要的现实意义。
1 纸箱自动封装机
1.1 封装机的结构
瓦楞纸箱自动封装机的执行机构主要由进料机构、送料机构、成箱机构、叶片折弯机构、胶带封箱机构5个部分构成。其机械结构如图1所示。

图1 瓦楞纸箱自动封装机结构Fig.1 Corrugated boxes automatic packaging machine structure
自动封装机的进料机构采用皮带、轮辊结构,主动轮辊上的伺服电机通电,带动皮带转动,将物料送到送料机构处;送料机构贯穿整个包装过程,通过电动推杆的伸缩带动四级伸缩架上下升降,从而将纸箱送至不同的工位完成不同的工序;成箱机构处的夹持爪可根据预设的纸箱尺寸,向纸箱方向行进,在纸箱侧棱处施加挤压力,使扁平纸箱开箱,并且实现对纸箱的夹持,同时该机构还可以实现纸箱姿势调整;叶片折弯机构处4个压板依次下压,可将纸箱底部、顶部的4个叶片沿折痕弯折;胶带封箱机构将胶带贴合到纸箱侧壁后,整个机构行走在丝杠上,胶带在压力作用下不断黏合到封口处,直至刀片处设置的光电传感器检测到与纸箱之间的距离超过预设范围,刀片下降切断胶带。
1.2 纸箱自动封装的流程
未经开箱的扁平纸箱经人工检查后放置到进料机构处,到达升降台后,升降台上升,物料输送到成箱区,夹持爪夹持纸箱并在纸箱侧楞施加压力从而完成纸箱开箱。然后,纸箱被运送到折弯区,压板顺次下压使得纸箱大小叶片依次折弯。升降台继续上升,物料被输送至胶封区完成纸箱一面的封口,此后升降台下降。在成箱区,夹持爪转动调整纸箱姿势,使纸箱180°翻转,最后升降台再次将物料送至折弯区、胶封区完成另一面叶片折弯及封口。
在整个包装过程中,各类行程开关、传感器实时检测纸箱的位置与姿势,并将采集信号传送到控制器中,控制器根据预设程序和算法从而完成对相应电机、电动推杆等的控制。自动封装机的工艺流程如图2所示。

图2 自动封装机的工艺流程Fig.2 Technological process of automatic packaging machine
1.3 控制方法的选择
控制系统中常用的方法有继电器控制、单片机控制以及PLC控制等。其中,继电器控制接线较多,结构复杂,维护难度大,可靠性差;单片机控制虽然控制能力较高,但是开发难度大,开发周期长,并且程序繁琐不易理解,抗干扰能力不足。PLC是一款以微处理器为核心的工业自动化设备。与其他控制器相比,PLC具有功能强大、抗干扰能力较强、结构简单、操作容易的特点,在工业控制领域中发挥着不可替代的作用[13-15]。为适应瓦楞纸箱封装环节的工作环境,并考虑到自动封装机的工作特点,选用PLC作为整机的控制系统的控制器进行系统设计。
2 控制系统硬件设计
依据瓦楞纸箱封装的工艺特点,自动封装机的控制系统硬件包括PLC及扩展模块、触摸屏、伺服电机、电动推杆、光电传感器、各类行程开关等。传感器能够迅速感应纸箱信号,并将其转化为电信号传送给CPU,CPU再根据预设算法和程序运算得出相应的输出信号,输出的电信号控制伺服电机、电动推杆的运行,从而使得设备实现相应动作。PLC控制系统的硬件连接如图3所示。

图3 PLC控制系统的硬件连接Fig.3 Hardware connection of PLC control system
2.1 PLC
可编程控制器PLC是带有指令存储器、数字或模拟输入/输出接口;以位运算为主;能完成逻辑、顺序、定时、计数和算术运算功能;面向机器或生产过程的自动控制装置。
根据自动封装机工艺流程以及控制要求,选用三菱FX2N-32MR型PLC。该型号PLC灵活性、控制能力较强,内置8 kB容量的RAM存储器,最大可扩展到16 kB,可容纳大量程序,从而为自动封装机的控制系统软件实现提供有力保障;具有16个输入点,16个输出点,根据控制系统需要具备的功能分析和I/O点数目估算,能够满足控制要求,且留有10%~20%余量,便于扩展。
将RS-485通信扩展板安装于PLC的基本单元上,PLC可以与带有RS-485接口的外部设备进行通信,从而实现用户通过以太网通信与上位计算机进行通信。
2.2 触摸屏
触摸屏用于对自动封装机的运行状态和故障的显示与监控。该系统上位机选用威纶TK6050ip系列触摸屏。
TK6050ip触摸屏拥有400 MHz的32位RISC处理速度,配置RS-485等多个通信端口,从而能快速与下位机PLC实现数据交换和通信,其供电电压为常用的直流24 V;拥有较高的性价比,且在较恶劣的工作环境中,具有较高的稳定性,能够有效实现与下位机之间的通信,从而监控与保证纸箱自动封装机的可靠运行。此外,通过触摸屏,可以设定待包装纸箱的长宽高尺寸、包装速度等参数;可以实现封装机各个工位手动操纵、多个工位联动调试等功能。
3 控制系统软件设计
为提高瓦楞纸箱自动封装机的智能性、可靠性,并保证自动封装机的整体性能,控制软件部分的设计至关重要。该自动封装机的PLC控制系统软件采用GX Developer进行程序的编程、监控、调试,采用图形化较好的梯形图语言进行控制程序的编程。自动封装机控制系统的主程序流程如图4所示。
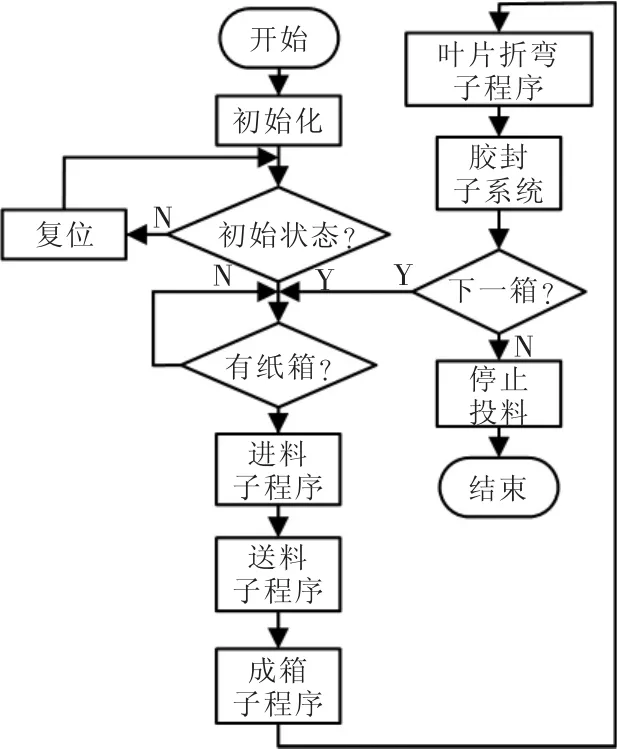
图4 控制系统主程序流程Fig.4 Control system main control program flow chart
3.1 子模块软件设计
进料模块进入工作模式时,主动轮辊伺服电机通电,牵引外圈皮带将纸箱送入设备内部;纸箱到达升降台后,触发该处接近开关,送料模块进入工作模式。由于送料机构负责将物料送至不同工位,在设定的时间节点依次为送料机构处的电动推杆通电,从而升降台可到达不同高度的工位,因此送料子程序贯穿整个工作循环。升降台上升触发成箱机构处的行程开关后,成箱模块进入工作模式,完成对纸箱的开箱和夹持。成箱模块流程如图5所示。
叶片折弯机构进入工作模式时,2台伺服电机依次通电,带动4个压板按顺序下压,使得纸箱大小叶片沿折痕弯折,此后电机失电,压板在弹簧回复力作用下复位;升降台到达胶封工位时,胶封模块开始工作,完成胶带贴箱壁、胶带行走、胶带切断等过程。胶封模块流程如图6所示。
3.2 上位机软件开发
用于系统的参数设置以及故障监控的TK6050ip触摸屏的主要功能如下:
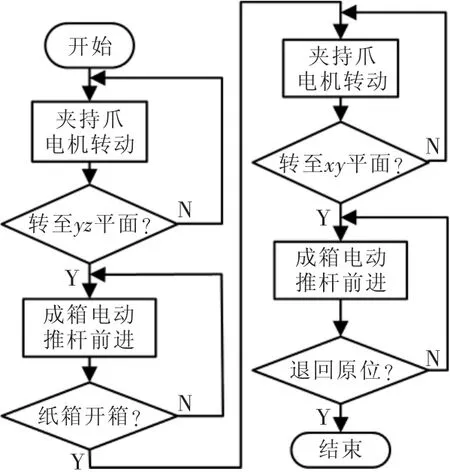
图5 成箱模块控制流程Fig.5 Boxing module control flow chart
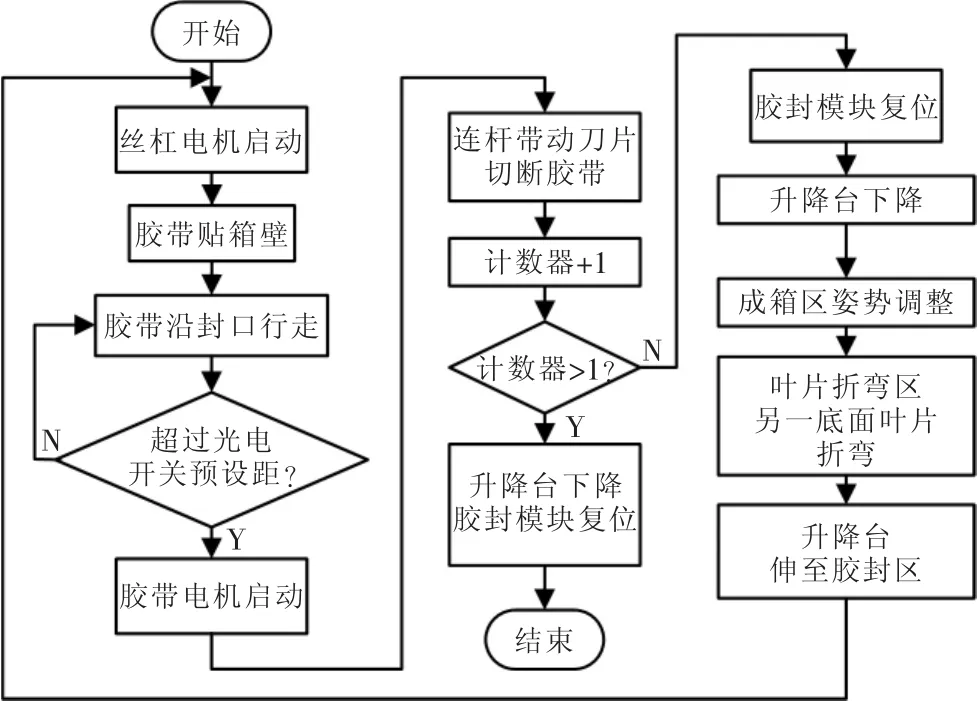
图6 胶带密封模块流程Fig.6 Tape sealing module flow chart
1)状态显示 上位机人机界面实时显示当前传感器、电机等的运行状态,以及已包装成品的数量等工艺运行参数。
2)包装系列参数设置 根据不同型号纸箱的尺寸,编辑不同的长宽高数值,通过与PLC交互控制电机通电时长,实现柔性包装功能。
3)数据查询 为便于了解长期工作的历史趋势,在数据库中存放有历史数据,可以方便、精确、快捷地查阅相关数据。
4)报警功能 生产数据实时反馈给上位机,当某一参数数据超过设定范围或者设备出现故障时,上位机报警,设备进入急停状态,相关的报警数据存入数据库中便于查询。
纸箱自动封装机人机界面,主要包括初始界面、主控界面、手动界面以及报警界面,部分界面如图7所示。其中,初始界面用于设置语言,该软件设计有中英文2种语言格式;主控画面主要用于设定包装纸箱的长宽高等尺寸参数,以及包装速度的初始赋值;报警界面用于将故障检测系统监测到的故障结果显示。
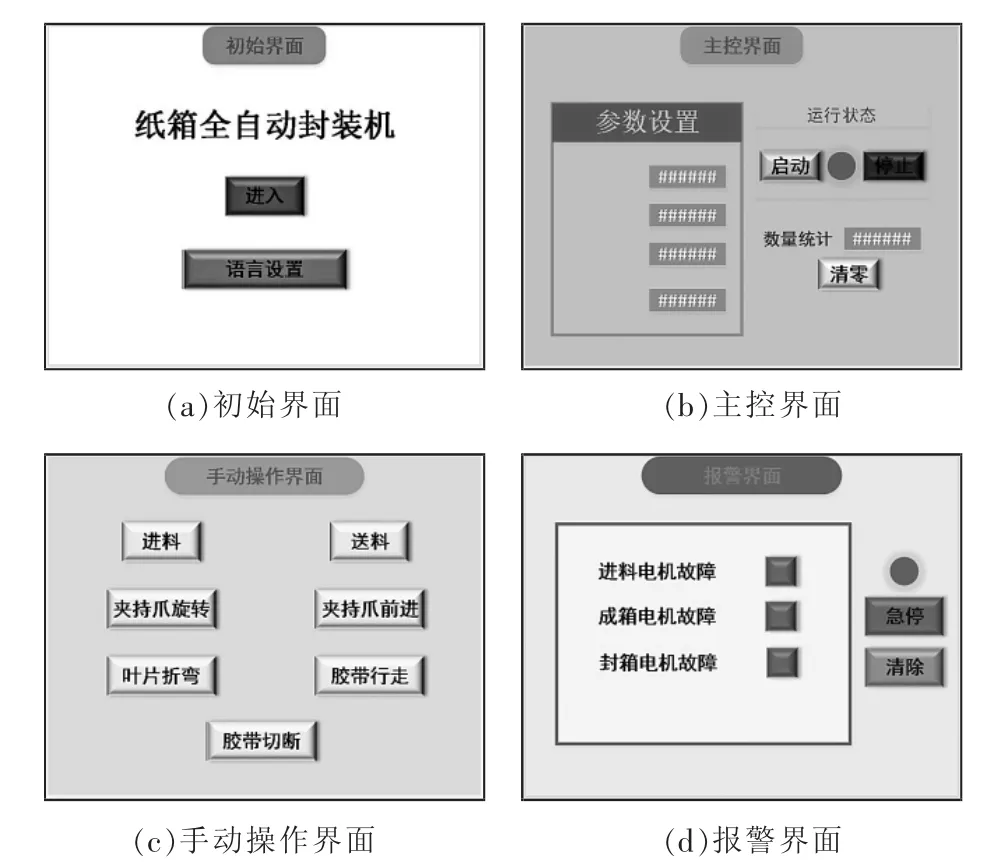
图7 人机界面Fig.7 Human-machine interface
4 结语
为了实现纸箱自动封装的自动化与智能化,提出一种基于PLC的纸箱自动封装机控制系统,以三菱FX2N-32MR型PLC为控制系统核心,威纶TK6050ip触摸屏作为上位机,完成了控制系统的硬件设计。在硬件载体的基础上,采用梯形图语言设计了PLC软件程序,通过给出纸箱自动封装机的控制主程序流程、子模块流程以及人机界面,从而使得纸箱自动封装机实现其预期功能。经过样机的试运行,该控制系统结构简单、工作可靠稳定,提高了纸箱包装效率和包装质量,具有可观的应用前景。
猜你喜欢
包装工程(2023年19期)2023-10-16 05:36:52
现代经济信息(2022年32期)2023-01-21 11:31:54
演艺科技(2020年5期)2020-07-15 09:05:56
技术与市场(2020年3期)2020-03-26 05:41:52
上海包装(2019年4期)2019-08-30 03:53:00
今日印刷(2019年6期)2019-06-17 16:57:08
制造技术与机床(2018年9期)2018-09-19 06:48:40
印刷技术·包装装潢(2016年2期)2016-03-23 12:00:42
机床与液压(2015年19期)2015-04-26 08:23:02
机电信息(2014年14期)2014-02-27 15:52:36
