可逆式轧机主电机集电环故障分析及改造措施
2019-01-07 11:13夏宏基杨家满胡占明
重型机械 2018年6期
夏宏基 杨家满 胡占明
(宝钢特钢韶关有限公司,广东 韶关 512123)
0 前言
宝特韶关特钢厂可逆式二辊轧机主电机,转速0-60-120 r/min,采用空气-水冷却器对电机内部进行冷却,变频传动为Siemens公司的SM150系列大功率高精度中压变频装置,转子通过滑环输入直流电源,轴承为油顶式油膜轴承。目前该电机的转子滑环存在易长锈、导电效果不稳定、转子导电连接不合适等隐患,运行时故障频出,经常导致轧制过程的中断,严重制约了大棒线粗轧机效率的发挥。
1 故障分析
2016年4月23日出现了外环导电螺柱与集电环内相交处出现短路,导致绝缘套管烧损事故停产7天,给企业造成较大经济损失,如图l所示。
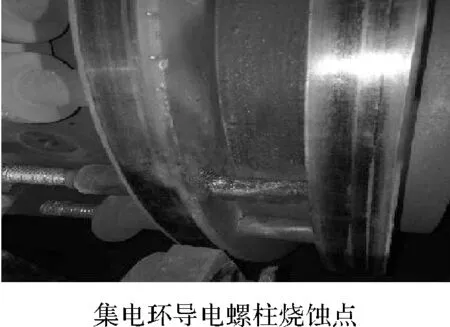

图1 集电环导外环导电螺柱及绝缘套管烧损图
为了尽快恢复生产,结合现场的实际情况,制定了临时的处理方案,并根据临时的处理方案对电机进行了临时处,以便于特棒厂快速恢复生产,并立即提出了择机安排进一步更换全部的导电螺杆及绝缘套管,进一步排查电机的安全隐患。其临时处理后的效果如图2所示。同时为了尽早的排查电机可能存在的安全隐患,对集电环的所有导电螺杆进行了进一步的更换,并采用室温固化胶对导电螺杆的绝缘配套套管进行了固化处理,处理后的效果如图3所示。
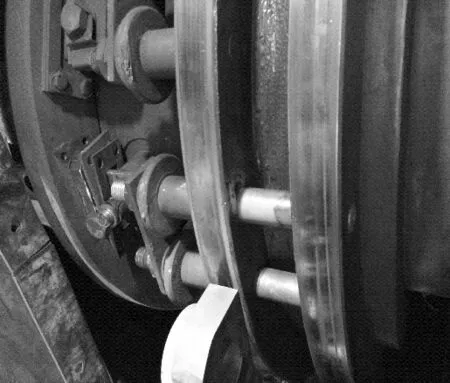
图2 临时处理后的集电环图

图3 全部导电杆更换后的集电环
处理后的集电环内导电环在事故中被强电流灼烧出一较大凹坑,虽进行了打磨处理,但由于现场检修条件限制,难以清理彻底缺陷,开坯机频繁正反转转和轧钢电机的频繁冲击,易造成导电环上可能存在的缺陷进一步恶化,甚至可能出现内环导电环在运行过程中解体。
上胶固化处理虽已采用室温固化胶将绝缘套管和导电环固化在了一起,但由于现场条件有限,无法绝对均匀涂抹固化胶,电机卧式使胶在重力作用下会泄露,很难填满绝缘套管与导电环间的间隙,如图4所示。同时由于现场的天气较为潮湿,导电环的外表面上出现大量的锈蚀,破坏了导电环上的氧化膜,氧化膜破坏后会加速导电环表面锈蚀,严重情况会使导电环表面产生大量麻点或凹坑,进而影响导电环的导电功能。

图4 集电环可能存在的隐患示意图
由图4可以看出在外集电环导电螺柱绝缘套管与导电环处及导电螺柱与导电环内环相交已涮室温固化胶,且在现场拆卸时可以看出玻璃布管与集电环内环已粘牢,须用管钳用力才能拆下,未发生松动,但绝缘套管已被烧蚀,发生变形而无法判定是否在运行过程中已与导电螺柱发生相对的圆周运动,如图5所示。

图5 集电环装配示意图
导致本次事故的主要产生的原因有:集电环装配中的导电螺柱绝缘套管按要求须涂涮了室温固化胶,但如在厂内涂刷室温固化胶时涂涮不均匀,有可能导致电机在长期运行过程中因受热、振动使室温固化胶脱落,从而导致导电螺柱绝缘套管与导电螺柱间产生相对运动甚至使绝缘套管与集电环内环产生摩擦,摩损绝缘套管,加之碳粉附着在破损处,导致导电螺柱与集电环内圆间产生短路而引起了故障发生。
2 改造措施
2.1 短螺栓改造
考虑现场天气潮湿的情况,现将电机集电环材质有由原来的Q235A改为不锈钢材质1Cr18Ni9Ti。在集电环与绝缘套筒结合处增加能够承胶的沉孔。适当增加绝缘套筒的厚度,如图6所示。

图6 集电环短螺栓升级改造示意图
2.2 长螺栓改造
考虑现场天气潮湿的情况,现将电机集电环材质有由原来的Q235A改为不锈钢材质1Cr18Ni9Ti。如图7所示在集电环与绝缘套筒结合处增加能够承胶的沉孔和增加绝缘套筒的厚度,如图7所示。

图7 集电环长螺栓升级改造示意图
如图8所示在涂胶时增加工艺用的绝缘垫圈和支撑木块,保证绝缘套筒与集电环内环之间的间隙能用环氧胶填充满。

图8 集电环升级改造绝缘套管涂胶示意图
2.3 集电环表面处理
为保证集电环表面与碳刷表面有良好的接触性能,必须对集电环表面作精处理,严格控制集电环质量控制的跳动、锥度及表面粗糙度。跳动及锥度通过车刀或磨刀能够满足技术要求,但表面粗糙度采用更换磨刀控制。在进行集电环磨削时,须注意电机盘车状态下集电环的线速度与走刀速度的配合,在加工时,电机的轴向走刀速度必须保证集电环转一周后,才能轴向走刀,以防止在集电环表面出现螺旋加工痕。磨削后,再用抛光轮进行抛光,控制表面粗糙度Ra0.8以下。
对集电环进行技术指标测量:电机内外两侧环跳动:0.06 mm,0.05 mm。集电环锥度小于0.06 mm,粗糙度Ra0.8。由于磨削电机轴承存在间隙,磨削转子轴存在偏心振动,集电环跳动超过0.03 mm,但按现场处理经验,具备集电环投用条件。
2.4 集电环导电螺栓的连接方式改进
因导电螺栓主要是靠螺纹导电,且导电螺栓要承载几千安以上的大电流,极易发热,由于电机频繁正反方向运行,为保证集电环导电螺栓处长期高温运行良好紧固性,故在原来的粗牙连接改进为细牙连接,以防止导电螺栓松动导致绝缘密封的损坏。
2.5 集电环的安装
集电环安装,首先将集电环置于烘箱内烘12 h,温度控制在220 ℃,加热不可用火焊烘烤、防止受热不均,内孔膨胀方向不一致,造成安装偏心;然后测量集电环内孔,孔径应大于安装的绝缘筒外径0.2~0.3 mm,防止安装过程中因集电环冷却收缩导致安装不到位,使得绝缘筒或集电环报废;最后用临时加工的专用吊具将集电环移至发电机大轴处,对准大轴及集电环中心,集电环上的导电螺栓安装孔与大轴上螺纹孔中心水平对齐,迅速将集电环安装至规定位置。
为保证碳涮与集电环有良好的接触,在弹簧的使用要选用恒压弹簧,要定期进行弹簧的拉力测试,使各个弹簧拉力偏不超过10%,确保各碳刷所受压力均匀不跳动,各碳刷表面接触电阻相近,电流分布均匀。且在安装新装碳涮前,必须将碳刷表面研磨成与集电环面相吻合弧面,避免碳添磨损集电环,让新装碳涮承载过多电流,尽可能避免同时大批量更换新碳涮。
3 结束语
通过对韶钢大棒主电机集电环故障的分析、研究,找到了引起集电环故障的原因,及时加强实施对集电环的维护措施,减少和避免故障的发生;同时针对现有集电环存在隐患,提出了对集电环的改造方案,消除目前集电环使用导电效果差,连接绝缘易损坏等不利因素,其目的是通过改造实现大棒线粗轧4 800 kW主电机长期安全运行。改造后现场运行两年结果显示,电机滑环表面平整光滑,碳刷的磨损明显减小,火花现象基本消除,有效保证了机组运行安全生产工作。
猜你喜欢
工程建设与设计(2022年15期)2022-08-24
材料与冶金学报(2022年2期)2022-08-10
汽车工艺师(2021年12期)2021-12-22
陶瓷学报(2021年5期)2021-11-22
科技创新与应用(2021年18期)2021-07-12
小天使·一年级语数英综合(2020年5期)2020-12-16
电动工具(2020年5期)2020-10-27
智能建筑电气技术(2015年5期)2015-12-10
汽车实用技术(2014年6期)2014-02-21
中国新技术新产品(2012年15期)2012-03-12