
饲料熟化保持器产品概况与制标主要技术问题
2019-01-03 02:16王卫国
饲料工业 2018年21期
■王卫国
(河南工业大学生物工程学院,河南郑州450001)
1 国内外饲料熟化保持器的产品概况
1.1 国内饲料熟化保持器的产品概况
江苏丰尚智能科技有限公司生产的熟化保持器的主要设备参数见表1;台湾宜大公司生产的熟化保持器的主要设备参数见表1。
1.2 国外饲料熟化保持器的产品概况
布勒(常州)机械有限公司、安德里兹公司、美国CPM公司、荷兰范阿森公司、荷兰PTN公司、法国STOLZ公司生产的熟化保持器的主要设备参数见表2。
法国Stolz公司生产的熟化保持器称为热调质器,分为倾斜式、水平式两类。而根据搅拌转子的数量又分为单轴或双轴式。与其它厂家的保持器采用满面叶片螺旋或近似满面螺旋叶片不同,Stolz公司的熟化保持器采用的是桨叶式结构。

表1 国内饲料熟化保持器的主要设备参数
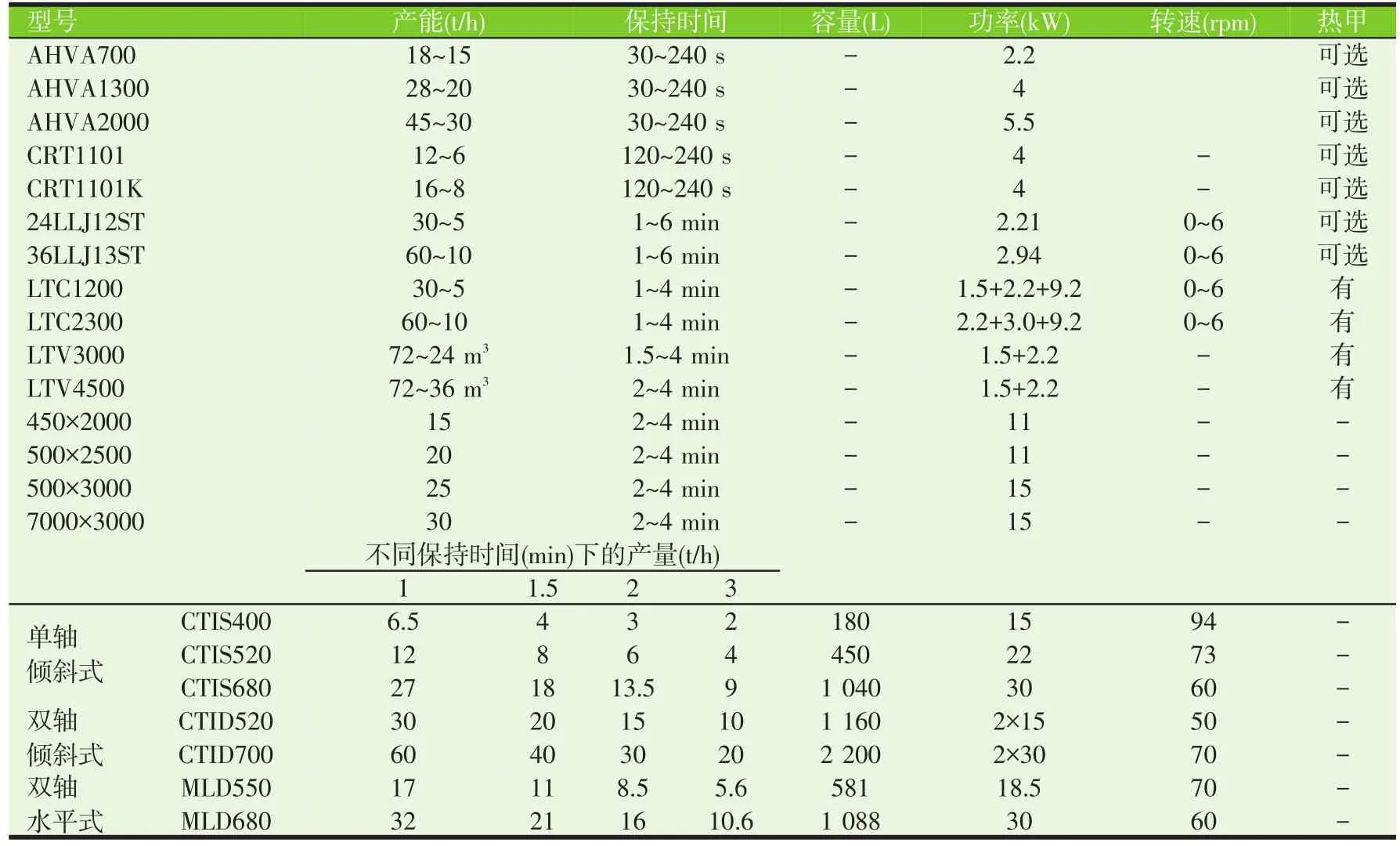
表2 国外饲料熟化保持器的主要设备参数
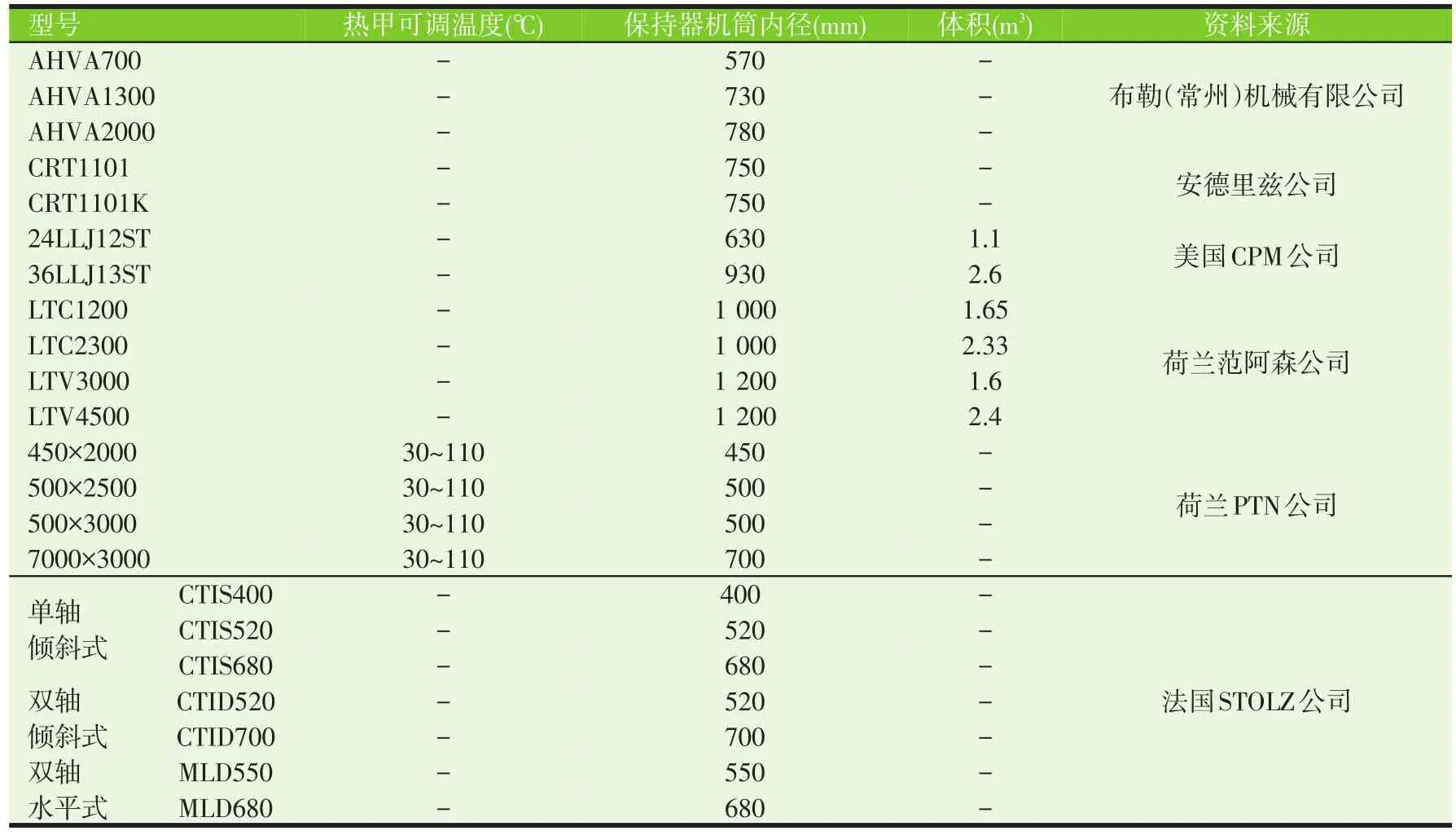
表2(续) 国外饲料熟化保持器的主要设备参数
由以上资料可知,目前国内外饲料熟化保持器基本采用低转速、大直径的螺旋式转子,熟化保留时间在60~300 s,配有能加热到110℃的电加热热甲,机筒内物料的温度控制在80~99℃。从清洁卫生的角度,各公司的熟化保持器大都采用了大开门式结构,以方便清理设备内部和调整、维护转子的桨叶或叶片。设备的材质上,凡与饲料接触的部分都采用304不锈钢或其它抗腐蚀材料。在温度控制上,在熟化保持器的不同机筒段和出料口部分装有温度计,随时显示机内的温度。
目前对于饲料熟化保持器尚无国际标准、也无国家标准、行业标准、地方标准和团体标准。这不利于国家相关管理部门和用户对这些产品的质量监测与控制以及供需双方签订贸易合同内的技术标准,不利于维护供应商与用户的利益。因此,有必要制定该类设备的国家或行业标准。
2 制定熟化保持器标准需要进一步探讨的问题
2.1 熟化保持器的名称
熟化保持器实质上是一种长时间调质器。如范阿森公司、台湾宜大公司的产品名称均为长时间调质器(long time conditioner-LTC or long time vessel-LTV)。而CPM的产品称为Hygieniser,即灭(杀)菌机,早期开发此产品的首要目的是灭菌生产清洁卫生饲料,同时具有延长调质时间,提高饲料熟化度,深度改善饲料理化特性,改善制粒和膨化产品质量,降低能耗、材耗的功效。Stolz公司的产品称为超级调质器或热调质器,其开发产品的首要目标也是满足欧盟法规对杀灭沙门氏菌的要求。欧盟法规(EC)No.2160/2003[1]中规定了对饲料进行热处理的时间要求。欧盟法规No.1003/2005、No.1168/2006、No.646/2007[2-4]中规定了降低种禽、产蛋鸡、肉鸡以及火鸡饲料中沙门氏菌的要求。因此,在欧盟的多数饲料厂都采用了可加热杀菌的熟化保持器来实现这一目的。而我国目前尚未明确提出这类要求。但随着饲料安全卫生要求和养殖环境卫生标准的提高,对饲料进行加热灭菌也将势在必行。
熟化保持器的另一主要功能就是“熟化”功能。熟化的内涵包括:使饲料粉体颗粒充分吸收蒸汽水分子并使水分子渗透到颗粒内部,同时通过加热温度和时间的控制使淀粉达到要求的糊化程度,使蛋白质、纤维等吸水软化,进而改善粉状饲料的制粒和挤压膨化特性,提高颗粒的黏合性、坚实度,改善颗粒外观,提高制粒、挤压膨化设备产量,减少压模、压辊、挤压螺杆的磨损等。同时可以提高动物对饲料中营养成分的利用效率。
结合以上特点,饲料熟化保持器的名称似乎叫“饲料熟化杀菌器”或“饲料熟化杀菌保持器”更为贴切。
2.2 熟化保持器的淀粉糊化度增加值
作为饲料熟化保持器的加工性能指标,“熟化”能力的检测目前还是以“淀粉糊化度增加值”较为可行。淀粉糊化度增加值是指饲料从进入到排出熟化保持器的过程中淀粉糊化度增加的百分比。但是,到目前为止饲料机械厂的产品性能数据中都未提供这一数值。而国内外公开发表的相关研究论文、报告中也未见专门针对熟化保持器的淀粉糊化度增加值中的报道。Duan Haitao等[5]的研究生长猪和育肥猪饲料经不同调质方法调质后对猪的生产性能的影响。研究表明,采用熟化保持器调质的生长猪料的淀粉糊化度为27.26%,而采用单层桨叶调质器调质的同种饲料产品的淀粉糊化度为23.10%,二者相减,淀粉糊化度增加了4.16%;而同样的设备调质育肥猪饲料,熟化保持器和单层桨叶调质器调质后的饲料淀粉糊化度分别为33.17%和12.60%,二者的差值即淀粉糊化度增加值竟达20.57%。同样的工艺条件,配方的主要原料相同,配比有小幅变化,两种产品的淀粉糊化度增加值差距达5倍,原理上似乎解释不同。所以,需要对熟化保持器本身的加工工艺性能进行系统研究,获得可靠的实验数据作为制标依据。当然,不同配方的饲料产品在熟化保持器中的熟化程度因添加蒸汽的特性(温度、数量)、配方的淀粉特性、调质器内保留时间、压力、热甲的加热条件等的不同而不同。因此,应给出明确实验条件下的熟化保持器的淀粉糊化度增加值的最低要求。
2.3 物料残留率
物料残留率是指在停止进料,调质器或保持器连续运转至不再排料的状态下,调质器内残存物料的质量(kg)占调质器腔体容积(L)的比率。该指标显示出熟化保持器清洁卫生结构设计的合理性。残留率越低,发生交叉污染的程度越低。我国饲料机械行业标准JB/T11691-2013单轴桨叶式饲料调质器中规定了残留率的要求,为小于等于7[6]。但由于残留率计算公式采用了调质器内残存物料的质量(kg)与调质器腔体容积(L)比值再乘100(%)计算式[7],所以其实际比值应为0.07 kg/l。也即每升调质器容积中允许的最大残留量小于等于70 g。而熟化保持器主要采用满面螺旋叶片,同时螺旋的转速很低,因而轴中部的径向跳动较小,所以螺旋叶片与机壳的最小间隙可以做的比桨叶式调质器更小,因而残留率应不超过60 g/l应该是可行的,也即每升调质器容积中允许的最大残留量小于等于60 g。但这一数值需要通过必要数量的试验进行验证。
2.4 检修门的尺寸
饲料熟化保持器的工作转子采用满面螺旋结构时比可调节的桨叶结构更难清理残存物料。因此,其检修门的面积与开装方式需要更加注意。检修门的尺寸应不小于单轴桨叶调质器的要求。而检修门下部的开装位置应尽可能低,以利于对下部的残留物料进行彻底清理。
2.5 电热甲系统的安全性
由于饲料熟化保持器要对饲料进行有效的杀菌处理和高熟化度处理,这就要求在机筒外壳上安装电加热热甲,使热甲温度达110℃,物料温度最高可达99℃。因此,需要对热甲系统的安全性进行专业设计与安装,同时进行正确使用与维护来确保操作人员的安全。这些要求应体现在设备标准中。
3 结语
总之,饲料熟化保持器目前已经成为饲料加工中的重要设备,已在畜禽、水产、宠物饲料加工中体现出独特的优点和较好效益。但有关饲料熟化保持器的应用关键技术参数与效果仍需要做系统研究,并将关键技术指标标准化,使该类设备发挥出最佳效益和效率。
猜你喜欢
四川化工(2022年3期)2023-01-16
环境工程技术学报(2022年3期)2022-06-05
中国经济周刊(2022年8期)2022-05-07
科技创新与应用(2022年2期)2022-01-14
能源工程(2021年1期)2021-04-13
山东冶金(2019年3期)2019-07-10
固体火箭技术(2018年6期)2019-01-18
消费导刊(2018年9期)2018-08-14
油气田环境保护(2015年4期)2015-12-28
振动工程学报(2015年2期)2015-03-01
