行列机生产高硼硅玻璃试剂瓶时模具的改进和优化
2019-01-03 09:08郭金波
江苏建材 2018年6期
郭金波
(北京玻璃集团博美华科玻璃有限公司,北京 100062)
0 引言
在玻璃的机械成型中,行列机是最常见的设备之一。但由于高硼硅玻璃属于PYREX玻璃,用行列机生产试剂瓶时料滴温度高达1 360℃以上,成型温度高,成型难度大,对生产工艺及模具的要求很高,在世界上只有德国、捷克等少数国家可以生产。
公司高硼硅玻璃试剂瓶采用四段单滴行列机,压吹法生产。在试生产初期,从生产工艺到模具设计均借鉴行列机生产钠钙玻璃瓶罐的成熟方法。但在实际试制过程中发现因成型工艺差异以及高硼硅玻璃高温成型的特性,造成了模具寿命低、损耗大,严重影响产品质量,无法保证连续生产。主要原因有三点:一是成型工艺不当;二是模具材质的选择和模具设计不合理;三是模具维修不到位。本文以选择合适模具材质、提高模具的使用寿命和改进模具设计为主要内容,把具体工作中的一些经验进行介绍。
1 模具材质的选择
模具是行列机生产中关键部件,模具的质量直接影响产品外观、生产效率和生产成本,因而模具材料的选用、模具间的配合公差、模具加工、维修和检验是确保模具质量与成型质量的重要措施。
在硼硅玻璃试剂瓶成型过程中,模具需与1 330℃以上的高温熔融玻璃紧密较长时间接触,模具材料必须具备耐腐蚀性强、耐磨性好、材质致密、耐热性及导热性好、易于加工、成本适合等特点。
1.1 口模
口模是行列机成型口部用的模具部件,在试剂瓶生产时对其的口部却有特殊要求。在试制过程中,高硼硅玻璃的料滴温度在高达1 350℃左右时才能得到有效的料滴形状,才能确保料滴入模顺利(比普通瓶罐玻璃入模温度高出230℃)。在连续滴料30个之后的口模温度就达到440℃,这时发生粘料现象造成无法打开,生产被迫停滞。
为使口模迅速降温冷却,保持连续生产,对模具材料和设计进行如下试验改进:
(1)口模材质一是选择热传导效果强于合金铸铁的材料-铜合金,其导热系数为80 W/mK(铸铁只有50 W/mK)。
(2)根据高硼硅玻璃特性及本厂多年压机生产经验并借鉴德国肖特公司生产高硼硅玻璃模制瓶的经验,口模材质选用耐热不锈钢材料。
(3)更改口模设计,在口模和口环上增加排气孔及散热槽,提高散热效果。
(4)因试剂瓶的规格不同,将口模和口环的配合公差进行改进。
根据实际运行状况、使用寿命和经济性等方面的综合考虑,口模的材质选定为铜合金为最佳,并且口模边缘及内腔表面还要采用不同厚度的合金涂层,经此改进后的模具使用寿命提高了3~4倍。
1.2 口环
口环是行列机成型瓶罐口部之顶面的模具。因试剂瓶主要用于盛装化学试剂,因此对口顶部是否平整有严格的密封要求,绝对不能有漏液现象。
因口环内腔接触玻璃的面积较小,没有对其进行材质的更换。但在运行24 h后,在口环内腔出现大量的微裂纹。通过增加口环内腔合金涂层的厚度,提高其耐热和耐磨性能,有效地防止了裂纹出现,使用寿命提高了8~10倍。
1.3 其它部位模具
1.3.1 成型模和初型模
试剂瓶的成型是熔融的玻璃液转变为具有固定几何形状制品的过程,一般分为成形阶段和定形阶段。在成形过程中,初型模和成型模是与玻璃料泡接触面最多的模具,是压-吹成型中最为关键的模具。
在运行中,成型模和初型模在经受高温玻璃料滴间歇性、频繁性的冲击下,模具内表面很易于出现磨损和变形,直接导致产品出现表面凹坑等缺陷,严重影响产品质量。但是如果完全采用合金铸铁材质,易出现成型模温度偏低,将会使产品出现壁厚偏壁度差、冷斑等玻璃缺陷,反而降低了模具的使用寿命。
1.3.2 闷头
闷头是在冲压玻璃料滴时,作为初型模上方封盖用。采用合金铸铁模具和合金铸铁加喷涂镍合金时,因料滴温度高,在连续运行24 h后,与玻璃料滴接触的表面出现龟裂。
根据以上生产中发现的问题,结合根据高硼硅玻璃特性和高硼硅玻璃压机经验和国外的经验,将试剂瓶成型过程中与高温玻璃接触的模具-初型模、成型模、模底和闷头的模具材质全部更换成耐热不锈钢1Cr17Ni2。新材质的模具试制结果,不仅消除了表面凹坑,产品壁厚偏壁度好,产品表面光滑明亮,同时冷斑和底部龟裂等玻璃缺陷也相应减少,而且延长了模具的使用寿命,产品达到了标准要求。
2 模具设计的改进
试剂瓶是用于盛装固态或液态试剂的专用瓶。与普通瓶罐不同的是不仅对玻璃的理化性能要求高,更对瓶口的密封、壁厚偏壁度和外观质量也有严格的规定,因此对模具设计提出了更高的要求。
在试剂瓶的生产中,高硼硅玻璃料滴入模具初型模时的温度大约为1 320℃(比常规的瓶罐玻璃高约200℃),冷却到750℃时从成型模取出。为适应成型速度的要求,使模具温度始终保持在工艺规定的范围内,模具的冷却和保温是及其重要的措施。在试剂瓶的生产中,口模和冲头的冷却设计至关重要。
2.1 口模
口模采用铜合金材料后,虽然散热效果强于合金铸铁和耐热不锈钢,运行时间数倍提高,但是口模温度仍然过热,如果散热和冷却设计再不合理,就会造成粘料或无法打开。
根据国内外的相关资料和试制经验,为确保口模温度分布均匀,对原设计进行了如下的改进:
(1)在与初型模的接触面上增加15°斜度。在高温运行条件下,有利于初型模的开合。
(2)增加均匀分布的排气孔,不仅有利于自身的散热,还可有利于口环的散热。
(3)增加散热槽,扩大材料表面的散热面积,提高冷却效率,使口模更好的散热。
2.2 冲头的冷却
冲头是冲压产品初型料泡内腔的模具。冷却芯是装在冲头内部,通过压缩空气均匀冷却冲头各配件。
对于压-吹法来说,冲头的散热冷却主要来自于冲头芯和连接器。在试制中,因冲头过热,被热玻璃熔化,造成了冲头的损坏变形。
除了成型工艺需增加冲头的内部冷却压力外,通过分析冲头芯的设计和计算散热面积,发现存在问题,并采取了以下相应措施:
(1)冲头芯侧壁的排气孔偏大,使冷却风未达到顶部而回流。措施:缩小排气孔,将冲头芯下部的排气孔封死,让冷却风有效地冷却冲头顶部。
(2)散热孔少,散热面积不够,使冲头产生的热量无法及时排出。措施:在冲头连接器和冲头芯上增加散热孔,扩大散热面积,保证冲头迅速冷却。
2.3 调整延伸间隙
当初型玻璃料泡放置入成型模内时,其料泡底部与模底顶部的间隙称为“延伸间隙”,在高硼硅玻璃试剂瓶的生产过程中,针对出现的产品冷斑、壁厚偏壁度及底厚炸裂等缺陷,根据高硼硅玻璃的成型特性和试剂瓶的产品特点,结合机速把100 mL、250 ml、500 ml、1 000 mL 四个常用规格均采用不同的延伸间隙,重新设计初型模和冲头长度,改进后产品合格率有了2~3倍的提升,效果明显。
3 模具问题与产品缺陷的关系
通过生产实践及上述分析可以看出,高硼硅玻璃试剂瓶产品的模具是由漏斗、闷头、初型模、成型模、冲头、口模和瓶钳组成。由此引发的产品缺陷中,既有单个部位造成的,也有各模具部位组成之间的配合造成的。
在试剂瓶的生产过程中,针对出现的玻璃缺陷如冷斑、壁厚偏壁度等,对模具进行了调整,获得了一些实际经验。表1所列是高硼硅玻璃试剂瓶生产过程中各模具部件与玻璃缺陷的关系列表,根据表1更有利于发现问题及时采取纠正措施,消除产品缺陷。
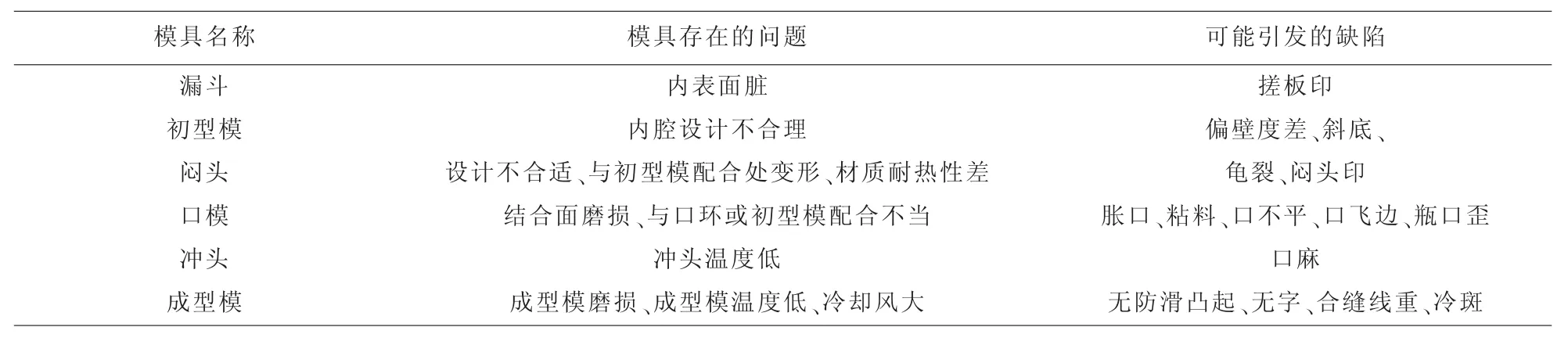
表1 高硼硅试剂瓶产品模具问题与产品缺陷对应表
4 结论
(1)口模材质选用铜合金,口模边缘及内腔表面采用不同厚度合金涂层,模具使用寿命提高;
(2)口环内腔增加合金涂层的厚度能有效地防止了裂纹出现,提升使用寿命;
(3)初型模、成型模、模底和闷头的模具材质全部更换成耐热不锈钢1Cr17Ni2,能提升产品外观品质,减少了冷斑和底部龟裂等玻璃缺陷,延长了模具使用寿命;
(4)为保证口模和冲头更好冷却所采取的多项改进措施,经过生产实践证明是切实有效的;
(5)高硼硅玻璃试剂瓶生产过程中要结合机速,不同规格采用不同延伸间隙,并需要重新设计初型模和冲头长度,更有助于产品质量的提升。
(6)提高高硼硅玻璃试剂瓶产品质量及模具的使用寿命是一项综合技术。它涉及到玻璃产品的设计、玻璃模具的设计与制造、玻璃模具的材料、玻璃模具的维护修理和检验,以及合理的生产操作使用,这都需要在生产实践过程中不断发现问题并逐一进行分析改进直至解决。
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
汽车实用技术(2022年5期)2022-04-02
理化检验(物理分册)(2021年3期)2021-03-23
装备制造技术(2020年12期)2020-05-22
汽车维护与修理(2019年14期)2019-08-08
科技创新与应用(2019年8期)2019-06-27
制造技术与机床(2017年5期)2018-01-19
电子制作(2017年8期)2017-06-05
中国自行车(2017年1期)2017-04-16
中国公路(2017年12期)2017-02-06