厂修机车车轴利旧加工成工程作业车车轴可行性分析
2018-12-29 06:36陈露朱博文
机械工程师 2018年1期
陈露, 朱博文
(中车太原机车车轮有限公司,太原 030009)
厂修机车车轴利旧加工成工程作业车车轴可行性分析
陈露, 朱博文
(中车太原机车车轮有限公司,太原 030009)
基于车轴设计标准,建立工程作业车车轴强度计算模型,分别从尺寸、材质等方面对厂修韶山型电力机车车轴利旧加工成工程作业车车轴的可行性进行分析。计算结果表明,SS7C型电力机车车轴为利旧最优对象。
车轴;利旧;可行性分析
0 引言
车轴是机车车辆转向架关键承载部件,在进行韶山型电力机车大修、轻大修过程中,车轴因表面缺材、裂纹、拉伤等缺陷而报废比率占到全部检修车轴20%~40%,检修机车在更换成新制车轴后,报废车轴直接进入废料场,造成极大浪费。而自公司工程作业车项目拓展以来,其订单较去年同期增长200%,年产能力由18台增加至300台,年销售收入从不足2000万元到约2亿元。经公司研究决定,对厂修机车车轴利旧加工成工程作业车车轴进行可行性分析,如项目方案合理,每台工程作业车可节约成本1.3万元,年节约成本约400万元。
厂修韶山型电力机车种类繁多,车轴外形尺寸、材质各不相同。因此,利旧可操作性成为厂修机车车轴利旧加工成工程作业车车轴项目难点。目前,国内铁路行业针对此项关注较少,各主机厂以新制车轴加工及设计研究为主。参考文献[1]从工艺角度对车轴加工质量进行理论研究,通过材料、断裂、加工工艺、理论计算、有限单元法和实验应力分析等方面,为HXD3B机车车轴国产化提供理论基础。参考文献[2]针对EA4T车轴加工制造过程,采用正交试验得到刀具结构、工艺参数对车削加工表面残余应力影响规律,并绘制不同残余应力车轴材料S-N曲线。参考文献[3]通过剖析国内外车轴相关技术标准,对比分析国内需求、材料性价比和加工工艺可行性等多方面进行分析,研发出具有我国自主知识产权高速动车组国产化空心车轴用钢材。参考文献[4]应用AutoLisp和Visual Basic程序,探索铁道车辆车轴设计及参数化绘图系统理论与方法,建立车轴设计计算方法和技术流程。参考文献[5]以提速货车RD车轴为研究对象,通过建立C62和C64K两种货车系统非线性动力学模型,得到轮对有限元分析所需载荷谱、车轴危险截面在典型工况不同存活率和不同置信度下的概率疲劳应力。
1 外形尺寸可行性分析
韶山型电力机车轴端孔为60~75 mm,具体尺寸见表1,钻头角度118°,因此实际轴端孔深度约65~80 mm。考虑到作业车与该类电力机车车轴外轴颈轴径尺寸及轴端螺纹孔位置尺寸不同,要加工上述车轴时须将现车轴端螺纹孔部位全部去除。以轴长为计算标准,JW4G型作业车车轴所需最短毛坯长度2146+65+65=2276 mm,TY5系列作业车车轴所需毛坯长度2240+65+65=2370 mm,经对比韶山型电力机车车轴和轴端孔长度,TY5系列工程作业车车轴无法利旧。
而JW4G主动车轴中部为φ254 mm,SS7C型电力机车抱轴颈直径最大为φ256 mm,但其轴向位置不同,无法满足主动车轴尺寸要求。而JW4G从动车轴结构简单,经计算,JW4G从动车轴可使用韶山型电力机车车轴加工而成,除SS4电力机车车轴外其余均可利旧,但加工量较大,平均加工量约为200 mm。而一般车轴加工量为2~12 mm(轴承座)、3~7 mm(轮座)[6]。
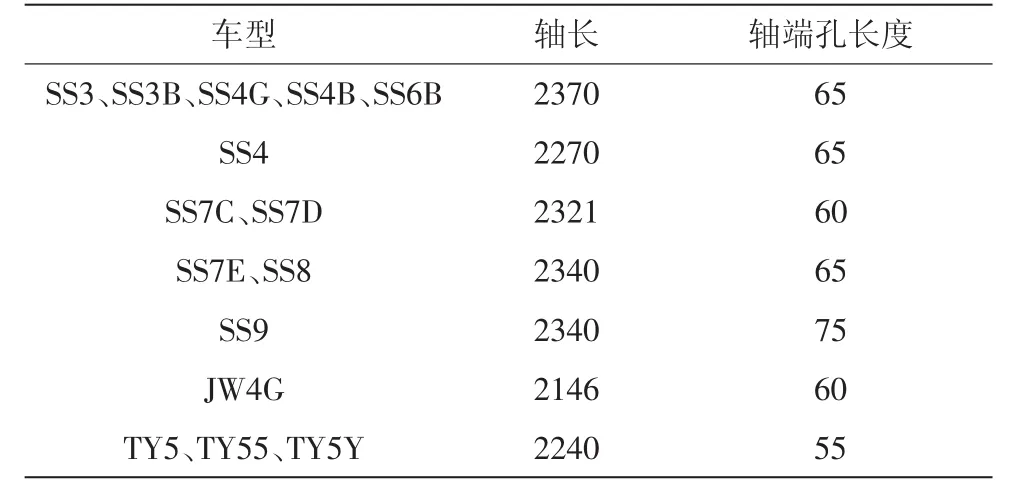
表1 各车型车轴基本数据 mm

表2 各车型车轴材质和主要力学属性
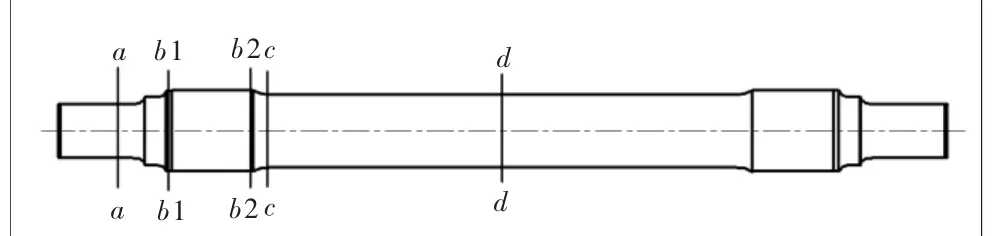
图1 JW4G从动车轴校核截面

表3 设计计算原始数据C1
2 材质可行性分析
目前国外轨道车辆车轴主要采用25CrMo4、XC30、30CrNi3、S38C等材质[7],而国产韶山型电力机车车轴多为优质碳素结构钢和合金结构钢,JW4G、TY5、TY55、TY5Y型工程作业车为优质碳素结构钢。各车型车轴材质和主要力学属性见表2。
从材质分析,工程作业车车轴可用SS7C型电力机车车轴加工而成,根据参考文献[8]-[10],机车车轴钢35CrMo、35CrMoA可代替目前使用LZ50车轴用钢。35CrMoA为优质35CrMo,因此在后文计算中使用35CrMo作为计算参数。根据参考文献[11]~[12],JZ50、LZ50为同一种材质,且50钢车轴材质性能良好,优于美国铁路协会AAR M101 F81级要求。LZ50屈服极限345 MPa、抗拉极限610 MPa、伸长率19%、断面收缩率35%。依据参考文献[13],35CrMo屈服极限835 MPa、抗拉极限980 MPa、伸长率12%、断面收缩率45%。从前文分析结果可知,仅JW4G从动车轴可用于利旧加工,因此须依据参考文献[14]对35CrMo、LZ50不同材质下车轴进行强度计算。
2.1 车轴设计计算原始数据
校核截面及其直径为:轴颈上有压配合部位内侧边缘处(φ130 mm)、轮座上轮毂内侧边缘处(φ193 mm、φ194 mm)、轮座内侧圆弧处(φ174 mm)、轴身中央处(φ174 mm),如图1所示。JW4G工程作业车启动牵引力50 kN,车辆总重越47 t,轴重约为12 t,最高运行速度120 km/h。
2.2 各截面进行强度校核
以a-a截面为例:弯矩Ma=PL·Ia=19.48E3 N·m;应力Sa=Ma/Wa=90.32 MPa。强度校核:na=[S-1]G/Sa=1.29>1.0。
由于参考文献[14]中,其车轴设计参考材质较少,缺乏合金结构钢,故在进行35CrMo材质车轴设计时,采用参考文献[15]中相关参数,计算方法、设计标准仍沿用参考文献[14]。
故从表4中可知,各种工况下JW4G从动车轴在轴重12 t,Vmax=120 km/h时,安全系数均大于1,且材质更换为35CrMo,安全系数更高。
3 结论

表4 车轴设计强度校核C2
1)从加工余量角度考虑,仅有JW4G从动车轴可以利旧,利旧车轴不包括SS4型电力机车车轴;从材质角度,可直接使用SS7C型电力机车车轴,可考虑使用35CrMo、35CrMoA材质车轴,即SS4B、SS6B、SS7C、SS7D、SS7E、SS8、SS9型电力机车,其安全系数较LZ50更大。综上所述,SS7C型电力机车车轴为利旧首选,可加工成JW4G从动车轴,平均加工量约为200 mm。
2)本文目前针对车轴进行材质、尺寸及设计强度校核分析,结果满足现有工程作业车使用要求。如该方案通过公司评审,应对不同材质车轴以及轮对做模态分析、频率响应分析,针对不同工况进行有限元强度校核、验证,并通过力学试验验证合金结构钢可用性。
3)从生产角度分析,工程作业车车轴加工工序需交验,因此应向原供货厂家索取钢材成分单,利旧车轴因时间久远,成分单或已遗失,交验存在难度。
[1] 关大伟.HXD3B机车车轴加工工艺研究[D].大连:大连交通大学,2010.
[2] 于鑫.高速列车车轴加工残余应力与疲劳寿命关系研究[D].济南:山东大学,2015.
[3] 朱静,顾家琳,周惠华,等.高速列车空心车轴国产化的选材和试制[J].中国铁道科学,2015,36(2):60-67.
[4] 刘盼.铁道车辆车轴参数化绘图系统研究[D].成都:西南交通大学,2014.
[5] 梁红琴.随机载荷作用下的货车车轴疲劳可靠性研究[D].成都:西南交通大学,2004.
[6] 张进德,曹志礼.日本住友车轴、车轮技术考察报告[J].国外铁道车辆,1987(1):13-28.
[7] 李桂仙.高速铁路车轴材质的优化选择[J].铁路采购与物流,2008,3(2):34-35.
[8] 张瑛.高速列车轴用35CrMo钢超厚壁无缝管的轧制及其质量分析[D].重庆:重庆大学,2007.
[9] 郑健峰.车轴钢不同模式微动磨损行为研究[D].成都:西南交通大学,2010.
[10]张继旺.高速列车车轴钢超长寿命疲劳可靠性及强度改善方法[D].成都:西南交通大学,2011.
[11]铁路机车、车辆车轴用钢:GB5068-1999[S].
[12] 林吉忠,刘淑华,吴玉树,等.50钢车轴材质、工艺及断裂性能的研究[J].铁道学报,1987(1):83-90.
[13] 徐灏.机械设计手册[M].北京:机械工业出版社,1995.
[14]车辆车轴设计与强度计算方法:TB/T2705-1996[S].
[15]铁道机车车辆动力车轴设计方法:TB/T2395-2008[S].
Feasibility Study on Recycling Old Electric Locomotive Axle into Engineering Machinery Vehicle Axle
CHEN Lu,ZHU Bowen
(CRRCTaiyuan Co.,Ltd.,Taiyuan 030009,China)
Based on axle design standard,a strength calculation model of engineering machinery vehicle axle is established.Feasibility study on recycling old electric locomotive axle into engineering machinery vehicle axle is analyzed in view of axle size and material.The result shows that the SS7C overhaul electric locomotive axle is the optimal object.
axle;recycling;feasibility study
U 260.6
A
1002-2333(2018)01-0138-03
(编辑立 明)
陈露(1991—),女,助理工程师,从事理化质检工作。
2017-03-16
猜你喜欢
现代城市轨道交通(2022年12期)2022-12-27
现代城市轨道交通(2022年11期)2022-11-21
机械工业标准化与质量(2022年7期)2022-08-12
科学导报(2022年6期)2022-02-06
哈尔滨铁道科技(2020年3期)2021-01-18
哈尔滨铁道科技(2020年3期)2021-01-18
铁道通信信号(2019年2期)2019-03-26
减速顶与调速技术(2018年1期)2018-11-13
中国铸造装备与技术(2017年3期)2017-06-21
中国铁道科学(2015年2期)2015-06-26