
SEM&EDS技术在集成电路失效分析中的应用和实例分析
2018-12-27 07:01:54周金成李亚斌李习周
电子工业专用设备 2018年6期
周金成,李亚斌,李习周
(天水华天科技股份有限公司,甘肃 天水 741000)
集成电路失效分析在提高集成电路的可靠性方面有着至关重要的作用,通过对集成电路进行失效分析可以促进企业纠正设计、实验和生产过程中的问题,实施控制和改进措施,防止和减少同样的失效模式和失效机理的重复出现,预防同类失效现象再次发生。失效分析即为判断失效的模式,查找失效原因,弄清失效机理,并且预防类似失效情况再次发生[1]。我国是集成电路的消费大国,集成电路产业增长迅速(每年增长30%),塑料封装中的不良问题、失效原因种类繁多,如何采用正确的分析方法,有效确定失效问题的原因,对于封装技术、失效分析技术的提升具有现实意义,也是集成电路向高可靠性领域发展的关键。
SEM(ScanningElectronMicroscope)扫描式电子显微镜的制造依据的是电子与物质的相互作用。当一束高能的入射电子轰击物质表面时,被激发的区域将产生二次电子、俄歇电子、特征X射线和连续谱X射线、背散射电子、透射电子,以及在可见、紫外、红外光区域产生的电磁辐射。同时,也可产生电子-空穴对、晶格振动(声子)、电子振荡(等离子体)。原则上讲,利用电子和物质的相互作用,可以获取被测样品本身的各种物理、化学性质的信息,如形貌、组成、晶体结构、电子结构和内部电场或磁场等等。扫描电子显微镜正是根据上述不同信息产生的机理,采用不同的信息检测器,使选择检测得以实现。
1 样品描述
产品为批量生产产品,通常FT(Function Test:功能测试)良率为99.7%以上,但个别批次产品良率未达标,主要不良项为S(short)超标,不良比例大于0.50%,经开短路测试(开短路测试的原理,是基于产品本身管脚的ESD防静电保护二极管的正向导通压降的原理进行测试[2]),发现短路管脚不固定,没有任何规律。经确认样品封装工艺、材料,没有做任何变化,在FT测试时,还是发现部分样品失效。因此可以认为器件是封装过程中的缺陷引起,同时测试I-V曲线表明,失效器件的不固定管脚有短路现象。
1.1 外观检查
在外观检查中,主要在45倍显微镜下检查是否有明显的缺陷,如塑封体是否开裂,管脚是否接触良好等。对不良样品,检查正反面、前后端面、左右端面,未发现封装缺陷及异常,如图1所示。

图1 样品外观检查图
1.2 X-ray(X射线透视)检查
X-ray透视技术的原理与医用完全相同,此方法主要用于电子器件的内引线断裂、变形等问题的观察。对不良样品进行X-ray检查,如图2所示,由图片可以看出样品焊线完整,焊点与焊盘接触良好,焊线无变形、断开和与其它焊线接触短路的现象,符合压焊图规范。

图2 样品X-ray检查图
1.3 SAM扫描
C-SAM(C-modeScanningAcousticMicroscope:C型扫描声学显微镜)利用超声脉冲探测样品内部空隙等缺陷,其工作原理是:应用超声波与不同密度材料的反射速率不同的特性来进行分析。采用超声扫描显微镜对样品进行扫描,来检测塑封体内不同粘接界面的粘接情况。检测内容包括:塑粉与芯片粘接界面、塑粉与引线框架载体的粘接界面、塑粉与引线框架管脚粘接界面。参考IPC/JEDECJ-STD-035标准中的相关内容,判定结果是否合格,如图3所示。
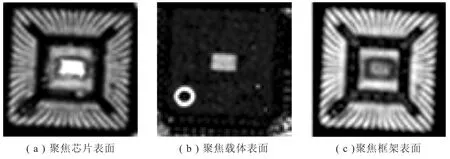
图3 样品SAM扫描结果
从图3中可以看出,在塑封体内不同界面聚焦后扫描,均未发现分层。说明各界面结合是非常紧密的,排除封装过程中分层造成的异常。X-ray透视和扫描声学显微镜等仪器,主要用于封装缺陷和引线断裂的失效定位,属于无损失效分析技术,具有不必打开封装的优点[3]。
1.4 DECAP(DECAP:开封)前探针测试管脚
微探针的作用是测量内部器件上的电参数值,如工作点电压、电流、I-V曲线等。微探针检测技术一般是伴随电路分析配合使用的,两者的结合可以较快的确认失效器件的问题。对不良样品用万用表进行如下探针测试:I-V曲线显示管脚33与34短路;如图4显示。

图4 样品管脚33对管脚34测试IV曲线图
1.5 DECAP分析
对不良样品通过化学腐蚀方法,去除塑粉材料,再经过超声波清洗,观察芯片焊线情况。通过显微镜检查,发现样品芯片表面,焊球焊点、焊线均良好,无异常。其中管脚33与管脚34焊点焊线良好,无焊线、焊球等质量缺陷,如图5所示。

图5 样品开封检查图片
1.6 腐球分析
对不良样品继续通过化学腐蚀的方法,腐蚀掉芯片上焊线、焊球,观察焊线区的质量情况。通过显微镜检查,各压焊区良好,无破损等异常,如图6所示。

图6 样品腐球后检查图片
1.7 DECAP后探针测试芯片
打开封装塑封体,裸露出芯片,并采用硝酸腐蚀掉焊线,采用机械探针测试,在失效Pin对应的PAD上进行测试,配合I-V曲线,发现曲线不再短路,与良品的I-V曲线重合,证明芯片自身无电性失效,如图7所示。通过比较好坏芯片的电压或波形进行失效定位,也可对测试波形与正常样品的波形进行比较[3],来确认芯片质量。
1.8 DECAP后探针测试管脚
用万用表及探针测试确认已经开封的样品管脚33、34,万用表数据及I-V曲线显示管脚33、34仍然短路。因此可以判定,不良现象与焊线、芯片没有关系。在集成电路失效分析中,电测试有着非常重要的作用。合理的对定位测试应用,可以简化集成电路失效分析的过程,使分析变得更加准确[4]。

图7 样品管脚33、34对应芯片焊区测试的I-V曲线图
1.9 SEM&EDS
SEM&EDS(ScanningElectronMicroscope:扫描式电子显微镜;EnergyDispersiveSpectrometer:能量散射光谱仪)组合是应用最广的显微分析仪器,它能快速、同时对各种试样的微区内的所有元素进行定性、定量分析。SEM&EDS在定性、定量分析时,是利用束径(10~1)μm范围的高能电子束,激发出试样微米范围的各种信息,进行成份、形貌等分析[5]。采用此仪器,来检测管脚33、34之间材料成分,发现管脚33、34之间存在锡(Sn)金属元素,其它无短路管脚间无金属元素。作为分析对比,同时检测良品样品,管脚33、34之间不存在金属元素。如图8、图9所示。

图8 不良品管脚33与34之间分析结果图

图9 良品管脚33与34之间分析结果图
2 分析结论
由于集成电路的高集成度,找到失效部位并进行该部位的失效机理分析是一项十分困难的任务。本文借鉴和参考国内外先进的失效分析技术,最终应用SEM&EDS来检测管脚之间塑粉材料中的成分,发现失效品管脚之间存在金属元素,良品管脚之间不存在金属元素,确定了失效的真正原因是金属元素污染渗入在塑粉材料中,造成不相连的管脚导通发生短路。根据分析结果,封装过程可以有效采取措施,预防异常问题的再发生。随着扫描电子显微镜和能量散射光谱仪的不断改造和升级,以及电子封装工程应用范围的不断扩大,更好的利用SEM&EDS方法分析集成电路封装失效中的异常,提高各类电子产品的质量,必将成为一种发展趋势[5]。
猜你喜欢
科学(2022年4期)2022-10-25 02:43:18
电子制作(2018年2期)2018-04-18 07:13:47
现代检验医学杂志(2016年3期)2016-11-15 01:59:28
制造业自动化(2016年8期)2016-09-12 00:24:30
电子产品可靠性与环境试验(2016年6期)2016-05-17 03:52:11
三峡大学学报(自然科学版)(2016年6期)2016-04-16 05:02:56
电子测试(2015年18期)2016-01-14 01:22:55
物理实验(2015年9期)2015-02-28 17:36:47
储能科学与技术(2014年6期)2014-02-27 07:17:22
电子测试(2013年22期)2013-09-26 06:03:52
