
可控氮气缸原理及其在冲压模具结构中的应用
2018-12-26 03:42石宽一汽大众汽车有限公司佛山
锻造与冲压 2018年24期
文/石宽·一汽-大众汽车有限公司(佛山)
氮气缸(氮气弹簧)在冲压模具上有着广泛的应用,随着汽车模具行业的发展,氮气缸产品技术有新的创新与发展,比如新开发的可控氮气缸、油气混合缸(油液驱动机构)。可控氮气缸的开发,既简化了模具结构设计(缩短模具的设计、制造周期),又使后期的模具维护保养更加方便(标准件损坏后可以直接更换备件)。
可控氮气缸的工作原理与运用
可控氮气缸在氮气缸行程最低点时能够实现锁死,并且可以根据使用需要,控制回程时间。由于气缸到达下死点后,回程可通过压力机设备的凸轮角度或者机械手运动轨迹角度控制,因此达到可控。
图1为可控氮气缸的行程曲线,在压机到达下死点开始回程时,氮气缸在下死点位置保持一段时间后再回程,中间的停顿时间可依据模具工作的需要来设置。(备注:如果气缸的行程未被充分利用,KF型号的可控氮气缸锁死时,回弹量将超过1mm。)
图2为可控氮气缸的工作状态,图2(a)为向下工作行程,图2(b)为压缩到下死点的状态,图2(c)为回程状态。活塞将缸体分成上下两个部分,向下工作行程时,活塞挤压气体从下部缸体通过活塞阀进入上部缸体,整个控制阀处于关闭状态。
为避免在锁死位置时的1mm回弹,Fibro开发了KF+KP主缸和辅缸相配合的可控气缸组,可实现最低点锁死时无回弹,其行程曲线图如图3所示。KF+KP可控气缸组如图4所示,在行程至下死点时,缸体下部的气体可以通过阀模块里的阀门进入缸体上部,这样缸体下部的压强降低,上下部达到平衡。当外界压力释放时,缸体内的活塞上部压力大于下部压力,所以就没有回弹。
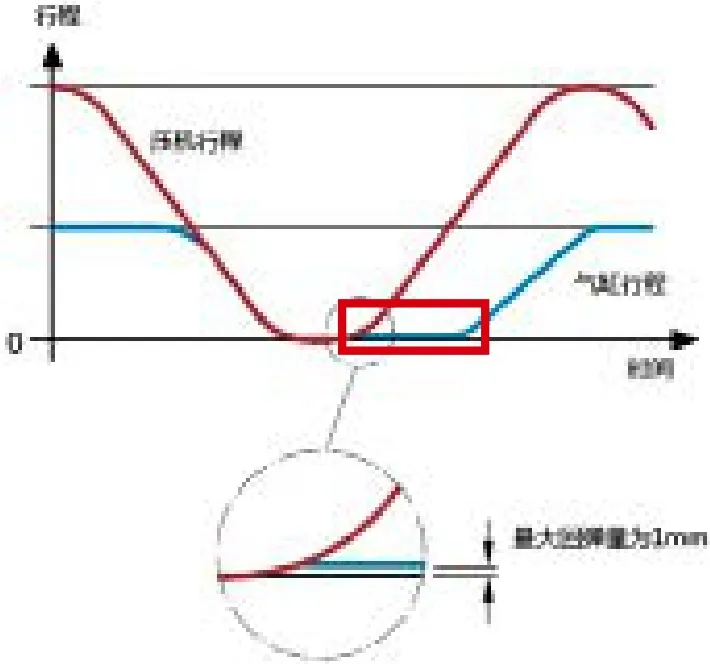
图1 可控氮气缸的行程曲线
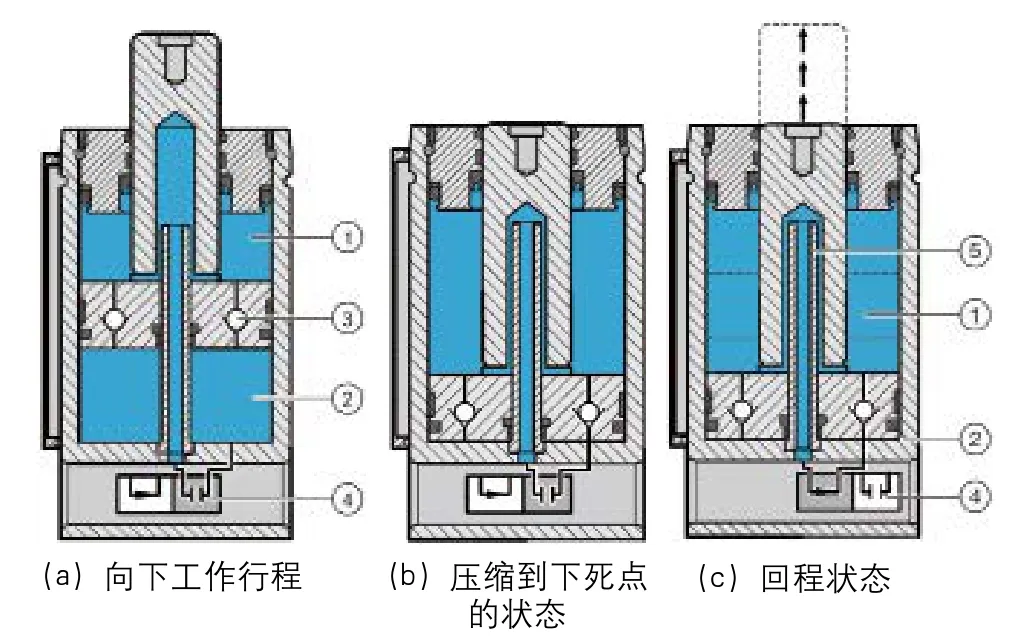
图2 可控氮气缸的工作状态

图3 最低点锁死时无回弹行程曲线图
可控氮气缸在压机回程时,活塞杆不随压机上行而回程,并且通常和压缩行程相比,可控氮气缸回程时所需的能量很少,这样整个过程,压机的能量更多的转化成了热量,导致可控氮气缸在工作过程中更容易发热,因此需要外接冷却装置。
可控氮气缸在汽车模具上的应用
由于可控氮气缸的回程可以通过压缩空气来实现控制,因此在模具结构中有着重要的应用,比如翼子板、发罩外板、后盖外板等模具的翻边工序以及门内板、后盖外板等模具的拉延工序。
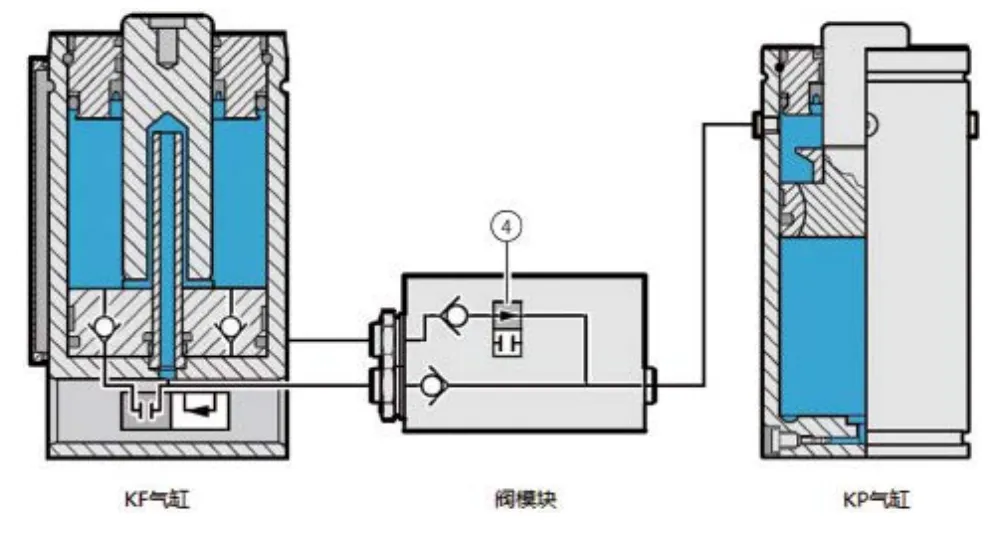
图4 KF+KP可控气缸组
可控氮气缸在模具翻边工序的应用
以某车型的铝件发罩外板为例,模具直翻边时法兰边宽度比较大为24mm,直翻边时特别容易导致翻完后的法兰边产生凹凸不平的波浪,法兰边的波浪会导致内外板在铆接的时候贴合不实,如图5所示。
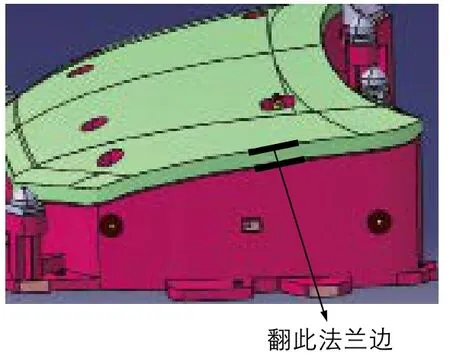
图5 发罩翻边
为解决此问题,需要采用压料翻边的结构,具体工作过程为:
⑴上模压料板随压机下行并将要翻的法兰边压在下模的压边圈上。
⑵上模继续下行,翻边镶块开始接触要翻边的零件,并翻边成形。
⑶在翻边成形过程中,随着上模的继续下行,上模镶块将下模压边圈往下顶,在此过程中下模压边圈下的支撑可控氮气缸被挤压至下死点位置,由于在翻边过程中,要翻的法兰边被上模的镶块提供的力和下模压边圈提供的力夹住,因此不会产生波浪和褶皱。
⑷完成翻边成形,上模镶块、压料板随上模上行,压边圈和可控氮气缸继续保持在下死点位置,不回程。
⑸机械手取走零件,通知控制压机气源将可控氮气缸回程,完成一个完整的冲压过程。
图6为发罩外板模具的压边圈翻边结构实物和结构图,图7为某车型的铝件发罩外板模具结构图。类似的结构在激光拼焊的后盖外板上部模具、翼子板模具结构中都有应用。
可控氮气缸在模具拉延工序的应用

图6 某车型的铝件发罩外板实物和结构图

图7 某车型的铝件发罩外板模具结构图
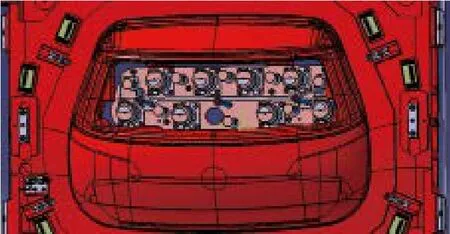
图8 某车型的后盖外板拉延模具
以某车型的后盖外板拉延模具为例(图8),在拉延序成形后挡风玻璃处型面时,为保证成形时零件的质量,需要采用气缸支撑,同时为防止气缸回程时将工序件顶起而导致零件在模具里的位置发生挪动,影响取件机械手的取件,需要气缸在下死点位置进行锁死停留,待取件完成后再回程。因此采用了可控氮气缸的结构。其具体步骤如下:
⑴上模下行,将板料压在下模压边圈上,并开始成形,零件后挡风玻璃处型面也开始成形(零件后挡风玻璃处型面成形深度大于零件其他区域,因此设置了对应的小浮动凸模,其由可控氮气缸支撑)。
⑵成形完成后,压边圈将零件脱离凸模(但零件位置没有发生明显窜动),此时挡风玻璃处的小凸模使用了可控氮气缸,未回程,防止其回程时将零件顶出完全脱离凸模。
⑶机械手取走零件,同时通过压机信号控制可控氮气缸气源并回程,完成一个完整冲压行程。
结束语
从以上两个不同工序的实例,我们可以看到,可控氮气缸在翻边压料成形、多台阶同序成形、负角翻边等结构中有着很好的应用,在前期设计时采用可控氮气缸的结构,能够更好的解决零件质量、自动化生产等各类问题。可控氮气缸和普通氮气缸的区别在于其回程可以通过信号来实现,并完全满足设计者或者使用需要来控制具体的回程时间。
猜你喜欢
模具技术(2021年5期)2021-10-13
汽车工艺师(2021年7期)2021-07-30
兰州理工大学学报(2021年3期)2021-07-05
鸭绿江·华夏诗歌(2020年4期)2020-06-15
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
制造技术与机床(2019年6期)2019-06-25
模具制造(2019年4期)2019-06-24
诗潮(2018年5期)2018-08-20
制造技术与机床(2017年2期)2017-05-04
