
搅拌摩擦焊接龙门机床的横梁受力分析
2018-12-20 09:22田来,姜迪
设备管理与维修 2018年23期
田 来 ,姜 迪
(1.安徽理工大学,安徽淮南 232001;2.黄山学院,安徽黄山 245021)
0 引言
搅拌摩擦焊接龙门机床是搅拌摩擦焊接机床结构中很常用的方式,具有两大优势:一是龙门机床稳定性高,加工效果好,且负载大,可以制作重型机床;再者搅拌摩擦焊接机床恰好符合龙门机床的使用场合,并且可以使工作台范围广,加工行程大。但是龙门机床也有缺点,就是重心过高,为了得到很好的刚度,一般龙门机床均采用大而厚重的横梁作为中间支撑,这使得重心上升,对于机床的稳定性很不利,同时给材料的使用和加工都带来一定的难度。
通过分析横梁强度要求,找出可以进行更换的板材以及改变导轨的压块宽度,来调整整体质量和导轨的变形量。
为了更好的经济要求,使用现有厚度为50 mm和40 mm的板材,导轨的宽度可以适当放宽,考虑到加工问题,变为原来的2倍。
1 分析板材的强度要求
利用Solidworks中的simulation功能模块对横梁的整体结构进行分析,在分析之前的参数设定中,板材均被设置成普通碳钢,滑块以及导轨材料为合金钢,结构形式如图1所示。载荷8000 kg,材料为普通碳钢,接触类型全局接触
由于实际限值是6000 kg,分布在8个滑块上,且板材均为焊接件,考虑到焊接的强度为母材的60%,因此安全系数扩大一倍,以简化焊缝的处理,加快运算的速度。具体的使用要求:安全系数5,导轨变形量0.06 mm,整体变形量0.1 mm,重量上限1400 kg。
在Solidworks simulation中设置好参数变量,画好网格进行分析,分析过程中网格的参数设置选择默认,为了更快得到结果,焊缝选择装饰焊缝,滑块定义为合金钢,以及在滑块之间定义为刚性连接。
得到应力结果如图2所示。
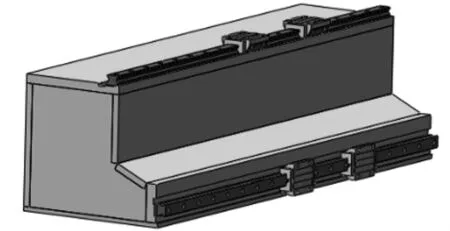
图1 横梁的整体结构
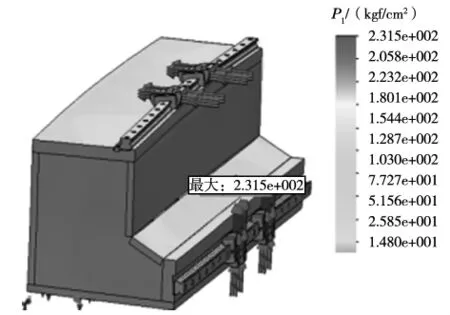
图2 60 mm板厚下的应力
可见,应力最大处是内部加强筋的拐点,最大值为231.5 kgf/mm2(1 kgf/mm2=9.8 MPa),符合要求(图3)。

图3 60 mm板厚下的位移
可见,最大合位移出现在滑块上,最大值为0.056 mm,在允许的范围之内。其中,URES表示合位移。
在变形量和强度均保证的情况下,求出受力较多的部分以及受力很少的位置,用来指导优化。结果如图4所示。
透明部分即为受力很小的位置,可以看出上侧板以及下面的板材受力很小,可以进行改变至较薄的板材。
2 改变参数变量
2.1 改变板材厚度
根据图4的结果,将导轨支撑部分的板材变为50 mm,再次进行强度分析(图5)。
可见,最大应力没有发生太大的突变,依旧在许用范围之内。位移量为 0.0532 mm,也在允许范围内。
同理,将板材改为40 mm,得到如图6所示的应力图解。
由图4可知,整体板厚已经减少了1/3,但强度改变并不大且在允许的范围之内。可见,这个方法是有效的。
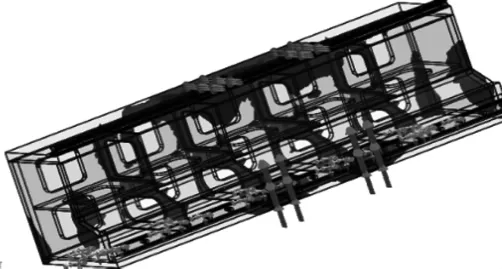
图4 板材受力的透明图

图5 50 mm板厚下的应力图解
2.2 改变导轨压块的宽度
根据以往的经验,导轨压块是很好的控制导轨变形的措施,但是压块的宽度一直是依照经验进行设计的,这里作者采用改变宽度的做法,来求解压块宽度对变形量的影响,初步推断,压块越宽,变形量越小。实际分析如图7所示。但是,实际变形量并非想象的那样减小,达到0.0623 mm,反而超过了要求。这是不符合使用要求的,因为压块的宽度不能改变。
3 结果分析
使用趋势迭代器进行跟踪分析,可以得到整个结果的趋势变化曲线(图8)。由图8可知,在控制变形量和强度的允许的范围内,整体质量减少了240 kg,对整体重心的降低起到很大作用,在一定程度上增强设备的稳定性,提高加工精度。所以,本次的改变可以指导生产。
4 结论
(1)减少横梁上侧板的厚度,不仅对减轻重量很有好处,同时可以很好地控制导轨变形量。
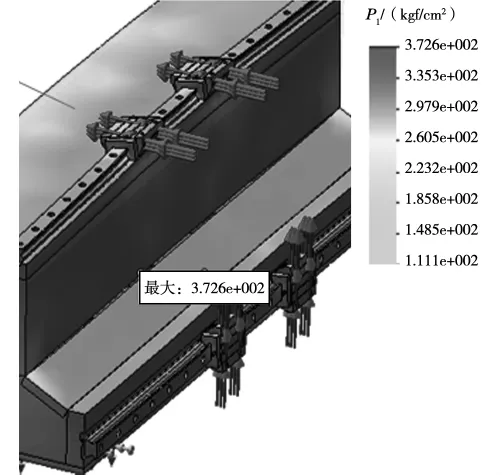
图6 40 mm板厚下的应力图
(2)减少导轨压块的数量和宽度,可以达到与经验相反的结果,导轨的变形量会变小,而不是增加。这是因为支撑面的刚度下降,使得整体发生小幅位移,从而减轻导轨局部的变形。
(3)将导轨的支撑板厚度减少至40 mm,不仅可以满足要求,同时对经济成本和整体效果均有益处。
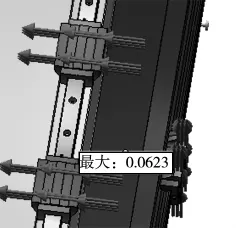
图7 压块宽度改变1倍的变形图解
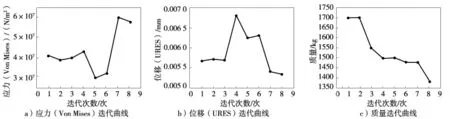
图8 趋势迭代结果
猜你喜欢
时代汽车(2023年2期)2023-02-11
中学生数理化(高中版.高考理化)(2022年3期)2022-04-26
安徽工业大学学报(自然科学版)(2020年4期)2020-12-26
中国特种设备安全(2019年7期)2019-09-10
新能源科技(2018年10期)2018-02-15
化工管理(2017年25期)2017-11-07
国际木业(2016年4期)2017-01-15
国际木业(2016年6期)2016-02-28
印制电路信息(2015年6期)2015-12-30
太阳能(2015年7期)2015-05-15
