光电器件混合组装工艺中SMT技术贴片工艺研究
2018-12-06 06:17西安电子科技大学电路CAD研究所王瑞东
电子世界 2018年22期
西安电子科技大学电路CAD研究所 刘 晨 张 赟 王瑞东 陈 欢
1.引言
将元器件、芯片等组装到PCB基板上称为二级封装,也可称为板卡级封装,业界也普遍认可 “组装”这个术语。目前电子组装主要利用表面贴装技术SMT(surface mounted technology)和通孔安装技术THT(through hole technology)。这两种组装技术可以单独使用,也可以混合同时使用,现阶段SMT技术占主导地位。光电器件因其不断提高的光电集成水平,需要满足高速传输速率、优秀性能指标、小型外形尺寸和低成本封装工艺等要求,器件封装形式从早期的双列直插到到微型化Mini-DiL封装,光电器件组装工艺也将重心转移至SMT技术。SMT工艺过程包括涂覆焊料、贴装元件、焊接等。SMT工艺的关键设备是贴片机,贴片精度、贴片速度、贴片机的适应范围决定了贴片机的技术能力,贴片机也决定了SMT生产线的效率。
2.SMT贴片技术
2.1 SMT贴片工艺过程
贴片的基本工艺过程概括来说是用一定的技术手段把SMC/SMD(表面贴装元件/表面贴装器件)贴放在PCB基板的指定位置上。贴装过程中贴片头、元器件、PCB基板、对准检测系统的位置关系如图1所示。贴片过程的基本步骤包括:将PCB基板输送到贴装指定位置并固定;对准检测系统识别基板上的Mark点,计算所有器件的贴装位置坐标;贴片头从元器件送料器中拾取元器件;在贴片头运动的同时,对准检测系统经过图像采集分析元器件相对于贴片头的位置,从而得到贴片头的最终运动坐标,贴片头根据贴片元件与焊盘的位置偏差相应调整;贴片头吸取元器件运动到指定位置后将元器件贴装到PCB基板上。
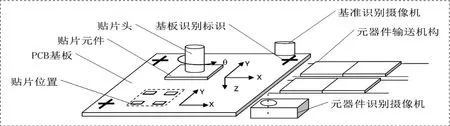
图1 贴片工作原理
贴装的元器件是一片一片接续贴装到PCB基板上的,因此相比焊料涂覆和再流焊等工序,SMT生产线中贴片工序的生产效率最低,贴片机必须保持高速运转。贴片时需要将元器件的所有引脚与PCB基板上相应焊盘对准,因此贴片过程也是一个高精度的对位过程。衡量贴装质量的重要参数之一就是贴装位置精度。
贴片技术的主要特征体现在以下几个方面:(1)贴装对象种类繁多。表面贴装元器件几乎涵盖了全部的传统电子元器件,元器件的体积相差数百倍,元器件的顶面材料包括陶瓷、金属及塑料等表面平整度和粗糙度不同的各种材料;(2)贴装速度极快。目前每个元器件贴装的时间已经缩短到0.06s左右(片式元件),几乎达到机械结构运动速度的极限;(3)贴装精确度要求高。通过采用机、电、光和软硬件综合技术,现在贴装精确度已经可以达到3σ下22~25μm,一部分细小元件和细节距IC贴装精度甚至达到4σ下22μm ;元件与器件之间的距离达到0.1mm的量级,意味着SMT贴装精确度指标已经与芯片封装技术要求处于同一水平;(4)印制电路板存在差异。承载贴装元器件的印制电路板的几何尺寸和板厚的变化会对贴装技术产生影响。电路板的面积从1cm2~4000cm2不等,厚度尺寸变化范围为0.5 mm~6mm(刚性板)。
2.2 SMT贴片工艺精度
贴片工艺最重要的在于准确放置贴片元件,以被贴元器件相对于PCB上指定位置的偏差大小衡量贴片机的工作能力,这也就是贴片机的贴装精度。贴装精度定义为贴装元器件引脚偏离标定位置最大的综合位置的误差。随着元器件引脚密度增加,目前贴片机的贴装精确度已经达到微米数量级。
贴片机控制贴片元器件用平面X、Y、q(围绕Z轴的转角)三个坐标来定位。三个坐标综合的结果决定贴装的精度,并直接影响后序焊接工序的工艺质量。目前在高精度贴片机中X、Y方向可以提供22mm/3σ的定位精度,q角可达± 0.05°/3σ的精度。贴装精度通常用贴装后元器件的引脚相对PCB基板上焊盘的位置误差大小来衡量,位置误差包括平移误差和旋转误差。
2.2.1 平移误差
平移误差是元器件中心的偏离,主要来自X-Y定位系统的不精确性,它包括位移、定标和轴线正交等,如图3所示。
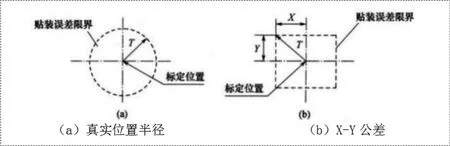
图2 平移误差的定义
贴片元器件贴装后总会存在平移误差。从理论上说,平移误差可以规定为电路板上元器件相对于设计中心标定位置的真实位置半径T,如果考虑X-Y坐标的公差,则:

2.2.2 旋转误差
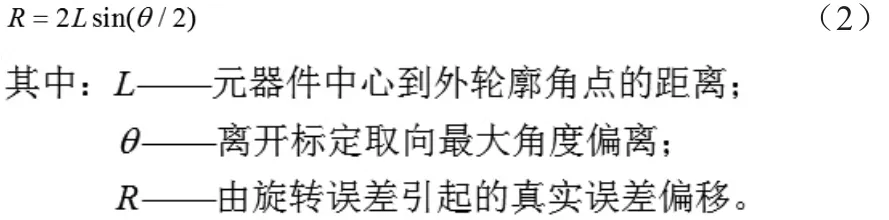
旋转误差是相对于标定贴装取向的角度公差,如图4所示。离元器件中心最远的端子旋转误差最大。旋转误差来自元器件定心机构的不精确性,或者贴装工具旋转的角度误差。为了简化分析,利用元器件外轮廓角点的位移近似表示这种误差,图4中L为器件的贴装中心到外轮廓角点的距离,θ为旋转误差,R为角位移。
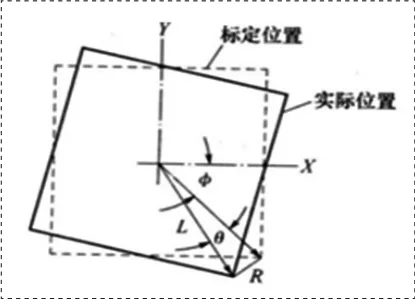
图3 旋转误差的定义
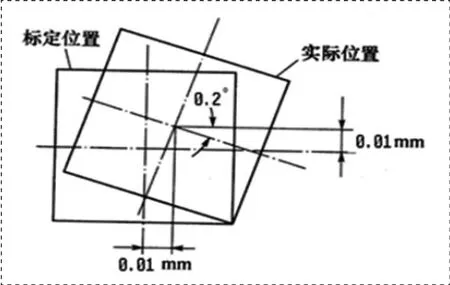
图4 贴装误差计算实例示意图
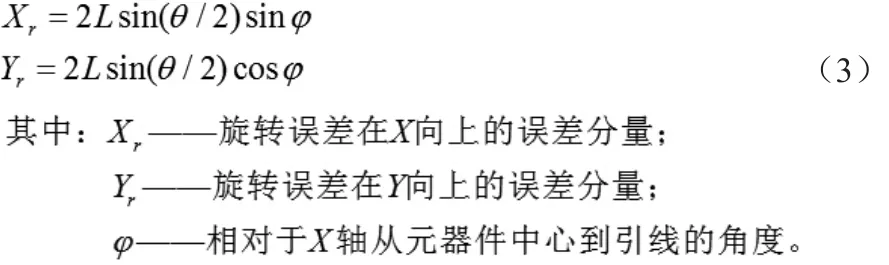
旋转误差也可以用沿X轴和Y轴计算旋转误差的分量,即:
旋转误差与元器件的大小有关,所以必须分别确定平移误差和旋转误差。
2.2.3 总误差
旋转误差和平移误差组合产生累积效果,这两种成分的矢量相加得到总误差,则X轴和Y轴的误差分量:

总的误差为:

贴装元器件的类型确定后,可由这两个数值计算总的贴装精度。
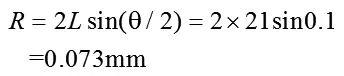
图5示例,一台贴片机在X轴和Y轴上的平移误差为±0.01mm,旋转角误差为±0.2°,84根引线的PLCC(对角线长度为42mm),其L=21mm。得到旋转误差R为:
旋转误差的X轴和Y轴成分:

沿两个轴的误差为:
所以,贴装总误差为:

3.SMT贴片机
3.1 SMT贴片机组成
根据自动化程度,贴片机分为手动贴片机、半自动化贴片机和全自动贴片机。所有贴片机都包含机械主体、贴片头、PCB输送系统、元器件供料系统、基板与元器件对准系统。全自动贴片机包含复杂的控制和软件系统。
3.1.1 机械主体
机械主体包括机械支撑结构、PCB传送结构、元件传送结构、X/Y轴驱动机构、贴片头等系统。如图6所示,贴片机的机械主体一般采用横梁式结构,贴片头安装在横梁即X向运动轴上,横梁在底座上做Y向移动,贴片头上有若干贴片吸嘴,吸嘴做Z向运动和q角的旋转。
(1)贴片机主体结构形式
贴片机的X/Y轴定位形式主要采用横梁式结构,横梁与两侧的导轨构成拱形结构。贴片机可以采用单横梁单贴片头、单横梁双贴片头、双横梁双贴片头等结构。
(2)PCB传送结构
PCB传送结构负责将印刷过焊膏的PCB板输送并固定到贴装位置,等贴装完成后再将PCB板输送到卸料位置。PCB传送结构分为单工作台单轨道传送、单工作台双轨道传送形式,复合贴片机采用多轨式。
双轨内有6个区域,区域A,C,D和F用来输入/传出PCB,区域B和E用来贴片,贴片机一次最多可放3块PCB。一般两个板在区域B和E,另一个板可以在任何其他输入/传出位置。当一个板贴片时,另一个板在预备轨道的缓冲区域内,前一个板贴片完成后,立即开始处理预备轨道区域的板,这样就可以把传送板的时间降到最低。
(3)元器件送料机构
在贴片机中,供料器将包装中的元器件按贴片机指令提供给吸嘴,因而供料器和表面贴装元器件的包装形式及其质量对拾取元件有重要影响。供料器(Feeder)也称为喂料器,是贴装技术中影响贴装精度和生产效率的重要部件,以至于有的贴片机型号中直接以可容纳供料器数量作为标志。
(4)贴片头
传统拱架式结构的贴片头有单吸嘴和多吸嘴并列的结构。单吸嘴贴片头在一个贴装循环中只能贴装一个元件,贴装的精度较高。多吸嘴并列贴片头有2~12个并列平行的吸嘴贴装轴,在一个贴装循环中可以吸取、校正和贴装多个元件,可以有效提高贴装速度。由于贴片元件大小不一,而贴片头上贴装轴的数量有限,因此在拱架式贴片机上一般都有一个专门的吸嘴储藏机构,供贴装头在需要时进行吸嘴更换,以便贴装头采用合适的吸嘴来吸取和贴装元件。贴装头的结构形式分为转动式和平动式。转动形贴片头结构又分为转塔形、转轮形、小转塔形。
3.1.2 控制系统
贴片机的控制系统一般由供料系统、传送系统、输入/输出系统、贴装系统、定位系统、视觉系统、报警系统、电源系统及人机系统等各个子系统的控制系统组成。
3.1.3 对准系统
贴片机的对准系统包括PCB基板的对准检测系统和元器件对准系统。贴片机的对准检测系统构成及工作原理如图4所示。当一块新的待贴装PCB通过送板装置传送到指定位置固定后,安装在贴片头上的基准(MARK点)CCD摄像机在区域内通过图像识别算法搜寻MARK点,并由系统软件计算出其在贴片工作台坐标系中的坐标,同时将元器件应贴装的位置数据送给主控计算机。
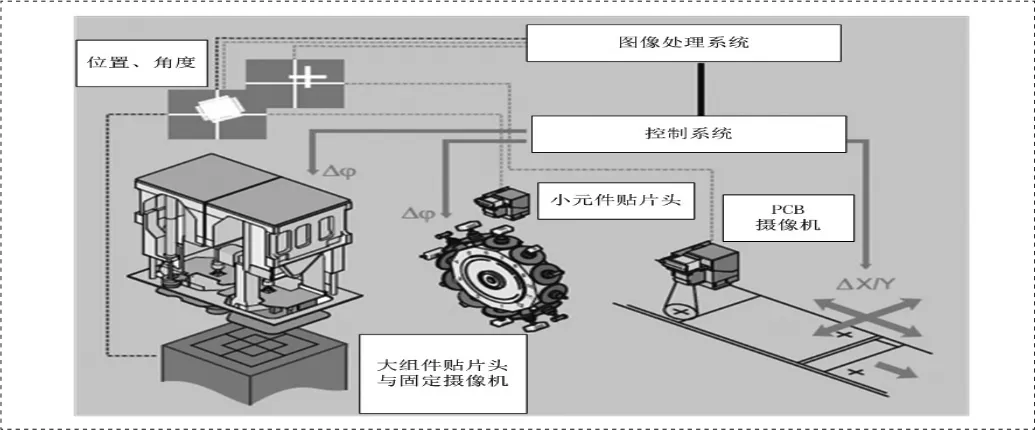
图5 贴片机的对准检测系统构成及工作原理示意图
为了提高对准检测的速度,现在的贴片机普遍采用飞行对中检测技术。飞行对中是指将摄像机或激光检测系统直接安装在贴片头上,在贴片头拾取元件移到指定位置的过程中,完成对元件的检测和对中的方式。这种技术一般用在旋转式多吸嘴贴片头中,它可以大幅度缩短对中的时间,提高贴装效率。
3.1.4 软件系统
全自动贴片机软件系统的构成。全自动贴片机的软件系统包括数控库管理系统、控制系统、视觉系统、安全监控、系统调节、帮助系统、智能管理系统等。
3.2 典型贴片机
贴片机技术的发展方向主要是在满足贴装精度的前提下,提高贴装的速度、效率以及贴装元器件的适应性。
(1)双模块复合式贴片机
可选配的贴装头有倾斜转轮式、垂直转轮式和水平排列式。贴片机主体结构由两台贴片机组合而成。一个固定横梁上两侧各有两个悬臂梁,四个悬臂梁上分别安装一个装贴头。悬臂梁和贴装头的X/Y轴运动都是依靠直线电机驱动,贴装头沿着悬臂梁移动,悬臂梁沿着固定横梁移动,从而实现了贴片头的X/Y轴快速、高精度运动。贴装头在拾取元器件的同时,元器件检测摄像机在作对中检测。PCB输送系统沿着与固定横梁垂直方向布置。可选配的PCB输送系统有单轨和双轨道式结构。每台贴片机可以安装四套送料器架,每个送料器架可以安装多个元器件输送系统。
(2)多功能模组式贴片机
日本富士公司推出的FUJINXTⅢ型模组式高速多功能贴片机。多功能模组式贴片机的组成原理是,在模组主体的基础上加装多个高速贴片系统,加装的贴片系统使用通用基座。单个高速贴片系统有自己的送料器、贴片头,以及元器件对准检测系统,使用的贴片头可以是单个贴片头,也可以是小转轮式贴片头。根据贴装元器件的尺寸大小,可以将贴片头设计成不同规格。元器件送料系统是通用系统,可以在不同贴片系统上使用。多功能模组式贴片机的PCB输送系统是共用系统。根据这种组合方法,贴装生产线可以非常灵活的搭建贴片机系统,维修或者更换产品也非常方便。FUJINXTⅢ是在2008年推出的NXTⅡ的基础上改进而来。通过高速化的X/Y机械手和料带供料器以及使用新研发的相机(Fixed On-the- fl y camera),可以提高包括从小型元件到大型异形元件等所有元件的贴装能力。此外,使用新型高速工作头(H24工作头)后,每个模组的元件贴装能力高达35,000cph,比NXTII提高了约35%。FUJINXTIII不仅可以对应现在生产中使用的最小的0402元件,还可以贴装03015超小型元件。此外,通过采用比现有机种更具刚性的机器构造、独自的伺服控制技术以及元件影像识别技术,可以达到行业顶尖的小型芯片的贴装精度:±25μm(3σ)Cpk≧1.00。
猜你喜欢
发光学报(2022年7期)2022-08-05
装备制造技术(2021年5期)2021-08-14
东西南北(2019年6期)2019-04-30
当代陕西(2018年12期)2018-08-04
小康(2017年34期)2017-12-08
中国惯性技术学报(2017年1期)2017-06-09
中国塑料(2016年7期)2016-04-16
探测与控制学报(2015年4期)2015-12-15
中国洗涤用品工业(2014年9期)2014-12-01
郑州大学学报(理学版)(2014年4期)2014-03-01