
链轨节的选材及热处理工艺
2018-11-29 08:23:28彭天成张开华
金属加工(热加工) 2018年11期
■ 彭天成,张开华
链轨节是履带式工程机械和军工机械中履带总成的关键性零件,其连接履带板进行传动,同时还作为支重轮前进的轨道(见附图)。链轨节的工作条件恶劣,不仅承受很大的交变载荷和冲击载荷,与支重轮直接接触的链轨节踏面还受到周期性的摩擦作用。因此,链轨节必须具有很好的强度,同时踏面还需具有良好的耐磨性,一般要求调质表面硬度285~375HBW,心部调质硬度≥285HBW,踏面硬度52~58HRC。
一、链轨节材料及生产工艺流程
根据其工作条件,链轨节材料必须具有很好的强度和较好韧性,一般选用中碳钢。当前国内外链轨节的材料主要采用50、50Mn、40Mn2和35MnB等牌号,其中40Mn2和35MnB最为常用。
目前,链轨节一般采用热模锻方式生产,其生产工艺流程为:下料→锻造→锻后热处理→双面铣→踏面热处理→粗镗→精镗、钻孔→推螺母面→探伤→涂装。
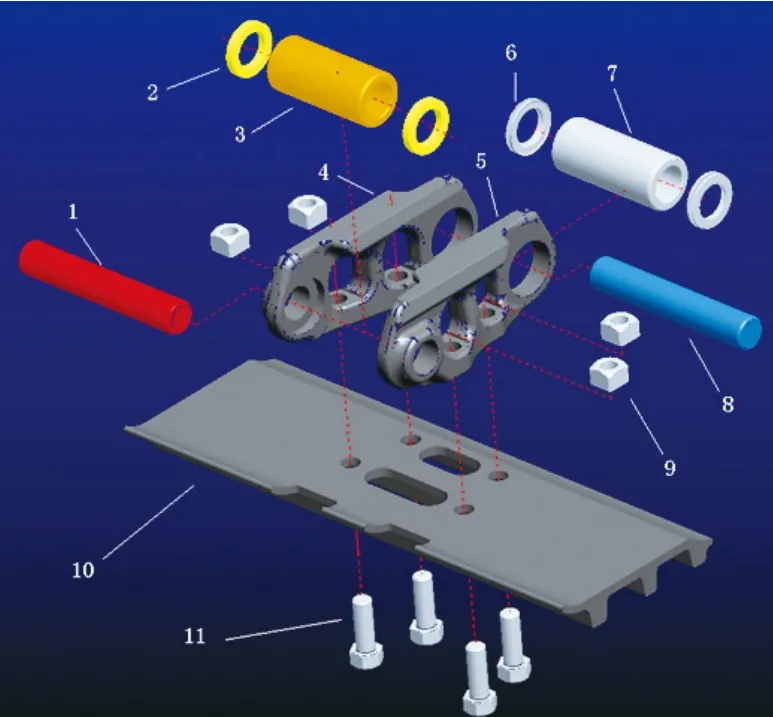
履带零件分解图
二、链轨节锻后热处理工艺
锻后热处理是决定链轨节综合力学性能的关键工序,国内厂家主要采用的热处理工艺有两种:一是常规调质工艺,将锻后冷却的工件重新加热到合适温度,保温一定时间后淬火;二是锻造余热淬火工艺。
1.锻造余热淬火的含义
锻造余热淬火是将坯料加热到稳定奥氏体区保持一段时间,在该状态下锻造成形,当其温度高于Ar3或Arcm~Ar1之间的某一温度条件下,立即淬入适当的淬火冷却介质中,以获得马氏体组织的一种将锻造与淬火结合在一起的综合工艺方法,该工艺属于高温形变热处理范畴。
2.锻造余热淬火的优点
与常规调质工艺相比,锻造余热淬火工艺更加节能、锻件力学性能更优,生产效率更高,是链轨节锻后热处理的发展趋势。
(1)节约能源 省去了淬火重新加热工序,每吨锻件可节电约600kW·h。
(2)提高锻件力学性能 提高了锻件的强度、硬度,塑性和韧性与常规调质热处理相当或稍高。
(3)简化工艺流程、缩短生产周期、节约设备投资 锻件锻后直接淬火,简化了工序,减少了工件周转。
(4)改善劳动场所环境 减少了锻件热量在车间的散发。

表1 不同工艺下的晶粒度及对性能的影响

表2 锻后停留时间对晶粒度的影响
3.影响余热淬火后力学性能的因素
虽然锻造余热淬火工艺具有很多优点,但是如果工艺参数制订不合理,淬火后的金相组织和力学性能就达不到要求,余热淬火不合格产品必须重新进行常规调质处理。影响锻造余热淬火工艺的主要参数有锻造加热温度、始锻温度、形变量、淬火前的停留时间、余热淬火温度、淬火冷却介质及淬火后回火参数。
(1)锻造加热温度和始锻温度 由于锻造余热淬火温度比常规淬火温度高,所以获得的晶粒要比常规加热淬火时粗大。但是,由于高温形变淬火强化的作用,粗大晶粒并没有降低锻件的力学性能,例如表1中序号2工艺获得的晶粒比常规调质粗大,强度却比常规调质高,塑性和韧性与常规调质相当或稍高。当然,如果奥氏体晶粒过分粗大,则会明显弱化高温形变的强化效果,如序号3工艺,所以锻造加热温度应在模锻允许范围内取下限,以尽量减缓形变奥氏体晶体内的缺陷在高温下的再结晶和长大,防止由于晶粒粗大导致钢的强韧性下降,同时还必须保证终锻结束到淬火这段时间内表面温度不低于相变临界点Ar3温度,以免淬火产生非马氏体组织。一般结构钢,锻造加热温度在1200℃左右较适宜。
(2)形变量 高温加热时奥氏体晶粒尺寸已经粗化,形变量较小易造成晶粒粗细不均匀,对强韧化效果没有好处;但是,过大的形变量则会因为形变热的增高,加快再结晶晶粒的长大,如表1所列,其他条件相同时,形变量为30%比19%获得的晶粒度要高一个等级。一般形变量≥20%比较合适。
(3)锻后停留时间 由于终锻后的温度仍高于奥氏体再结晶温度,所以锻后停留时间过长,锻造过程中被击碎的细小晶粒将成为新的晶核迅速长大并从奥氏体中析出铁素体,使强韧性效果低于正常调质状态。通过比较表2中的数据可知,锻后停留时间越短,晶粒越细小。工件在终锻与淬火槽之间可采用链板进行传输,并且传输速度必须可调,以适应工艺参数的调整。
(4)锻造余热淬火温度 通常锻造余热淬火温度要高于常规淬火温度,温度较高时有利于提高钢的淬透性,但对于一些开裂倾向大的钢种则会加大开裂风险。链轨节余热淬火温度通常在900~950℃,若工件终锻后低于此温度,则需将锻件置于加热炉中加热达到淬火温度后再淬火。
(5)淬火冷却介质 某厂家链轨节余热淬火采用的淬火冷却介质最先为快速淬火油,由于冷却速度不够,经常出现硬度不足和金相组织不合格(有屈氏体产生)现象,造成了大量产品返工,后来改用PAG类水基淬火冷却介质,问题得到了解决。水基淬火冷却介质的冷却能力介于水和油之间(见表3),通过调整其浓度可方便地调节其冷却特性,并且不污染环境,无火灾隐患。
由表4中硬度分布与距离的关系可以看出,锻造余热淬火件采用水基淬火冷却介质与常规调质采用清水淬火相比,其表面和心部硬度都有所提升,这是由于余热淬火温度较高提高了钢的淬透性。
(6)淬火后回火 锻造余热淬火比常规加热淬火具有更高的耐回火性,应适当延长回火时间;由于淬火后晶粒较粗,残留奥氏体量增多,马氏体相变产生更大的组织应力,所以更应该及时回火,淬火与回火间隔时间不宜超过0.5h,回火温度通常为420~480℃。
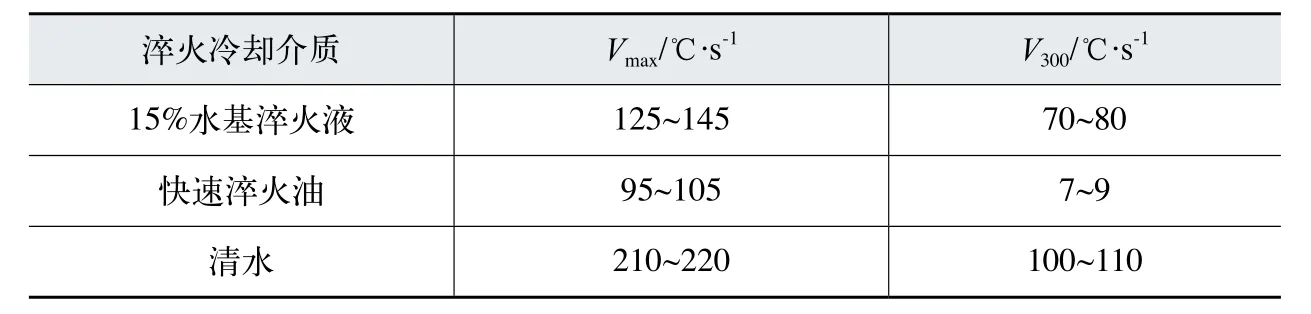
表3 淬火冷却介质及其特性
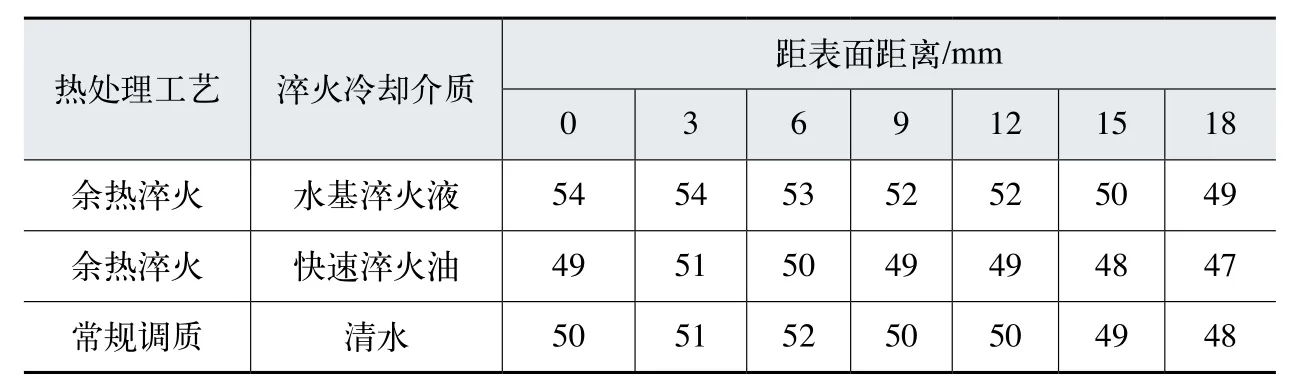
表4 淬火硬度分布 (HRC)
三、踏面热处理工艺和设备
1.踏面热处理工艺
链轨节踏面经双面铣后必须进行表面强化处理,以提高接触疲劳强度。该工序直接影响链轨节的使用寿命,强度太低容易磨损,硬化层太深容易导致链轨节断裂。
由于链轨节选用的材料为中碳钢,表面强化适合采用感应热处理方式,热处理工艺为中频感应淬火+低温回火。感应加热频率根据产品技术要求进行选择,一般淬火加热频率为3~8kHz;低温回火可在回火炉中进行,也可采用感应加热回火,以提高生产率和自动化程度,加热频率一般为1~2.5 kHz,感应加热温度比炉中回火温度适当提高。
2.踏面热处理设备
目前,链轨节踏面热处理较先进的设备为双工位卧式中频感应淬火、回火生产线,该线可实现自动上料,通过链板将工件传送到不同工位,气动夹紧、准确定位,实现加热、淬火、回火全过程自动生产,生产效率可以达到30~50s/对。该设备还可以与前道工序双面铣组成生产线。
四、结语
链轨节在履带式机械中对履带的传动过程起着非常重要的作用,它的选材和热处理工艺至关重要。通过以上分析可知,链轨节锻后采用锻造余热淬火工艺具有节能、提高力学性能、缩短生产周期等优点,生产中工作人员可根据锻件余热淬火后力学性能的影响因素,通过多次试验来确定最佳的热处理工艺参数。
猜你喜欢
少年博览·小学高年级(2023年3期)2023-05-30 10:48:04
环境工程技术学报(2022年3期)2022-06-05 07:20:42
一重技术(2021年5期)2022-01-18 05:42:04
山东冶金(2019年3期)2019-07-10 00:54:00
制造技术与机床(2017年3期)2017-06-23 08:11:52
制造技术与机床(2017年3期)2017-06-23 08:11:50
饲料工业(2016年1期)2016-03-22 03:14:39
大型铸锻件(2015年1期)2016-01-12 06:33:37
大型铸锻件(2015年1期)2016-01-12 06:32:49
油气田环境保护(2015年4期)2015-12-28 10:45:44
