
高合金钢大径厚壁管焊后热处理热平衡技术研究
2018-11-29 08:23:20王登第王于亭李汉华高若瀚
金属加工(热加工) 2018年11期
■ 王登第,王于亭,李汉华,高若瀚,李 保
1.概述
随着大容量高参数机组的逐渐发展,高合金钢广泛应用于主蒸汽管道和高温蒸汽管道等超高温高压管道上。由于其合金元素含量较高、焊接淬硬倾向大,所以焊后必须进行热处理以消除内应力,得到较为理想的金相组织,方可满足使用要求。
近几年来,我公司承担周边区域多台机组的检修业务,检修过程中发现个别壁厚≥80mm的高合金钢大径厚壁管内壁焊缝和热影响区存在延迟微裂纹,经进一步检测发现焊缝和热影响区、内外壁硬度差异较大。与此同时,公司承建的多台660MW容量以上机组,都存在着大量的管径≥500mm、壁厚≥80mm的高合金钢大径厚壁管。为此,分析寻找裂纹和硬度差异产生的原因并提升在建机组高合金大径厚壁管质量在当时成为重要课题。
经专家初步分析,延迟微裂纹是由于焊口在热处理过程中热平衡效果不佳,直接体现为焊缝与热影响区、焊接接头外壁与内壁存在较大的硬度差,在长期高温高压工况下,引起应力突变造成的。根据现场施工实际条件,可能存在以下原因。
(1)焊后热处理恒温温度通常按照规程要求,在750~770℃之间选择一固定数值处理,然而不同焊接接头的母材硬度不尽相同,个别母材偏低的焊接接头经过焊后热处理,其热影响区性能下降明显,造成接头整体力学性能下降。
(2)因片面追求施工速度导致焊接过程中层间温度超标,直接导致焊缝硬度偏高,焊缝和热影响区在热处理后仍然存在着较大的硬度差。
(3)焊后热处理过程中,采用常规的加热方式客观存在着外壁与内壁的巨大温度差。
(4)焊后热处理时,加热器宽度和功率选择不合理,导致均温宽度不够或者热量不足。

表1 不同硬度范围母材在不同恒温温度下的硬度
2.研究内容
(1)恒温温度的选择对母材硬度的影响 目前电力建设中常用的高合金钢主要为9%~12%WCr马氏体耐热钢,以常见的P91/P92钢为例,其焊接接头焊后热处理恒温温度为750~770℃,焊后热处理正常组织是完全的回火马氏体,除热影响区外,母材和焊缝金属的马氏体板条特征非常明显,在升降速率一定的情况下,如果恒温温度选择不当,容易出现δ-铁素体(硬度偏低)、未回火马氏体(硬度偏高)、过度回火的回火索氏体(硬度偏低)等异常组织。同时规范规定:母材硬度合格值为185~250HBW;焊后热处理硬度检测合格值为180~270HBW。
对不同硬度范围的母材同一处位置在不同恒温温度范围进行正交试验,统计结果如表1所示。
根据试验统计发现,焊后热处理恒温温度越高,母材热处理硬度值降幅越大。
(2)焊缝硬度对最终焊接接头热处理效果的影响 由于焊缝热处理后的硬度检测是现场检测的重要指标,因而现场存在重视焊缝硬度合格而忽视母材热处理硬度的情况。通过对现场高合金管道原始母材硬度进行统计分析,原始母材硬度大部分处于180~220HBW。通过焊缝与热影响区热处理硬度检测试验统计看出,母材热处理前后硬度值存在5~30HBW的降幅,那么,焊缝热处理前硬度不宜高于275HBW,试验统计结果如表2所示。
通过以上内容可以得出,壁厚的硬度直接影响因素为焊接电流和层间温度,其中焊接电流能够用钳形电流表进行检测监控,但焊缝层间温度的实时测控存在较大困难。
(3)焊缝焊后热处理内外壁热平衡状态 基于ANSYS12.0软件对大径厚壁管内外壁温度梯度变化进行模拟研究,发现内壁温度均温区普遍偏小,具体如附图所示。在现场采用规格为ϕ518mm×90mm的高合金大径厚壁管进行常规加热方法下的内外壁热平衡试验验证,测温数据如表3所示。

表2 基于母材硬度情况下焊缝硬度的热处理效果统计

高合金大径厚壁管道焊后热处理壁厚方向温度场
根据统计得出:当外壁温度达到恒温温度时,内部温度存在约40℃的温差。这虽然满足了规程中温差不超过50℃的要求,但经过对根部焊缝及热影响区进行测试,明显根部焊缝温度偏低,不利于金相组织转变再形成。
(4)加热宽度与均温区的保证 根据《火力发电厂焊接热处理技术规程》DL/T869,加热器宽度采用管径与壁厚(D/δ)确定,按照现场高合金钢大径厚壁管道实际规格,基本符合以下两条件。
具体如下:
首先,当D/δ≤7.5时,加热宽度从焊缝中心起,每侧不小于管子壁厚的4倍。
其次,当7.5<D/δ≤10时,加热宽度从焊缝中心起,每侧不小于管子壁厚的5倍。
以规格为ϕ 517mm×100mm的主蒸汽管道和ϕ711mm×90mm的高温一次再热蒸汽管道为例进行试验,按照规程计算其加热宽度如表4所示。
根据以上数据进行加热处理并在内外壁轴向上每隔5mm设置多处测温热电偶,测出均温区宽度统计如表5所示。
根据表5统计可以看出,对于壁厚δ≥80mm的大径厚壁管道,其电力规程规定的最小加热宽度不能够满足要求。
基于以上研究内容,对最小加热宽度每侧做一个壁厚δ"的增量处理,由于电力建设现场常见的大径厚壁管壁厚δ集中于80~130mm区间,为方便起见可以选择δ"=100mm,经验证可行。

表3 高合金大径厚壁管常规加热方法下的内外壁热平衡统计

表4 主蒸汽及高温一次再热蒸汽管道加热宽度
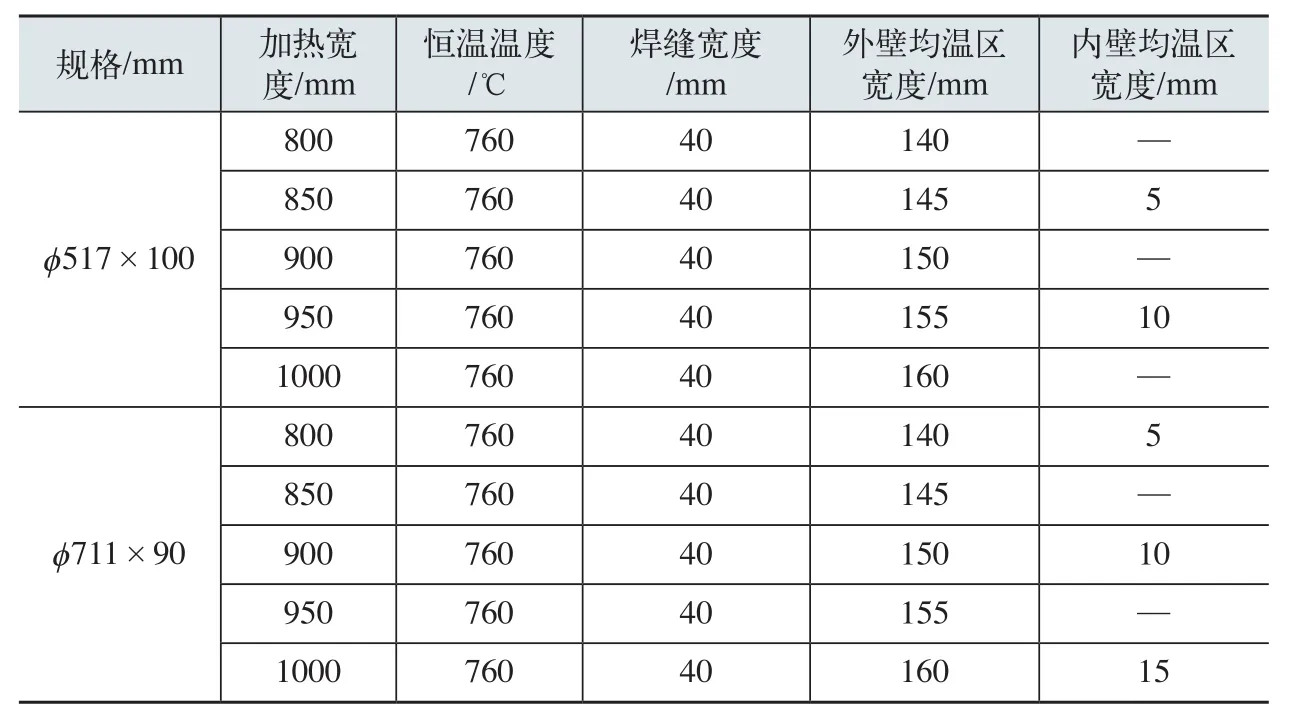
表5 不同加热宽度的均温区宽度
3.结语
(1)只有按照母材硬度范围将焊后热处理恒温温度进行优化细分,才能够较好的兼顾母材热影响区力学性能。如母材硬度在180~200HBW内,焊后热处理恒温温度不宜超过755℃;母材硬度在230~250HBW内,焊后热处理恒温温度不宜低于765℃。
(2)高合金钢焊条电弧焊的实时层间温度必须严格控制在规程要求范围内,以保证焊缝硬度不高于275HBW。
(3)在壁厚δ≥80mm的管道焊后热处理时,在内壁进行辅助加热,可以有效提升内外壁热平衡状态,并将温差减小至20℃以下。
(4)对于壁厚δ≥80mm的大径厚壁管道,其电力规程规定的最小加热宽度不能够满足要求,用加热器总宽度HB=2×(4δ+100)mm的方式计算,能够有效保证管道内外壁均温区。
猜你喜欢
河北农机(2020年10期)2020-12-14 03:13:42
湖南林业科技(2020年3期)2020-08-11 09:38:56
河北省科学院学报(2020年4期)2020-03-19 02:02:40
绿色科技(2019年9期)2019-11-29 06:07:53
纤维复合材料(2018年4期)2018-04-28 08:45:34
科技创新与应用(2018年5期)2018-02-03 10:22:55
大陆桥视野·下(2017年11期)2017-10-31 11:02:24
电子制作(2017年24期)2017-02-02 07:14:16
中国林业产业(2016年5期)2016-04-03 00:32:48
石油化工建设(2016年4期)2016-02-27 15:03:16
