15NiCuMoNb5-6-4钢埋弧焊(SAW)焊接工艺
2018-11-15 13:15费鼎
现代制造技术与装备 2018年10期
费 鼎
(无锡华光锅炉股份有限公司,无锡 214028)
1 研究背景
随着电力需求的增加,电站锅炉钢材使用的等级和要求越来越高。无锡华光锅炉股份有限公司(以下简称“我公司”)在某余热锅炉管道中,选用了符合EN10216-2标准的15NiCuMoNb5-6-4,其环缝拼接坡口如图1所示。如何高效焊接15NiCuMoNb5-6-4环缝并保证接头质量还是个难题。本文围绕15NiCuMoNb5-6-4的焊接性及焊接过程中的控制要点进行详细介绍。
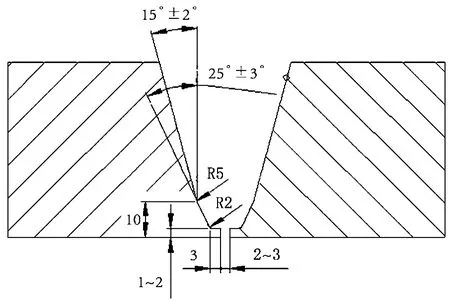
图1 15NiCuMoNb5-6-4环缝拼接坡口
2 15NiCuMoNb5-6-4钢的特性
15NiCuMoNb5-6-4是一种铜-镍-钼合金钢,属于低合金铁素体-贝氏体钢,通过铜的沉淀强化提高材料的强度和抗腐蚀性能,提高回火后的强度,但铜合金钢具有脆性大的特点,添加一定的Ni消除由于Cu的存在而带来的高温红脆的趋势;同时,加入一定量弥散的Nb可进一步细化晶粒,提高材料的综合性能。其化学成分和常温力学性能分别如表1和表2所示。该钢材具有较高的强度,经过计算,该钢碳当量Ceq>0.46%,有一定的空淬硬化裂纹倾向,具有一定的冷裂敏感性;同时,15NiCuMoNb5-6-4含有Cr、Mo、Nb等强碳化物形成元素,增加了再热裂纹敏感性;焊缝组织的相变和钢管壁厚本身造成的结构拘束应力及焊接残余应力,使焊接接头处的组织应力增大。以上因素可导致焊接接头冲击韧性下降,并容易产生冷裂纹,必须采取严格的工艺措施才能防止冷裂纹产生。
3 15NiCuMoNb5-6-4环缝的拼接
3.1 焊接工艺的确定
根据实际情况,确定了15NiCuMoNb5-6-4拼接采用GTAW+SMAW+SAW组合工艺。焊前预热并控制层间温度,采用较小的焊接线能量并控制每道焊缝的厚度,焊后进行回火热处理。
3.2 焊接材料的选择
焊接材料应保证焊缝熔敷金属既达到常温下母材的强度,同时达到运行温度下母材的韧性和强度(蠕变强度)。
3.3 焊接工艺参数
焊接线能量直接影响到焊接接头的冲击韧性。小的线能量可有效减少碳化物的析出和铁素体的含量,减小热影响区中脆化区的宽度,提高接头的冲击韧性。采用较小的焊接电流和较快的焊接速度进行多层多道焊,控制焊层厚度和焊道摆动宽度,防止形成粗大晶粒而降低接头力学性能。焊接工艺参数见表3。
4 检验
焊缝焊后进行100%RT无损检测,热处理后再进行100%MT检查。如存在缺陷,打磨完全去除缺陷后重新进行预热、焊接及无损检测。

表1 15NiCuMoNb5-6-4钢的化学成分(Wt%)

表2 15NiCuMoNb5-6-4钢的常温力学性能

表3 焊接工艺参数
5 焊后热处理
焊后热处理可消除焊缝应力,改善焊缝及热影响区组织,获得稳定的铁素体+回火贝氏体组织。为获得综合机械性能较好的焊接接头,15NiCuMoNb5-6-4钢焊后热处理温度应在620±20℃。而在620℃保温120min回火可使15NiCuMoNb5-6-4铁素体+回火贝氏体均匀析出,这些析出物通过沉淀强化而改善材料的蠕变断裂强度,从而提高材料的蠕变性能,并具有较好的强度和冲击韧性。热处理时,进出炉温度控制在≤425℃,升降温速度控制在≤110℃/h。本体上的控温热电偶应紧贴焊缝。图2为15NiCuMoNb5-6-4钢进行整体焊后热处理的曲线图。

图2 热处理曲线图
6 结论
制定合理的焊接工艺,控制好预热、焊接线能量、层间温度、焊后热处理等环节,15NiCuMoNb5-6-4的环缝接头完全符合要求。我公司在该产品15NiCuMoNb5-6-4管道制造中已成功使用埋弧焊焊接工艺,并取得了良好效益,为以后15NiCuMoNb5-6-4的焊接积累了经验。
猜你喜欢
钢管(2022年4期)2023-01-05
山东冶金(2022年2期)2022-08-08
中国科技纵横(2021年20期)2022-01-17
粉末冶金技术(2021年3期)2021-07-28
隧道建设(中英文)(2021年6期)2021-07-05
四川有色金属(2020年2期)2020-12-08
昆钢科技(2020年6期)2020-03-29
热处理技术与装备(2019年3期)2019-12-22
中国特种设备安全(2019年2期)2019-04-22
西南交通大学学报(2018年6期)2018-12-18