辊缝收缩在八钢连铸机上的应用
2018-11-14 07:54:40秦军向华张建新卜志胜
新疆钢铁 2018年3期
秦军,向华,张建新,卜志胜
(1.宝钢集团八钢公司制造管理部;2.新疆八一钢铁股份有限公司)
1 前言
厚规格的Q345GJZ35正火钢板因低温冲击韧性、抗层状撕裂性能、一级探伤的要求对板坯的纯净度、中心偏析有严格的要求。生产中通常采取钢包精炼炉和真空精炼复合精炼、连铸全程保护浇注、结晶器液位自动控制等措施确保纯净度,采用低温恒速、动态轻压下等手段来控制板坯中心偏析。
八钢4#板坯连铸机生产的板坯极限规格名义尺寸是250×1800(mm),在生产80mmQ345GJDZ35正火钢板时,3.1的压缩比倒逼中心偏析必须控制在曼标M2.3(曼内斯曼低倍评级标准)以内,而八钢中板产线生产的Q390GJ钢热酸洗曼标级别在M2.6波动[1],为追求更低的中心偏析,4#板坯连铸机浇注中常被迫采用近液相线温度(过热度8度以内),因此种操控方式易结瘤,造成拉速波动,非稳态浇注给生产组织、板坯内质造成不利影响。
为进一步控制板坯内部中心偏析,2017年底,在4#板坯连铸机上进行了250mm断面的辊缝收缩的试验,试验结果表明,取得一定的效果。
2 连铸机主要设备参数
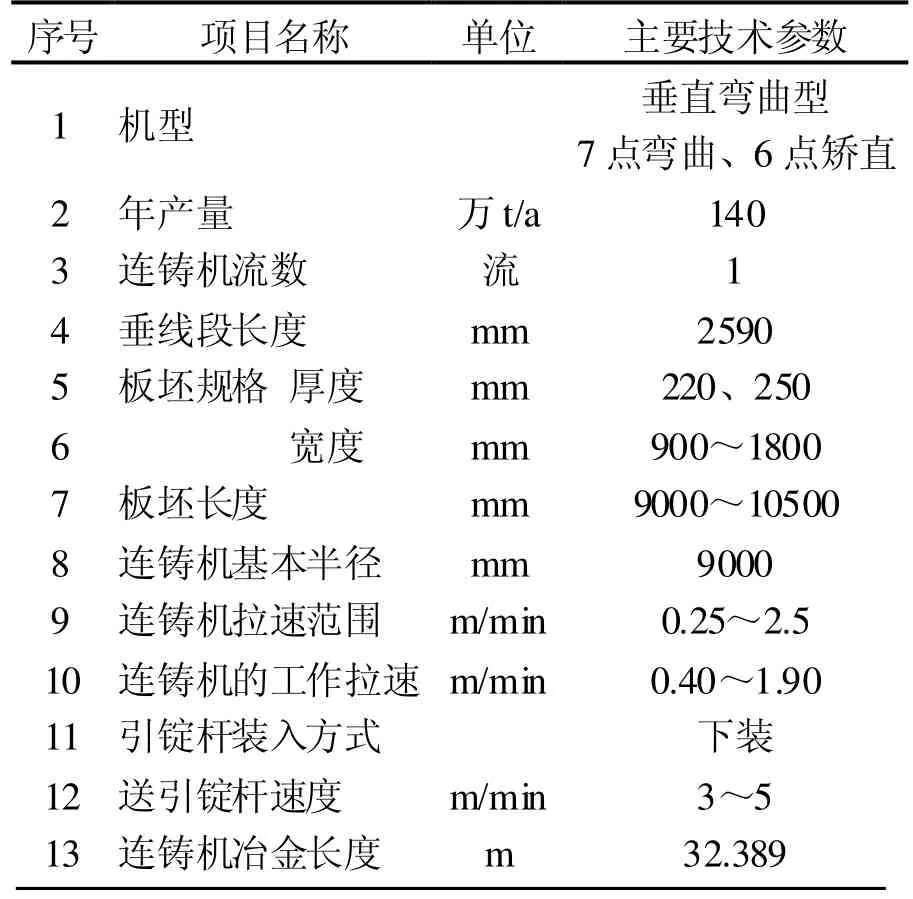
表1 4#板坯连铸机的主要性能参数
八钢4号板坯连铸机运用了连续弯曲连续矫直、结晶器液压振动、动态轻压下等多项专利技术,是中厚板流向品种钢板坯生产的主力铸机,工装国内一流,设计能力为120万t/年,是八钢公司近年来介入新疆本地高建钢、桥梁钢市场的重要保证。4#板坯连铸机性能参数见表1。
3 辊缝收缩控制的原理及试验方案
钢水在铸机中伴随着冷却凝固,必然产生体积收缩,通常分为液态收缩(由浇注温度到液相线温度的体积收缩)、凝固收缩(液体完全凝固的体积收缩)、固态收缩(固相线温度到室温的体积收缩),在三者中起支配作用的是凝固收缩。伴随着相变发生凝固收缩量较大,钢种碳、硅、锰等成分范围是影响凝固收缩量的关键因素。钢种的凝固收缩特性是铸机结晶器和扇形段锥度设计的重要依据[2]。板坯连铸机在最初的辊缝设计中根据钢种的凝固收缩特性在扇形段各段预置一定的倒锥度,不再附加额外的压下收缩量。辊缝收缩控制是在通常的辊缝设置中,适度增大辊缝收缩量,形成对坯壳的挤压力,进而使液芯处部分钢水逆浇注方向回流,板坯中心处溶质元素富集程度得以缓解,进而改善中心偏析级别[2]。
4#连铸机自结晶器往下,各段依次为0段(SEG0)、扇形段(SEG1~4)、弯曲矫直段(SEG5~8),水平段(SEG9-13),均为外部喷淋管气雾喷嘴冷却方式。根据文献[3-4]资料,利用辊缝调整来改善中心偏析时,适宜的收缩位置在板坯的固相分率f s≤0.8时效果较好,对应本连铸机的位置为SEG7。根据文献资料[5],在收缩区间内的收缩量为0.4~1.4mm/mm为宜。据此,制定了从SEG4段开始至SEG7段进行辊缝收缩,总收缩量为2mm,调整后的250断面铸机辊缝设定值见表2所示。

表2 4#板坯连铸机250断面辊缝收缩主要参数表
4 应用效果
4.1 Q345系列不同成分效果对比
铸机辊缝调整试验中,选择具有代表性的Q345系列中的高建钢、桥梁钢、风电钢的五个出钢记号,相关出钢记号的主要成分及合金化元素见表3。

表3 4#板坯连铸机辊缝收缩试验钢种主要成分表 %
通过对4#板坯250m随机抽取低倍试样进行热酸酸洗,采用德国曼内斯曼标准进行中心偏析评价,并与以往辊缝未调整前的低倍酸洗结果进行对比,对比结果见图1。从图1可以看出,采用辊缝收缩优化后,试验出钢记号板坯的中心偏析级别下降了0.3~0.7,随着成分中合金强化元素的增加和含量的增高,辊缝优化效果逐步下降。
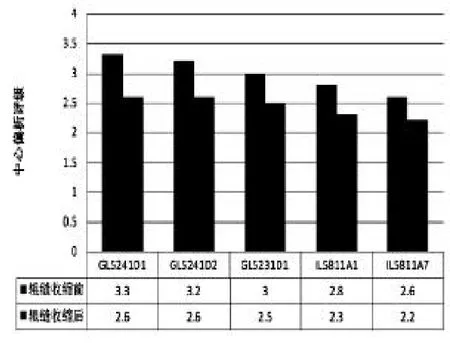
图1 Q345系列钢种辊缝收缩试验前后的中心偏析评级变化对比
4.2 不同过热度条件下的效果对比
选取80mmQ345GJDZ35正火钢板所用的IL5811A7,生产中通常很恒定拉速保持0.75m/min不变,在不同过热度条件下对板坯进行低倍取样,结果见表4。
图2为L5811A1在0.75m/min时辊缝收缩前后中心偏析评级随过热度变化的对比图。从图2及低倍酸洗对比照片(略)看,当近凝固点浇注时(过热度2~7℃)时,优化前后的对比线间的开口最大,辊缝收缩的优化效果最明显,降低中心偏析评级达0.5级,板坯芯部的中心偏析线迷惘不可见。随着过热度的提高,两条偏析评级线开始逐渐靠拢,优化效果在逐渐减弱,过热度提高,中心偏析线开始逐渐明晰。30℃以上时,中心偏析线越发明朗,随着过热度的进一步升高,出现分裂迹象,此时优化前后的低倍评级均达最差的5.0级别,显示此时的辊缝优化效果无法体现,高过热度的影响是主因。要发挥辊缝优化的积极影响,过热度应控制在25度以内,且越低越好。

图2 IL5811A1在0.75m/min时辊缝收缩前后中心偏析评级随过热度变化的对比

表4 IL5811A7不同过热度下辊缝收缩前后中心偏析评级结果对比表(V=0.75m/min)
4.3 优化前后板坯表面质量对比
4#板坯连铸机采用辊缝收缩技术后,铸机出口厚度减薄2mm,对液芯区域的坯壳上的附加力在促使钢液逆回流降低中心偏析的同时,对表面质量也产生不利影响。4#板坯连铸机常见缺陷是板坯的角裂,铸机辊缝调整方案确定后,选择具有代表性的Q345系列中的高建钢、桥梁钢、风电钢的五个出钢记号,辊缝收缩前后的板坯角裂封锁率进行对比,对比结果见图3。

图3 辊缝收缩前后板坯角裂封锁率的对比
根据试验结果,采用辊缝收缩后,250mm断面板坯实物厚度由原来的平均245mm下降到243mm,板坯压下量的增大,给板坯的角部质量带来一定影响。从图3可以看出,随着钢种强化合金的增加,辊缝收缩带来的角裂封锁率也在上升中。
从试验结果综合来看,辊缝收缩对板坯的内质带来积极作用,中心偏析的评级有一定程度的降低,虽然伴随着角裂封锁率的增高,但角裂坯可通过人工四面倒角予以消除,对后道工序的轧制影响不大,瑕不掩瑜。
5 结论
扇形段辊缝收缩技术是板坯连铸机降低中心偏析的一种有效方法。八钢二炼钢厂4#连铸机辊缝收缩的实践表明,采用辊缝收缩技术,可明显改善中心偏析的评级级别,可满足低压缩比条件下极限厚规格钢板对板坯原料内部中心偏析的要求,虽然板坯的角裂封锁率略有上升,但总体良好。
猜你喜欢
山东冶金(2022年3期)2022-07-19 03:24:26
山东冶金(2022年1期)2022-04-19 13:40:32
新疆钢铁(2021年1期)2021-10-14 08:45:50
重型机械(2021年2期)2021-05-06 09:29:38
重型机械(2020年4期)2020-06-29 03:06:18
金属世界(2019年1期)2019-03-12 06:38:28
新疆钢铁(2016年3期)2016-02-28 19:18:50
新疆钢铁(2015年2期)2015-11-07 03:27:52
新疆钢铁(2015年3期)2015-02-20 14:13:56
四川冶金(2013年4期)2013-08-15 00:45:06