焊接方向对T型接头焊接变形的影响
2018-11-06 09:19:06马庆飞李志芳陈辉杨小坡
中小企业管理与科技 2018年12期
马庆飞 ,李志芳 ,陈辉 ,杨小坡
(1.徐工集团工程机械股份有限公司,江苏徐州221004;2.徐工集团工程机械有限公司科技分公司,江苏徐州221004)
1 引言
T型接头是将互相垂直的被连接件用角焊缝连接起来的接头,能承受各种方向的力和力矩,它是一种常用的焊接接头,根据其结构形式及特点,在航空航天、石油化工、车辆和农业设备、港口起重机械和森工机械、船舶、桥梁、压力容器和管道的支撑结构等方面应用广泛。焊接过程中存在不均匀的加热和冷却,导致焊接完成后产生残余焊接变形。焊接变形不仅会影响结构的美观和装配性能,同时会影响到结构的力学性能[1-2]。通过优化焊接顺序,在不增加制造成本的情况下,降低焊接变形。本文以T型接头为例,采用有限元的方法,模拟不同焊接工艺产生的焊接变形。
2 有限元模型
几何模型的网格划分如图1所示,网格划分是为了兼顾计算精度和计算效率,焊缝及其附近网格划分细小,原理焊缝的位置网格较为粗大,网格划分完成后共有54250单元,64404个节点。几何模型长度为500mm,高度为200mm,宽度为150mm。文中采用热弹塑性有限元方法分析了T型接头的焊接变形。在热弹塑性有限元分析中,采用单向耦合的方式进行计算,即先进行温度场的计算,然后将温度场的计算结果以热载荷形式加载到应力计算模型中进行应力求解,在计算温度场和应力分布时,考虑了材料的热物理性能和力学性能随温度变化的特性,同时假定焊缝金属与母材具备相同的热物理性能和力学性能。

图1 网格划分
3 方案结果分析及讨论
数值模拟过程中,把底板完全约束住,只考察立板的变形情况,计算共分为四种方案,方案1:一道焊缝焊接完毕,焊接顺序标注在图2中。方案2:焊缝分两段焊接,从两端向中间焊接,焊接顺序标注在图4中。方案3:焊缝分为两段焊接,采用分段退焊的焊接顺序,标注在图6中。
3.1 方案1
焊接顺序如图2所示,从图2可以看出,整条焊缝采用一次焊接完成的焊接顺序,位移云图如图3所示,由于考察立板的变形,焊接完成后显示X方向的位移云图(即图中箭头所示方向),从图3看以看出:立板在焊接结束位置的变形量为4.053mm,明显大于焊接起始点的位移量2.769mm。对于T型接头,焊接完成后由于焊缝的收缩产生角变形,而底板完全约束,所以立板产生了明显的X方向的位移。角变形的产生主要是由于焊缝的横向收缩引起,横向收缩沿焊缝长度方向的分布不均匀,随着焊接的进行,横向收缩逐渐增大,增大到一定程度趋于稳定,即先焊焊缝的横向收缩对后焊焊缝产生挤压作用,使得后者的横向收缩增大,因此横向收缩沿焊缝长度方向逐渐增大并趋于稳定[3]。从仿真的位移云图上可以看出,焊接结束点位置,立板产生的位移量明显大于焊接起始点立板的位移量。
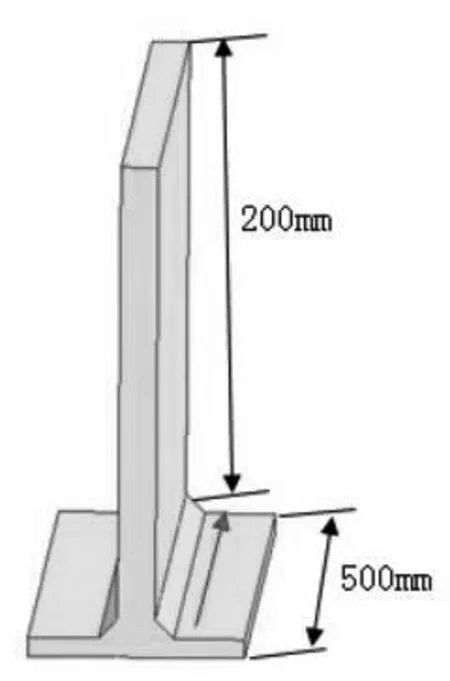
图2 方案1焊接顺序
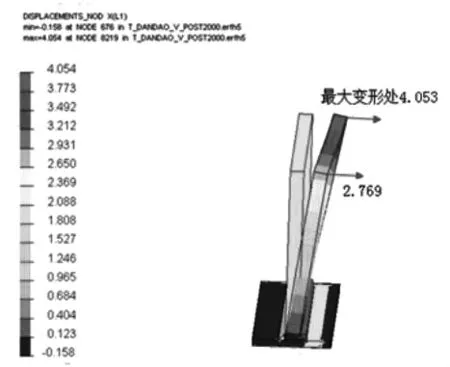
图3 方案1位移云图
3.2 方案2
方案2的焊接顺序如图4所示,采用从两端向中间焊接的焊接顺序。垂直立板方向的位移云图如图5所示。从位移云图可以看出:立板最大位移量在第二道焊缝结束点位置附近。第一道焊缝起弧点位置位移量最小。由于先焊焊缝对后焊焊缝有横向的收缩力,所以后焊焊缝产生的位移量大于先焊焊缝产生的位移量。最大的位移量出现在第二道焊缝结束位置附近。但最大位移量未出现在第一道焊缝与第二道焊缝交点位置,可能由于焊接预热的作用,当第二道焊缝基本结束时,第一道焊缝的热已经传导一定距离,对第二道焊缝有一定的预热作用,减小了第二道立板的变形量,所以立板的最大位移量未出现在第一道焊缝和第二道焊缝交点位置。

图4 方案2焊接顺序

图5 方案2位移云图
3.3 方案3
方案3焊接顺序标注于图6中,采用分段退焊的焊接顺序,第二道焊缝的结束点与第一道焊缝的起始点相接。位移云图如图7所示,从位移云图可以看出,最小位移出现在第二道焊缝开始点位置,其值为3.162,最大位移量出现在距离第二道焊缝结束点180mm的位置,其值为3.367mm,比较最大和最小位移量,差别较小。这主要是因为,焊接开始点位置产生的横向收缩较小,同时第二道焊缝结束点与第一道焊缝开始点相交,所以产生的变形比较均匀。

图6 方案3焊接顺序

图7 方案3焊接顺序
4 结论
采用数值模拟方法,分析了不同焊接顺序产生的焊接变形,可以得出以下结论:①采用有限元的方法,验证了沿焊缝方向,横向收缩逐渐变大,并趋于稳定。②对于T型接头,中间部位的刚性大于端部的刚性。③分段焊接产生变形量小于一道焊缝焊接产生的变形量,而分段退焊时的变形趋势最为均匀且最小。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:48
云南冶金(2022年4期)2022-08-31 07:51:14
建材发展导向(2021年6期)2021-06-09 05:57:08
橡塑技术与装备(2021年3期)2021-02-03 07:41:42
金属加工(热加工)(2020年12期)2020-02-06 05:59:00
中国农资(2019年44期)2019-12-03 03:10:46
新能源科技(2018年5期)2018-02-15 22:22:34
名家名作(2017年3期)2017-09-15 11:13:37
制造业自动化(2017年2期)2017-03-20 14:26:13
光学精密工程(2016年4期)2016-11-07 09:05:37