特种陶瓷材料快速烧结新技术研究
2018-11-02 09:11:14傅正义
中国材料进展 2018年9期
季 伟,傅正义
(武汉理工大学 材料复合新技术国家重点实验室,湖北 武汉 430070)
1 前 言
先进陶瓷材料作为工程材料的重要组成部分,不仅在冶金、机械、化工、环保和能源等国民经济领域获得广泛应用,而且在国防建设、生物医学、现代通讯、航空航天和核工业等尖端科技领域展现出广阔的应用前景,在国民经济和国防建设中发挥着越来越大的作用。
传统的陶瓷烧结技术,包括气氛烧结(atmosphere sintering,AS)、真空烧结(vacuum sintering, VS)、热压烧结(hot pressing,HP)和热等静压烧结(hot isostatic pressing,HIP)等,主要是通过将陶瓷粉体在高温热驱动力的作用下长时间保温,利用原子扩散排出晶粒间的气孔从而致密化的过程。但在高温条件下,原子扩散在促进材料致密化的同时,也会不可避免地导致晶粒长大现象,从而劣化材料的性能。长达数小时甚至数天的保温时间对能源来说是极大的消耗,也不利于工业生产。
快速烧结技术的发展为先进陶瓷材料的广泛应用开辟了新的方向。利用快速烧结技术,致密的陶瓷材料可以在几分钟之内制备(如图1所示),同时较短的保温时间也有利于控制晶粒生长,优化材料的性能。本文主要围绕放电等离子体烧结(spark plasma sintering,SPS)、高温自蔓延烧结(self-propagating high-temperature synthesis,SHS)和基于这两种技术发展的烧结新方法(SPS Plus,SHS Plus)来分析和总结特种陶瓷材料快速烧结新技术的发展和技术优势。

图1 传统烧结与快速烧结技术温度-时间示意图Fig.1 Schematic of the relationship between sintering temperature and time of traditional and fast sintering technologies
2 SPS快速烧结的原因探究
SPS技术是利用脉冲电流通过模具及导电样品,实现样品的快速加热与冷却,因此能够有效抑制升温过程中晶粒的生长,保留所需的高温结构与物相成分,实现对材料微观结构的灵活调控。其升温速率在100~3000 ℃/min之间,通常保温时间不超过10 min。与传统的烧结技术相比,SPS具有更高的热效率,能够在更低的温度实现材料的快速密实化。而在SPS技术的基础上发展的一系列快速烧结新技术(SPS Plus)为特种陶瓷制备提供了很多可能性。
2.1 SPS原子扩散过程研究
SPS烧结为什么如此之快是各国研究人员探索的热点,多数学者从证明等离子形成的角度来解释这一现象。实际上,脉冲大电流热加工过程是由原子的扩散过程来实现的。因此,原子的扩散是决定脉冲大电流热加工的重要因素。在脉冲大电流加工过程中原子是如何扩散的,与一般的加热烧结、焊接是否一样,脉冲大电流形成的特殊电场及磁场是否对原子的扩散有大的推动作用,弄清这些问题成为进一步揭示脉冲大电流热加工机理的关键。 Wang和Tan等[1-3]设计出3种样品预构件(如图2),来研究SPS条件下片状材料、线状材料和球形颗粒之间的原子扩散过程,并与传统辐射加热方式(热压烧结,HP)中的原子扩散过程进行对比,来探究SPS是否对原子的扩散有推动作用,从而揭示其快速高效的原因。研究结果显示,在这3种预构件中,SPS技术与传统的热辐射加热相比都可以加速接触面处原子扩散速率,在相对较低的温度就能获得更高的致密度。从而从原子扩散的角度解释了SPS技术使得材料快速致密化的原因。

图2 研究SPS烧结时原子扩散过程的3种预构件:片状材料(a),线状材料(b),球形材料(c)[1]Fig.2 Three unique designs for analysis of atoms diffusion of SPS technology: flakes (a),strips (b) and sphere particles(c)[1]
2.2 快速原子扩散的意义
2.2.1 快速烧结
SPS技术中原子快速扩散对于先进陶瓷制备最显著的意义在于快速烧结。近几年来科研工作者利用SPS在快速烧结方面的优势,在制备透明陶瓷、耐火材料、金属陶瓷和超高温陶瓷等方面取得了一系列研究成果[4-15]。
Yang[4]等利用SPS技术快速制备了α-SiAlON陶瓷(通式为MxSi12-m-nAlm+nOnN16-n,n表示Al-O键取代 Si-N键的个数,m表示Al-N键取代 Si-N键的个数)。其主要研究了当金属元素M为Li时(即Li-α-SiAlON陶瓷),在1750 ℃的烧结温度下低氧组分m=0.4~1.2,n=1.0以及不同的升温速率对试样的致密化、相组成、显微结构以及光学性能的影响。结果表明:升温速率不低于100 ℃/min时,Li2O的挥发能被有效抑制。除了组分m=0.4外,其它组分的试样都已完全或接近完全致密,但随着m的增大晶界玻璃相和柱状晶越来越多。当升温速率大于200 ℃/min时,由于富氧液相的生成导致动态熟化机制被激活,从而促进晶粒的快速异向长大。但对于组分m=0.6,快速升温会使成分偏移至α/β-SiAlON相区,导致晶界残留较多玻璃相,试样完全失透。因此,制备半透明Li-α-SiAlON陶瓷的最佳条件:组分m=0.6,n=1.0,升温速率100 ℃/min,烧结温度1750 ℃,保温时间5 min。在此条件下,得到厚度为0.5 mm半透明Li-α-SiAlON陶瓷的最大红外透过率为57%,断裂韧性为3.0 MPa·m1/2(如图3所示)。此外还研究了在SPS条件下Li-α-SiAlON陶瓷的致密化机制,主要的致密化机制为中间相LiSiON熔化所造成的第二次颗粒重排,当升温速率超过200 ℃/min时,中间相的生成明显被抑制。
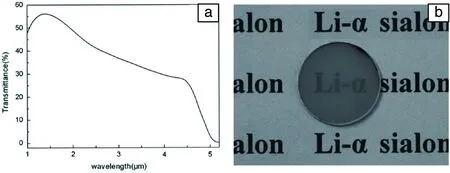
图3 SPS制备Li-α- SiAlON陶瓷的红外透过图谱(a)及样品光学照片(b)[4]Fig.3 Li-α-SiAlON sintered by SPS technology: (a) infrared transmittance and (b) optical photograph [4]

图4 纯TiB2在1700 ℃条件下通过SPS烧结获得的样品的扫描电镜照片(a),添加质量分数为5%高熵合金助烧剂的TiB2陶瓷在1500~1700 ℃烧结温度下的制得样品的扫描电镜照片(b~f)[13]Fig.4 SEM images of pure TiB2 sintered at 1700 ℃(a) and TiB2 added with 5wt.% HEA sintered at temperatures of: 1500,1550,1600,1650 and 1700 ℃,respectively (b~f)[13]
Ji等[5]以Ti-Al金属间化合物作为添加相、采用SPS技术对碳化硼(B4C)陶瓷进行过渡液相烧结制备。实验结果分析证明,在烧结过程中,Ti-Al金属间化合物在低于B4C的烧结温度下会先熔化成液相,均匀分布于烧结体系内促进陶瓷的传质和致密化。随着温度上升,液相与B4C陶瓷发生反应生成TiB2和Al4C3,使得此体系变为3种耐火相的烧结体系。烧结过程中形成的纳米级TiB2和Al4C3陶瓷颗粒均匀地分布在B4C陶瓷三角晶界处,起到了钉扎的作用从而很好地抑制了B4C陶瓷颗粒的生长。而且由于Ti-Al金属间化合物是先熔化再与陶瓷反应的,晶界处形成的陶瓷依然保持着液相的形态,因此可以很好地填充烧结体系中的气孔。高的致密度和细小的晶粒尺寸使得添加适量Ti-Al金属间化合物得到的陶瓷样品具有很好的力学性能。在添加质量分数为5%,烧结温度为1700 ℃、烧结压力为32 MPa、保温时间为5 min的条件下得到B4C基陶瓷材料接近完全致密(99.5%),各相分布均匀且具有优异的力学性能(维氏硬度33.5±0.4 GPa,抗弯强度506±14 MPa,断裂韧性5.5±0.1 MPa·m1/2。这使得B4C的烧结温度与无压烧结相比降低了近400 ℃,同时也大大缩短了烧结时间,证明了通过SPS技术可以在较低温度下通过过渡液相烧结技术快速制备高性能B4C陶瓷。在制备金属陶瓷方面,Zhang和Li等[6,13,14]报道了一种将高熵合金作为烧结助剂,通过SPS快速液相烧结技术制备二硼化钛(TiB2)-高熵合金金属陶瓷的方法。在这一工作中,首先通过机械合金化制备了CoCrFeNiAl系高熵合金粉体,然后研究了其与TiB2陶瓷材料的高温润湿性,最后添加质量分数为5%的高熵合金作为助剂制备了TiB2陶瓷材料。结果表明,CoCrFeNiAl系高熵合金与TiB2之间具有很好的高温润湿性能,制备的陶瓷材料通过结合液相区域能谱分析和透射电镜高分辨图像证明了高熵合金的存在。在添加质量分数为5%高熵合金添加剂、1650 ℃的烧结温度,30 MPa的烧结压力和5 min的保温时间的优化条件下,制备的TiB2基金属陶瓷获得了高的致密度和良好的综合力学性能,包括其致密度为99.62%,抗弯强度为820±9 MPa,维氏硬度为2386±18 HV5,其微观形貌如图4所示。与传统方法相比,此方法具有烧结温度低、烧结时间短的优势。
Xiang等[10]以ZrH2为添加剂,通过SPS快速烧结技术实现了ZrC陶瓷的低温密实化。在升温过程中,ZrH2分解为Zr与H2,之后Zr与ZrC发生反应,改变了ZrC的实际成分,使ZrC晶格中的C原子空位增加。这导致ZrC晶体的屈服强度降低,强化了塑性形变机制对致密化过程的控制;也使晶体在高温下基于固相扩散的物质传输得到强化,晶粒生长的激活能下降,最终同时促进了ZrC的致密化与晶粒生长过程。对于合成的纳米ZrC粉体ZrC0.84O0.13,最优的ZrH2添加量为6%(质量分数),此时ZrC在1650 ℃/5 min/100 MPa的烧结条件下达到了完全致密,平均晶粒尺寸为1.3±0.2 μm,维氏硬度为21.2±1.0 GPa,断裂韧性为2.2±0.3 MPa·m1/2;相比不添加ZrH2的样品,达到完全致密的烧结温度降低了200 ℃,晶粒尺寸降低13%,力学性能也因晶粒细化而得到增强。同时,在ZrC粉体中添加ZrH2还能够有效地去除材料中的C杂质,改善ZrC陶瓷的力学性能。
2.2.2 界面扩散焊接
SPS中快速原子扩散也给结构材料的快速连接技术提供了新方法。Peng和He等[16-19]采用脉冲大电流加热扩散焊接技术焊接了Al-Li合金1420以及完成了Ti6Al4V和TiB2-Ni金属-陶瓷的复合焊,并对脉冲大电流热加工方式下的原子扩散机理进行了研究。采用脉冲大电流加热扩散焊接技术在823 K、60 K/min升温速率条件下获得了最大拉伸强度为276 MPa的Al-Li合金1420接头。通过对该体系的研究发现,脉冲大电流加热扩散焊接条件下,焊接时间延长和焊接温度的升高并不能导致接头拉伸强度的提高,而焊接电流为整个焊接过程中最重要的控制因素。研究人员在焊接界面处发现了沿{400}生长的AlLi49相,认为界面处发生了AlLi相向AlLi49相的相变过程。通过分析,该相变反应的发生主要归因于电流对于相变反应的促进作用。他们还研究了该相变反应发生的驱动力以及电流促进下的相生长机理,并且合理的解释了电流对于脉冲大电流加热扩散焊接的影响机理。焊接Ti6Al4V同TiB2-Ni(80%,质量分数)金属-陶瓷复合材料时,在1273 K、300 K/min升温速率条件下获得了最大接头拉伸强度,达128 MPa。也发现在本体系中,电流对于焊接界面处连接点的产生起着决定性的作用。在焊接过程中电流同时也促进了材料中的残余应力的增加。该工作还利用ANSYS软件来对焊接过程的温度场进行模拟,通过模拟结果和实验结果的对比,发现同普通辐射加热扩散焊接相比,脉冲大电流扩散焊接技术进行焊接时有对基体的热损伤较小、焊接耗时极短、焊接变形量极小的优点。
3 基于类塑性变形为致密化控制机制的高压SPS技术
特种陶瓷材料,特别是硼化物陶瓷大多为强共价键陶瓷,原子自扩散系数低,烧结困难。为了获得高致密度,传统的基于原子扩散机制的烧结方法通常需要很高的温度(>2000 ℃),结果往往出现晶粒异常长大现象,导致性能劣化[20]。同时获得高密实度和控制晶粒长大是国际前沿和难题[21,22]。
国外材料科学家为此开展了多年的探索。美国宾夕法尼亚大学的Chen等[23]以纳米氧化钇(Y2O3)为例提出了著名的“二步法烧结”技术。第一步先将Y2O3坯体快速加热到1250~1300 ℃使其达到约80%的致密度,这一步中陶瓷晶粒尺寸在高温下增大了4~6倍;第二步将温度降至1150 ℃并保温20 h,低温抑制了陶瓷晶粒的生长,最终制得了晶粒尺寸为60 nm左右的致密纳米陶瓷材料。韩国先进科学技术研究所的Kang等[24]报道了钛酸钡(BaTiO3)陶瓷材料低温长时间保温的烧结方法。他们将坯体在相对较低的烧结温度下保温100 h以上,获得了致密度95%且晶粒有限长大的块体陶瓷材料。以上两种烧结方法虽然对于传统烧结技术是很好的突破,但仍然存在不足之处。前者晶粒尺寸依然增长了数倍,后者难以获得全密实陶瓷材料,且两者保温时间都很长,对于能源和时间的损耗不利于应用。
在研究烧结温度对陶瓷致密化和晶粒生长影响规律时研究人员发现:烧结初期温度的升高对晶粒生长作用不大,当烧结温度高于一个阈值温度Tg时,晶粒尺寸就会快速增大[25];烧结初期致密化过程缓慢进行,当温度达到一个阈值Td时,致密化速率显著增加[26]。对多数材料而言,Td是小于Tg的,那么就存在一个温度区间,可以使陶瓷材料在发生致密化的同时不发生或者发生有限的晶粒长大。这一温度区间是很吸引人的,但关键问题在于当烧结温度达到晶粒生长阈值温度时,陶瓷坯体的致密度往往还很低,甚至只有60%左右。这就说明仅仅依靠热驱动下的原子扩散很难达到高致密且晶粒不长大这一目的,需要增加其它烧结驱动力。而研究表明,在SPS烧结过程中,通过石墨模具给陶瓷坯体施加轴向压力可以在不影响晶粒生长的同时促进陶瓷的致密化,因而压力是一种理想的外加驱动力[27-29]。
对于加压烧结,特别是在烧结初期,当颗粒接触点出现高应力时,类塑性变形是一种重要的致密化方式。实际上,在压力辅助烧结过程中多种烧结机制会同时起作用。但是相比于无压烧结中占主要地位的晶格和晶界扩散,类塑性变形和蠕变机制会在压力辅助烧结中起到更大作用[30,31]。在加压烧结的初始阶段,陶瓷颗粒之间的接触面积相对于颗粒尺寸来说很小,仅为一个接触点,所以颈部的接触应力是非常大的。当施加压力增大时,接触应力也随之增大。在极大的接触应力下,接触面发生屈服,导致陶瓷颗粒之间的接触由点接触变为面接触,同时颗粒接触面之间的切向应力也会导致晶界滑移,这两种类塑性变形使得陶瓷颗粒中心之间的距离变小,因而促进了陶瓷坯体的快速收缩致密化[32]。接触面增大造成的应力减小以及变形导致的加工硬化使得类塑性变形的作用逐渐减小,当晶界应力不足以导致类塑性变形时,压力辅助条件下的蠕变和扩散机制也会使得致密化较快进行,直至完全致密。
Fu等[33]提出了基于类塑性变形为控制机制的高压、低温、快速烧结新技术原理:第一,将烧结温度控制在导致晶粒生长的门槛温度Tg以下,抑制晶界迁移、控制晶粒生长;第二,提高压力,依靠高压和相对高温条件下的塑性变形实现致密化。这一观点挑战了传统的原子扩散为控制机理的陶瓷烧结致密化机制。研究者选用了微米级的B4C陶瓷这种难以烧结但是又具有广泛和迫切需求的工业材料作为研究对象,研究结果显示对于B4C陶瓷,这一窗口温度为1675~1700 ℃的狭窄区间。在这一低温区间下结合80~100 MPa的高压力制备了全致密、晶粒不长大且力学性能优异的B4C块体材料,如图5所示。烧结样品的显微形貌如图6所示,与原料粉体粒径相比没有发生明显的晶粒长大现象。

图5 类塑性变形为控制机制的烧结过程中晶粒尺寸、相对密度与温度的关系[33]Fig.5 Relative density and grain size of B4C ceramic as a function of temperature during the sintering with quasi-plastic deformation as the dominant densification mechanism[33]
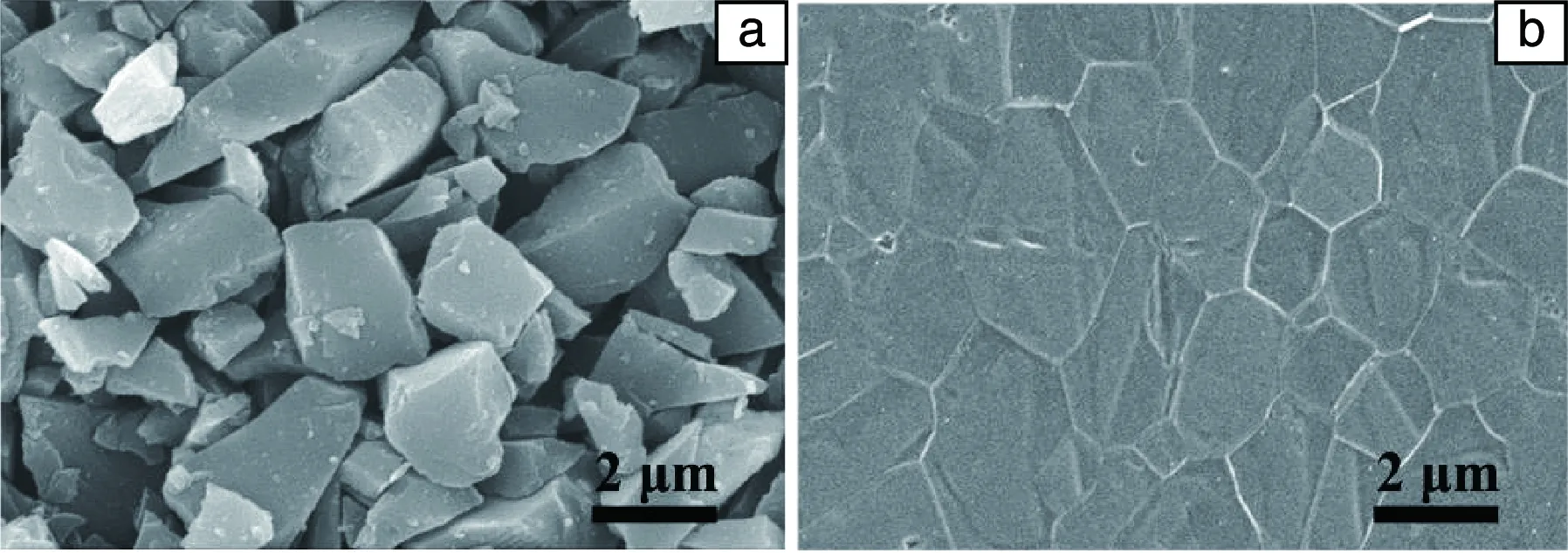
图6 B4C陶瓷粉料(a)和密实B4C陶瓷的显微照片(b)[33]Fig.6 Microstructures of B4C raw powder (a) and dense B4C ceramic sample (b)[33]
研究人员提出和验证了基于类塑性变形快速烧结过程的二阶段模型。通过将理论计算和实验结果的结合分析,将低温高压高效烧结的过程分为了两个阶段:第一个阶段中陶瓷颗粒之间在较高温度下,由于接触面积很小而产生了极大的接触压力,从而发生了陶瓷材料的类塑性变形,坯体获得80%左右的较高致密度;随着接触面积的增加接触压力逐渐减小,当其小于材料高温极限屈服应力时类塑性变形停止,于是第二阶段中依靠在高压力下的晶界扩散和蠕变机制陶瓷致密化得以快速完成,如图7所示。这也成功证明了塑性变形为低温高压烧结工艺中的主要烧结机理,这在陶瓷科学和工程中是一个新的观点,也很好地解释了为什么可以在很短的烧结时间内获得全致密且晶粒不长大的B4C陶瓷。

图7 基于类塑性变形烧结过程的二阶段模型[33]Fig.7 Schematic of the sintering route by quasi-plastic deformation as the dominant densification mechanism[33]
在后续的研究中,Ji等[34]利用超高压装置获得了更高的压力条件,在900 ℃、1.5 GPa的条件下,以初始晶粒尺寸为60 nm的3% Y2O3(摩尔百分数)稳定ZrO2(3YSZ)陶瓷粉体为原料成功制备了全致密且晶粒不长大的纳米陶瓷块体材料。其烧结温度较传统方法降低了400 ℃,样品维氏硬度超过14 GPa,较传统方法制备的3YSZ陶瓷提高了12.5%。显微结构表征和模型计算均证明以高温屈服和滑移为表现形式的塑性变形机制为该工作低温高压制备晶粒不生长的纳米陶瓷的主要烧结机制。
4 SHS/QP制备金属陶瓷、复相陶瓷和叠层材料
SHS技术是利用外部提供的能量诱发,使强放热反应体系的局部发生化学反应,形成反应前沿燃烧波,此后化学反应在自身放出热量的支持下,继续向前进,使邻近的物料发生化学反应,结果形成一个以一定速度蔓延的燃烧波,随着燃烧波的推进,原始混合物料转化为产物,待燃烧波蔓延至整个试样时,则合成了所需的材料。通过利用SHS反应来进行陶瓷材料的烧结(SHS Plus),可以使陶瓷坯体在几秒钟之内达到数千摄氏度的高温,是一种超快速的烧结新技术。
利用SHS烧结技术可以在短时间里合成材料,但是直接获得的产品往往是多孔、疏松状的,不能作为结构件用。将SHS过程与动态快速机械轴压结合起来,一次完成材料的合成与密实化过程的新工艺成为研究的热点[35]。其实际过程是:当SHS反应刚刚完成,在 SHS 产物还处于高温软化状态时,快速对其施加一个大的压力, 通过晶粒的重排和金属液相的毛细流动获取密实材料, 此方法实际上是SHS过程加上一个快速加压过程( quick pressing ),所以我们称其为自蔓延高温合成结合快速加压(self-propagating high-temperature synthesis plus quick pressing,SHS/QP)技术,其设备工作原理如图8所示。研究人员[36]认为这一方法有两个技术要点:第一,自蔓延高温合成反应过程与加压时机的匹配对于样品有效致密化是非常重要的;第二,对于自蔓延高温合成反应整个过程的掌控和对其各个细节参数的设计和控制同等重要。SHS/QP过程中可以控制的参数如图9所示,其中tw为自蔓延高温合成反应时间;td为加压延迟时间;tP为保压时间;P0为预压力;Ph为加压压力。

图8 “自蔓延高温合成结合快速加压技术”设备的工作原理图[35]Fig.8 Schematic of SHS/QP technology[35]

图9 “自蔓延高温合成结合快速加压技术”过程中的可控参数Fig.9 The controllable parameters in SHS/QP process
Fu等利用SHS/QP技术制备了TiC-Ni和TiB2-Fe两个体系的金属陶瓷材料[37,38],其中TiB2-Fe金属陶瓷的显微形貌如图10所示。从理论上分析了体系组成和稀释剂含量等对TiC-Ni和TiB2-Fe体系SHS过程的影响,计算得到TiC-20% Ni(摩尔百分数)的SHS过程激活能为166 kJ/mol,预示着其反应过程为溶解-析晶机理控制;而TiB2-40% Fe(摩尔百分数)的SHS过程激活能为399 kJ/mol,接近Ti+2B在低燃烧温度区域的反应过程激活能,预示着一种扩散控制机理。从实验上研究了加压延迟、压力延续和压力大小等工艺参数对TiC-Ni和TiB2-Fe金属陶瓷密实度和结构的影响,讨论了SHS/QP过程中材料结构形成的机理。通过优化和控制工艺参数,制备出了良好力学性能的金属陶瓷,为金属陶瓷的制备提供了一条新的途径。

图10 SHS/QP技术快速制备的TiB2-Fe金属陶瓷材料微观形貌照片: 纯TiB2(a)和TiB2-Fe金属陶瓷(b)[38]Fig.10 Microstructures of pure TiB2 and TiB2-Fe cermets fabricated by SHS/QP method[38]
自蔓延高温合成结合快速加压技术在制备梯度材料方面也有一定的优势。功能梯度材料(functionally graded material,FGM)是为了解决高温环境下材料内部界面处热应力集中问题而提出的。材料组成和性能的突跃过渡,经常引起很大的局部应力集中,而如果从一种材料到另一种材料为梯度的过渡,则可在很大程度上降低应力集中。对于陶瓷-金属梯度材料,由于难熔陶瓷和金属烧结速率的巨大差异,用传统热压烧结法很难制备。SHS反应和冷却速率都很快,液相存在时间非常短,因此与热压烧结相比,燃烧合成制备的梯度材料更不易由于均化作用而使组分梯度消失。同时,由于SHS各层的温度随组分变化,含陶瓷相多的梯度层燃烧温度高,从理论上说,可实现梯度材料不同梯度层的温差烧结,使各层烧结速率基本一致,从而提高整体材料的致密度和性能。
Liu等[39]根据SHS的工艺特点,采用SHS/QP技术制备了(TiB2+Fe)/Fe梯度材料,实物宏观照片如图11所示。首先通过对不同Fe含量的Ti+B+Fe体系绝热温度计算和试样温度有限元计算,确定了(TiB2+Fe)/Fe梯度材料各层合理的厚度,之后采用SHS/QP技术制备了(TiB2+Fe)/Fe梯度材料。电子探针分析表明(TiB2+Fe)/Fe梯度试样中各层间没有了明显的界面,沿厚度方向由富陶瓷相向富金属相连续转变。背散射电子像分析表明从富陶瓷侧到富金属侧,材料的显微结构也是梯度变化的。样品的显微形貌及陶瓷、金属元素分布如图12所示。
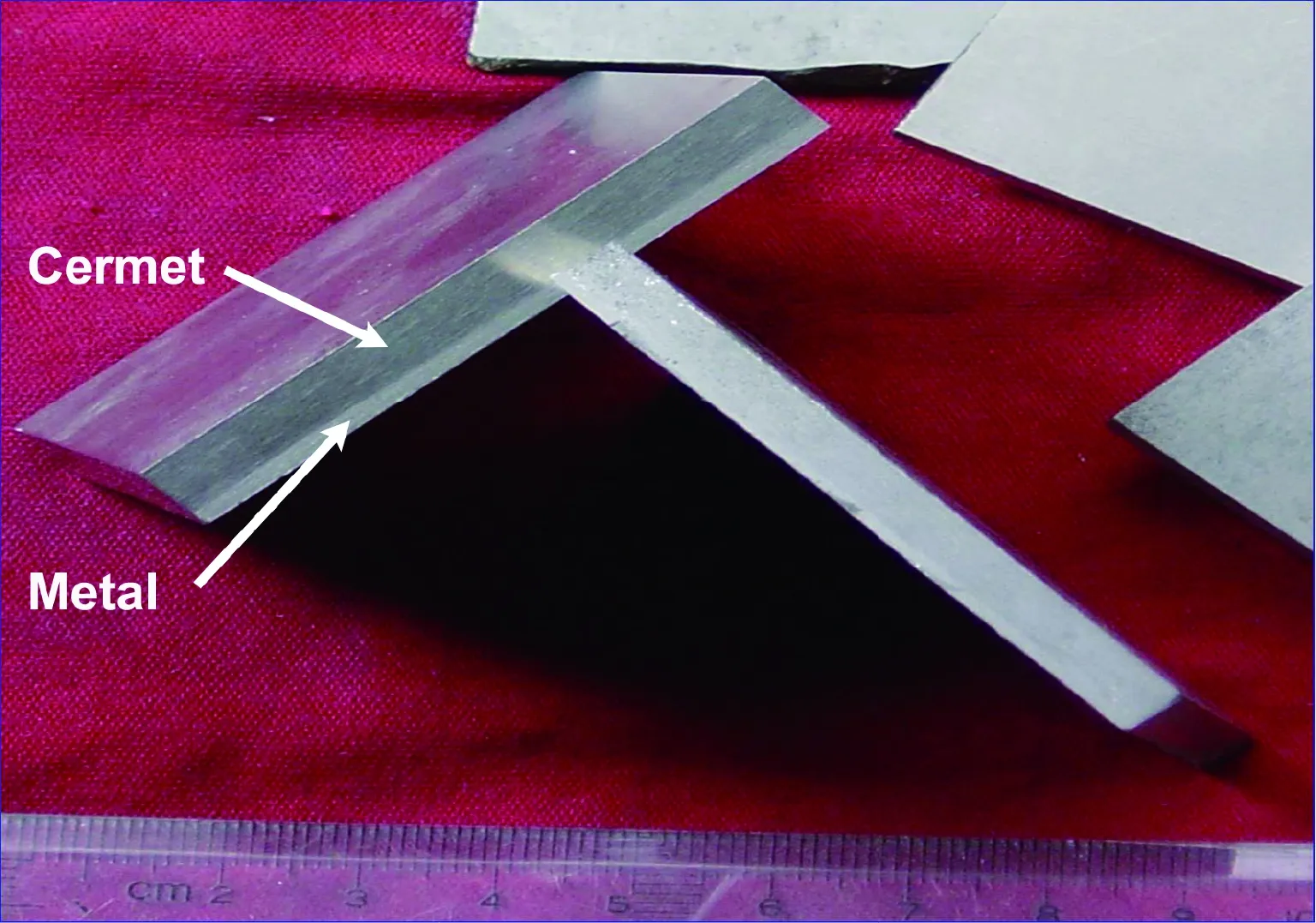
图11 利用SHS/QP技术制备的梯度试样的宏观照片Fig.11 Photograph of FGM fabricated by SHS/QP technology

图12 (TiB2+Fe)/Fe梯度材料的扫描电镜照片和元素线扫描图[39]Fig.12 Secondary electron image of (TiB2+Fe)/Fe FGM and elemental line distributions of Ti and Fe[39]
5 SHS/QP制备纳米陶瓷
通过SHS/QP技术可以制备高性能纳米陶瓷材料,此方法利用燃烧反应的热效应为纳米陶瓷提供烧结所需的温度条件,并在高外加压力的作用下快速地致密化纳米陶瓷。在此过程中,高外加压力有利于促进纳米陶瓷的致密化过程,从而克服了传统的燃烧反应法的产物致密度较低的缺点。而且,此方法提供了超高的升温速率(>1600 ℃/min)和较短的高温阶段的持续时间(不超过数分钟)等特别的温度条件,从而使纳米陶瓷在烧结过程中的晶粒生长现象被有效地抑制。

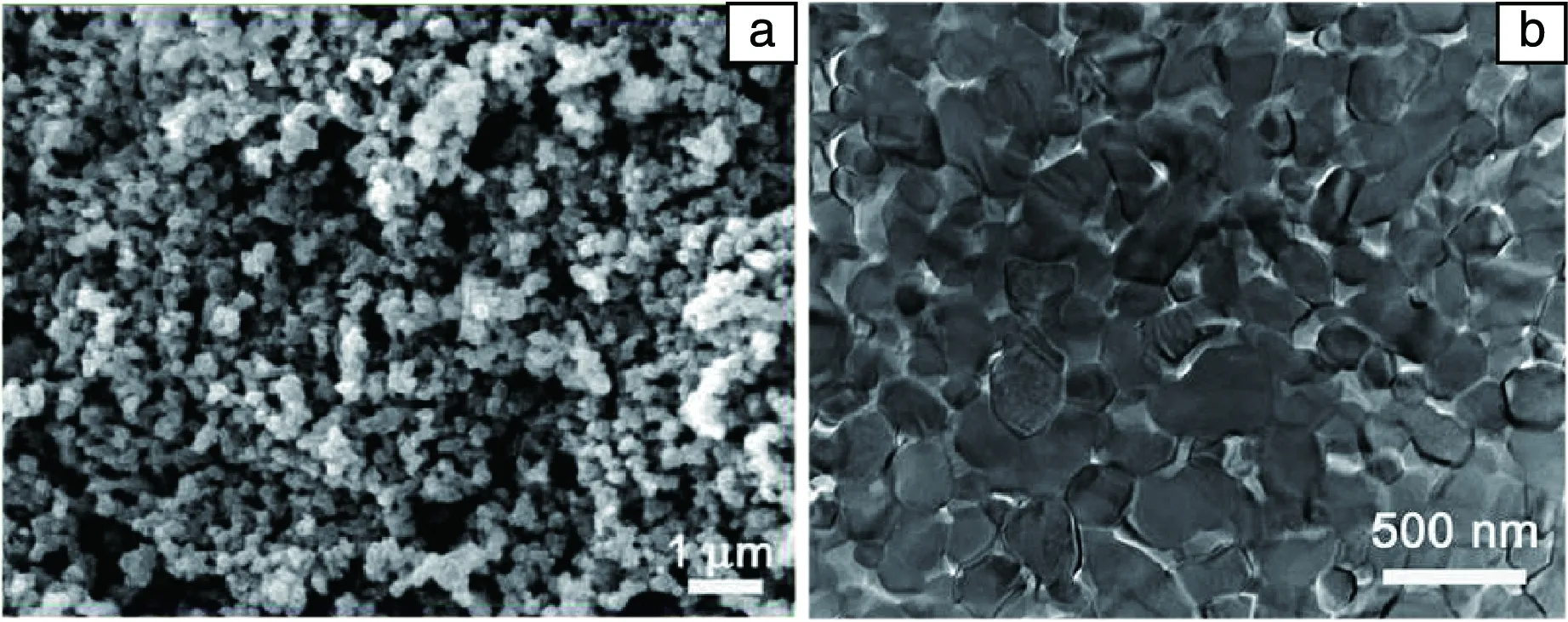
图13 200 nm粒径氧化铝原粉显微形貌(a),“自蔓延高温合成结合快速加压”制备的氧化铝陶瓷显微形貌(b)[40]Fig.13 Microstructure of Al2O3 raw powder with a particle size of 200 nm (a) and dense Al2O3 sample fabricated by SHS/QP (b) [40]
Liu等[42,43]以平均颗粒尺寸为50 nm的氧化镁多晶陶瓷粉体为原料,采用由镍粉和铝粉组成的高温自蔓延反应体系为纳米陶瓷的烧结提供所需的温度条件。在烧结温度为1620 K和压力为170 MPa 的条件下制备了相对致密度为99.1%的氧化镁纳米陶瓷,其晶粒长大过程几乎被完全抑制。该工作还分别研究了氧化镁纳米陶瓷与压力相关的各种致密化机制,包括塑性流动、扩散和位错蠕变等。结果显示,由晶界扩散蠕变机制辅助的塑性流动机制为此致密化过程的速率控制机制。此外,应力回复机制被认为可能在此致密化过程中辅助塑性流动机制,从而将塑性流动机制的致密化速率提高但不引发晶粒内部的位错增殖及晶粒塑性变形现象。在另一个工作中,他采用平均晶粒尺寸为100 nm的氧化镁纳米陶瓷粉体为原料,研究纳米陶瓷的晶粒生长机制的主导机制及作用效果。在经优化的压力条件和烧结温度为2080 K的条件下,氧化镁陶瓷的平均晶粒尺寸增大至500 nm,且其微观结构中存在着典型的气相传质机制的作用特征。模型分析和微观形貌观察结果显示,气相传输机制为此条件下晶粒长大过程的主导机制,且其作用效果在压力作用下得到强化。此外,外加压力的施加降低了固相传质机制所产生的晶粒长大效果,但增强了气相传质机制所导致的晶粒长大效果,并可将主导的晶粒生长机制由表面扩散机制转变为蒸发-凝聚机制。以SHS/QP技术制备的高致密度的氧化钇纳米陶瓷(相对致密度为98.5%)为研究对象,对纳米陶瓷的晶粒生长现象的抑制机制进行了研究。通过对其显微结构的演变过程和主导机制的作用效果的研究可知,超高升温速率和在最高温度时施加的高压力的协同作用,不仅实现了纳米陶瓷的快速致密化,而且有效地抑制了烧结前期的以表面扩散机制为主导的颗粒粗化现象。而在烧结后期,被保持的纳米结构有助于维持扩散致密化机制高效地进行,从而降低纳米陶瓷致密化所需的烧结温度并减少必要的高温阶段的持续时间,进而达到限制晶粒长大效果的目的。而且,高密度的纳米晶界孔隙可在低烧结温度下有效地阻止晶界迁移现象的发生,从而抑制以晶界迁移机制为主导的晶粒长大现象,并且促进基于扩散机制的致密化过程。
Huang[44]等利用SPS和SHS/QP两种快速烧结方法对比研究了碳纳米管增强氧化铝陶瓷材料(CNTs/Al2O3)的制备技术。利用SPS方法进行CNTs/Al2O3陶瓷的烧结时,添加0.2%CNTs(质量分数),当烧结温度为1300 ℃,保温时间0 min时,断裂韧性较未添加CNTs的样品提高约20%。延长保温时间,晶粒迅速长大,碳纳米管破坏加重;提高烧结温度,在高温下原分散于晶粒间的碳纳米管容易聚集在多个晶粒形成的孔隙处,呈絮状形态,严重影响力学性能,分析表明此种现象与SPS工艺的特殊烧结机理相关。提高SPS烧结的升温速率(500 ℃/min)可以较好地抑制碳纳米管絮状形态的形成,有利于力学性能的提高。在SHS/QP制备CNTs/Al2O3陶瓷材料的工作中,当掺加CNTs为1%时,在加压120 MPa的条件下可以制得断裂韧性明显提高的致密陶瓷基复合材料,相比相同条件下纯氧化铝提高近50%。碳纳米管的主要增韧机制有桥联作用和拔出效应等,如图14的样品断口形貌所示。对比分析两种快速烧结方法,SHS/QP工艺虽然瞬时温度高,但升温速度更快,烧结过程更短(不超过5 min),可以更为有效地避免碳纳米管的破坏,且在瞬时高温高压下晶粒塑性流动使氧化铝与碳纳米管间形成良好界面结合,为碳纳米管的增韧作用提供了有力保障。

图14 SHS/QP制备碳纳米管增强氧化铝陶瓷材料的断口形貌扫描电镜照片[44]Fig.14 SEM images of fracture surfaces of CNTs/Al2O3 ceramics sintered by SHS/QP [44]
6 结 语
人类制备和使用陶瓷材料已经有几千年的历史,但直到现在先进陶瓷材料作为工程材料的重要一员,其广泛使用依然受限于传统烧结技术高耗能、高耗时以及产品性能低劣等因素的制约。快速烧结技术在特种陶瓷快速制备、材料连接、梯度和纳米陶瓷制备等方面已经体现出其巨大的优势。随着该类技术研究的不断深入,诸如原子扩散促进机制、材料快速密实化机理等基础科学问题的解释也将逐渐清晰。但不可否认的是目前快速烧结技术在工业领域还没有得到非常广泛的应用。我国当前节能减排科技发展战略给快速烧结新技术提供了很好的发展契机,也必定会推动特种陶瓷材料科学研究和工业应用的快速发展。
猜你喜欢
今日农业(2022年16期)2022-11-09 23:18:44
今日农业(2022年15期)2022-09-20 06:55:48
环球时报(2022-06-20)2022-06-20 17:06:23
陶瓷学报(2020年6期)2021-01-26 00:38:00
陶瓷学报(2020年6期)2021-01-26 00:37:54
陶瓷学报(2020年2期)2020-10-27 02:15:38
中成药(2019年12期)2020-01-04 02:02:26
基层中医药(2018年8期)2018-11-10 05:32:06
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24
上海金属(2015年1期)2015-11-28 06:01:11