
浅谈整车开发中冲压工艺过程开发的流程要点
2018-10-26 08:19吕荣佳毕文俊刘明明王峥
汽车实用技术 2018年20期
吕荣佳,毕文俊,刘明明,王峥
浅谈整车开发中冲压工艺过程开发的流程要点
吕荣佳,毕文俊,刘明明,王峥
(奇瑞商用车(安徽)有限公司,安徽 芜湖 241000)
文章以某款SUV车型整车开发项目为例,从产品开发的整体思路,结合工艺过程开发的要点,有针对性的对冲压规划流程及规范进行总结。重点介绍了以专业项目管理知识在冲压工艺过程开发中的运用,包括项目规划、过程执行、过程监控以及收尾结束四大阶段。
工艺过程开发;流程;标准
引言
随着中国汽车经济产业的不断发展,中国品牌经过数10年的不断学习和积累,通过内外结合,即通过学习国外先进管理经验、建立适合自身发展的内部标准。
冲压工艺过程开发流程并非新概念,其需要专业的项目管理和技术人员在实施项目过程中,应用管理实践、原则、过程、工具及技术的结果。以先进的项目管理经验来指导冲压工艺过程开发,形成一套较为完整的开发流程及要点。本文将以项目管理和冲压工艺规划的知识要点,提出一些开发过程中的流程思路和标准,供各位同事参考。
1 整体思路
1.1 新产品开发的工艺过程开发流程
一款全新整车产品的开发开始以启动预可研(俗称P-X)为起点,需经过预研(P0)、P1,P2,P3……项目总结(P9)10大过程。按照项目管理的经验也可分为规划过程、执行过程、监控过程、收尾结束过程四大过程组构成。
一般情况下,冲压工艺过程开发可分为:工艺策划、工艺分析、工艺开发、工艺验证、工艺优化及维护五大阶段。其图1明确定义了各阶段重点内容。
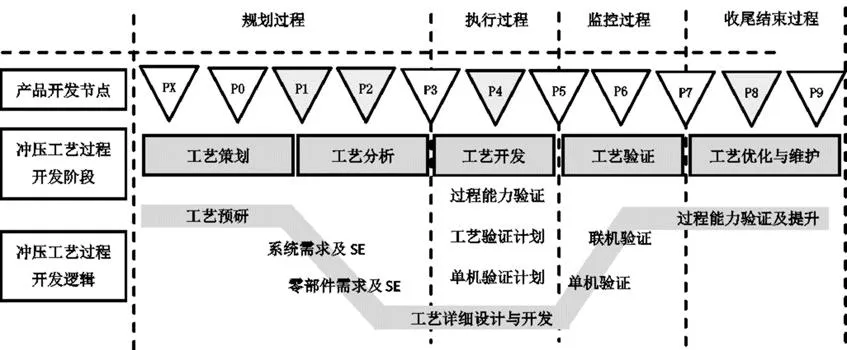
图1 冲压工艺过程开发流程矩阵
2 流程标准及相关指南介绍
2.1 冲压工艺策划
该过程是结合产品定义、销量预测、一级质量目标输入、项目一层计划等输入,从质量、周期、效率/成本、产能路线、资源、关键工艺及过程活动等多维度对项目开发的各项指标及达成路径进行冲压专业的可行性分析,此活动在PX-P3阶段开展。
2.1.1 P0阶段工作内容
本阶段为新项目初始研究阶段,为项目正式研究提供依据,主要工作内容为初始制造策略及新工艺新技术应用趋势研究。
2.1.2 P0-P1阶段工作内容
本阶段为新项目的研究阶段,为项目立项批准提供决策依据,主要工作是冲压专业制造策略研究(包括质量目标、周期、制造成本、自制外协策略、过程指标确定、工艺路线策划、投资与费用预算、初步的供应商策略、工艺技术要求提出等)、制造工艺可行性分析报告的编写。
2.1.3 P1-P2阶段工作内容
①项目工艺策划与工艺可行性研究阶段,主要进行的活动;
②根据制造策略分析结论,进行质量目标达成策划,记录风险并进行识别;
③根据项目计划进行编制确定专业网络计划;
④将P0-P1阶段设定的成本、效率等指标纳入制造目标达成策划;
⑤根据产品数据及历史FMEA确定关键工艺,制定关键工艺能力计划;
⑥结合生产基地产线资源情况,确认自制外协策略,形成自制外协件清单;
2.2 冲压工艺分析
冲压工艺分析是在产品开发阶段进行可行性同步分析,减少后期产品设计变更,节省开发成本,缩短开发周期,提高生产效率,确保产品数据满足工艺要求的过程。其主要活动主要包含造型分析、数据可行性分析、目标达成分析等,此活动在P0-P3阶段开展。
2.2.1 P0- P1阶段工作内容
①根据效果图与典型断面开展冲压制造可行性分析;
②根据CAS、M0、M1开展同步工程(SE)分析以及排查历史问题。
2.2.2 P1-P2阶段工作内容
结合产品设计团队提供的CAS、M0/M1数据开展工艺分析,具体工作如下:
①对产品造型进行制造可行性分析(CAS工艺评审、油泥模型工艺评审、断面工艺评审),主要包括产品工艺性分析、门盖压合可行性分析、历史问题排查等;
②对M0数据进行制造可行性分析,主要包括数据成型性验证、冲压工艺性分析(含门盖压合)、材料利用率验证等;
③对M1数据进行制造可行性分析,主要包括冲压工艺性分析(含门盖压合)、数据成型性验证、材料利用率验证、数据AUDIT虚拟验证、历史问题排查、单件GD&T和压合总成GD&T确认。
2.2.3 P2-P3阶段工作内容
结合产品设计团队提供的M2数据开展可行性分析,具体工作如下:
①对M2数据进行制造可行性分析,主要包括冲压工艺性分析(含门盖压合)、数据成型性验证、材料利用率验证、历史问题排查、A面检查等;
②依据M2数据编制工艺明细、工法草图,材料利用率汇总表及单件GD&T和压合总成GD&T确认。
③在试制阶段针对软模件进行冲压SE验证;
④在试制阶段开展软模件工艺问题对比排查,分析正式工艺是否存在风险;
⑤接收可能的M2数据后的设计变更的评审工作和设变分析工作;
⑥图纸会签阶段工作相关验证工作以及供应商提出的ECR问题处理。
2.3 冲压工艺开发
包含冲压工艺设计、冲压工装开发两部分,具体如下
2.3.1冲压工艺设计
冲压工艺设计是编制各种工艺文件和设计工装方案的总过程,本过程包含冲压工艺策划的目标达成分析、自制件冲压工艺方案设计(含材料利用率确定、自制件工艺草图、冲压模具工艺清单确定及关键工艺能力设计等)、冲压辅助工装设计(含端拾器开发清单确定和自动化吸盘布置设计)、自制件冲压工艺路线设计等。
2.3.1.1 P1-P2阶段工作内容
本阶段依据M1数据,结合自制件范围和质量目标、初始工艺路线开始开展初始工艺设计的相关工作。同时,根据初始工艺路线、M1数据同时结合CAE分析,完成M1数据阶段《自制件模具工艺清单》的编制,结合质量目标达成方案及《自制件模具工艺清单》汇总完成《初始工艺设计清单》。
2.3.1.2 P2-P3阶段工作内容
本阶段主要有两个主要工作组成,具体如下:
①结合产品GD&T和总成匹配要求,对产品的关键特性(关键匹配面、孔及极差要求)进行识别,并对重点部位可能出现的装车问题进行评估;同时分析冲压生产过程的控制方法、产品单件及总成测量方案,形成自制件产品关键特性识别报告;
②组织的单件及总成RPS/GD&T评审,根据冲压工艺特性,结合产品关键特性识别报告,提出意见和建议,对单件RPS/GD&T、压合总成RPS/GD&T进行评审,组织的单件及总成测量方案评审,结合产品关键特性识别报告,提出意见和建议。
2.3.2冲压工装开发
冲压工装开发是冲压模具工装、冲压辅助工装等开发的全过程,该活动跨度一般为P3~P5节点,主要包括模具招议标、模具图纸会签、FMC制作及检查、铸件质量检查、模具加工、模具装配调试、模具提样、制件及模具验收、模具回厂后的精度恢复等模具开发过程。
该过程分为八个阶段,具体如下:
①模具供应商预选及管理;
②模具图纸会签审核(材料利用率、CAE模拟、结构图、研合率卡);
③冲压产品设变相关工作;
④模具制造过程管理及冲压件质量提升;
⑤冲压板料及样件管理;
⑥冲压件模具预验收;
⑦模具精度恢复调试;
⑧模具终验收。
2.4 冲压工艺验证
冲压工艺验证活动是对冲压工艺策划和设计进行验证和确认实现设计的过程,主要包含冲压件验证、冲压模具工艺工装验证、冲压专项验证。该过程分为三个阶段,具体如下:
2.4.1冲压试制阶段工艺验证
该阶段是用于统一与规范冲压专业新车型项目试制工艺验证工作范畴,其在P2-P4阶段开展。
2.4.2冲压工艺文件编制
用于统一与规范新车型项目开发中需要交付的各种工艺文件的编制和下发工作。冲压工艺文件编制完成以后,P4-P5模具预验收回厂前,P5-P6模具回厂精度恢复调试阶段分别需要按照冲压工艺文件验证标准对冲压工艺文件验证核查。检查工艺文件的完整性、一致性、准确性。此过程在P3-P9阶段开展。
2.4.3冲压件匹配优化
该阶段是用于指导冲压件匹配优化工作,为冲压件质量达到节点质量目标,模具能够顺利预验收、终验收做好过程质量提升工作。此过程在P4-P7阶段开展。主要有以下内容:
①外观匹配:单件和四门两盖压合总成匹配;
②装配性验证:对生产线各工位的设备、工装、工艺、节拍等进行审核;
③黑车身:在冲压、焊装及涂装制造生产过程中不采取返工措施的黑色油漆车身。
2.5 冲压工艺维护与优化
指对在产车型的冲压工艺过程及模具状态进行维护、优化及提升,包含工艺文件维护及优化(P8节点之后)、在产车型变更管理(自制冲压件设变、自制件的钢厂变更、工艺路线变更、工艺参数过程变更)、在产车型的自制件质量提升、在产车型的自制件效率提升、定额管理等活动。分别为在产车型冲压工艺优化与维护及节点内审及历史问题总结,具体操作流程如下:
①在产车型冲压工艺优化与维护,用于P8节点后统一与规范在产车型冲压件的冲压工艺优化与维护,具体涵盖:冲压工艺文件维护、在产车型冲压件/模具质量提升、在产车型冲压件设变工作、冲压件钢材替换工作及定额管理工作;
表1 冲压工艺阶段及各过程的数据流向

②节点内审及历史问题总结,用于P3-P8节点统一与规范冲压专业新车型项目开发过程节点完成情况审核流程,检查项目流程文件与项目实际开发过程的相符性。
3 结语
冲压新车型工艺过程开发基本按照14个月开发周期以及12个月维护周期进行规划。规划过程阶段主要以目标确定、工艺分析与设计为主,此过程作为核心将长期影响可交付成果的目标达成。其次,执行过程中和监控过程对于工装开发及验收交付过程需要按照要点和标准建立一套符合自身事业环境下执行标准。最后,收尾结束过程的输出是组织非常重要和宝贵的过程资产。除了在技术和造型上满足日新月异的市场需求外,要坚持以缩短开发周期、减少工装开发投资、提高冲压件符合率、提高材料利用率为目标,不断迭代开发,持续改进。
[1]方勇.汽车车身覆盖件冲压工艺专家系统[D].西北工业大学 2001.
[2]崔令江.汽车覆盖件冲压成形技术[M].北京:机械工业出版社, 2003.
The process of stamping process development in vehicle development is briefly discussed
Lv Rongjia, Bi Wenjun, Liu Mingming,Wang Zheng
(Chery automobile (AnHui) co. LTD., Anhui Wuhu 241000)
This paper mainly revolves around paint coating process engineering cover sex.This experiment method is combined with the scene of the paint compatibility factors such as construction conditions.Combined with previous experience and through a large number of repeated.Summed up the automotive coating on judgment in a paint coating paint whether can meet the site construction.Based on the input of paint matching relations. Gradient plate of the manual spraying.Through visual to determine the engineering of the paint film thickness are covered a new experimental method is simple and fast for the site.
process development; flow;Criterion
U466
B
1671-7988(2018)20-206-04
吕荣佳,就职于安徽省鸠江区鞍山路奇瑞商用车有限公司。职称:工程师,主要研究方向:工艺规划技术集成。
U466
B
1671-7988(2018)20-206-04
10.16638/j.cnki.1671-7988.2018.20.076
猜你喜欢
模具制造(2022年5期)2022-06-27
汽车实用技术(2022年11期)2022-06-20
机电信息(2022年9期)2022-05-07
家庭影院技术(2020年4期)2020-05-21
表面工程与再制造(2019年3期)2019-09-18
科技与创新(2016年7期)2016-04-20
Coco薇(2015年10期)2015-10-19
中国科技纵横(2015年4期)2015-04-14
中国高新技术企业(2015年8期)2015-04-13
