基于UG五轴叶轮模块数控加工与仿真
2018-10-23 11:31:28包笑燕
机械管理开发 2018年10期
傅 飞, 包笑燕
(1.上海工程技术大学, 上海 200437; 2.施泰力工具(苏州)有限公司上海分公司, 上海 200432)
引言
叶轮是机械行业里的关键部件,在各个关键领域里扮演着重要的角色,叶轮加工的好坏、效率高低将直接影响到机械效率。由于叶轮属于复杂曲面类零件,其自身形状的特殊性决定了其加工的难度。目前加工叶轮普遍采用了多轴数控机床,先使用CAD/CAM软件生成叶轮加工刀路后处理生成适合机床的加工程序,然后再用VERICUT仿真软件对其进行模拟仿真,验证加工过程的正确性,这样可以避免加工过程中刀具碰撞及干涉现象[1]。
1 基于UG五轴叶轮模块生成刀路
加工叶轮分成四部分,分别为粗加工、叶片精加工、叶片根部圆角精加工、轮毂精加工。UG软件加工模块如图1所示。
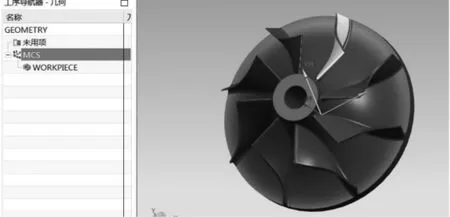
图1 叶轮
1)分析叶轮得出叶片根部圆角为R2.1,先建立刀具R5×60 mm,刃长30 mm为粗加工刀具,R4×60 mm,刃长30 mm为精加工叶片、流道的刀具,R2×60 mm、刃长30 mm为精加工叶片根部圆角的刀具,如图2所示[2]。
2)创建叶轮加工几何体mill_multi_blade,在对话框中的几何体中选择指定轮毂、指定报覆面、指定叶片、指定叶根圆角,叶片总数等,如图3所示。

图2 刀具数据

图3 叶轮模块
3)创建叶轮模块多叶片粗加工,刀具R5球头刀,几何体 MULTI_BLADE_GEOM,方法 ROUGH,如图4所示;创建叶轮模块多叶片精加工,刀具R4球头刀,几何体MULTI_BLADE_GEOM,方法finish,如下页图5所示;创建叶轮模块轮毂精加工,刀具R4球头刀,几何体MULTI_BLADE_GEOM,方法finish,如下页图6所示;创建叶轮模块叶片根部圆角精加工,刀具R2球头刀,几何体MULTI_BLADE_GEOM,方法finish,如下页图7所示;其中生成的各个刀路轨迹中的刀轴会自动选择合适的刀轴矢量来避免与叶轮的干涉,然后把叶轮的四个刀轨分别做变换操作,使整个叶轮刀路完整,如下页图8所示;最后使用UG后置处理文件(适合DMU50的双转台BC轴正交机床)生成G代码[3]。
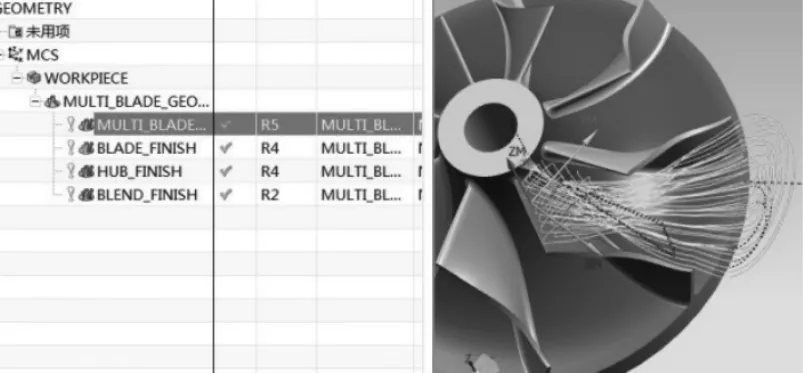
图4 粗加工叶轮
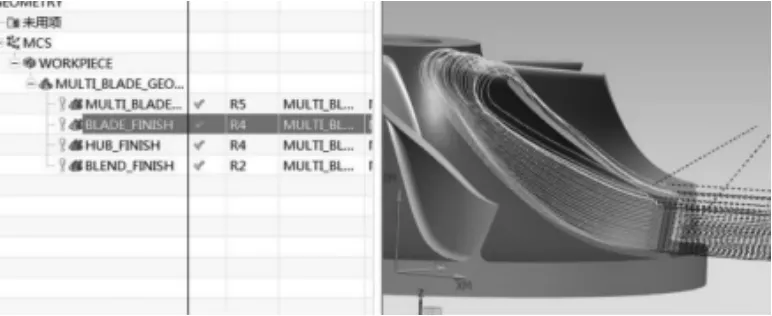
图5 精加工叶片

图6 精加工轮毂
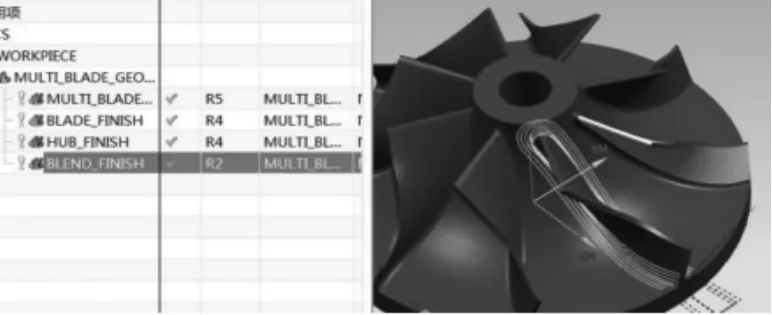
图7 精加工叶片根部圆角
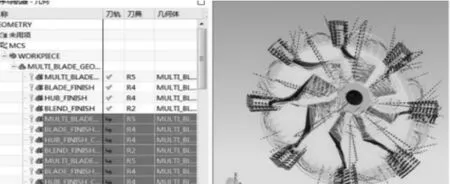
图8 叶轮完整刀路
2 基于DMU50五轴机床的模拟仿真加工
VERICUT软件是专门为数控加工做模拟和优化的软件,通过这个软件可以预先模拟加工,以减少很多不必要的损失。打开机床模型,添加模型文件、新增刀具,这里的刀具必须和UG中的刀具一致,新增工件坐标系,这里的工件坐标系也必须和UG中的加工坐标系一致,添加叶轮各个加工程序,模拟仿真加工,如图9、10所示。最后使用DMU50五轴机床现场加工叶轮,加工效果良好[4]。

图9 仿真加工过程
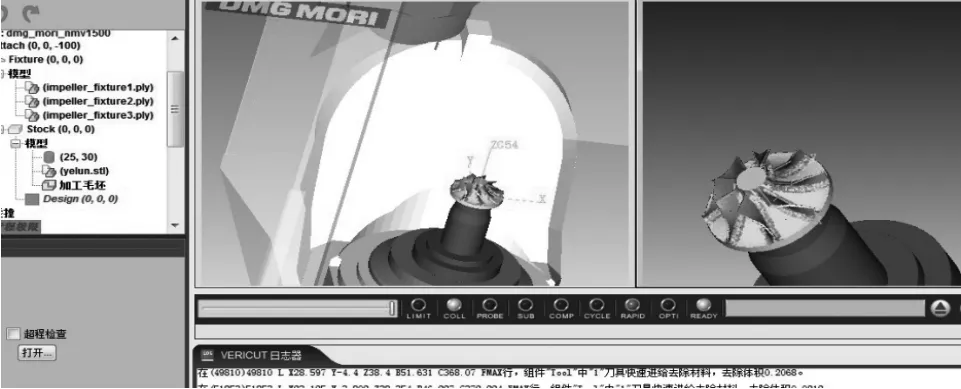
图10 仿真加工结果
3 结语
叶轮是机械行业里的典型零件,是航空航天的重要部件,在多轴联动加工叶轮时采用的加工方法直接影响到叶轮的表面质量、加工精度和加工效率。使用UG加工里的叶轮加工模块,使得叶轮加工效率得到很大的提升,不用像之前生成刀轨后要查看刀轴矢量是否会与叶片之间有干涉,再去调整矢量方向,使加工叶轮变得简单和模块化。使用VERICTU软件进行模拟仿真,检查刀具是否会与机床及夹具产生干涉等问题,避免了一些潜在的不安全因素。
猜你喜欢
模具工业(2024年1期)2024-01-30 08:27:34
电子技术与软件工程(2021年8期)2021-06-16 06:30:58
装备制造技术(2020年1期)2020-12-25 05:18:50
湖北农机化(2020年15期)2020-10-13 00:24:10
模具制造(2019年9期)2019-10-26 03:03:38
制造技术与机床(2019年6期)2019-06-25 10:17:18
科技创新导报(2019年34期)2019-04-10 06:40:55
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年7期)2018-01-19 02:29:50
制造技术与机床(2017年9期)2017-11-27 02:14:14