脱硫磨大齿轮润滑油喷射装置失效的原因分析与对策
2018-10-17 03:22邵宪饶
现代制造技术与装备 2018年9期
邵宪饶
(国电菏泽发电有限公司,菏泽 274000)
脱硫磨配套的JZP-1喷射装置已使用多年,喷射板由于生锈老化,齿轮油在喷嘴中喷出时,锈渣喷不出来造成堵塞,影响润滑效果,在不同时期对大齿轮喷射装置检查和检修中,发现磨机喷射装置失效是渐进的过程,且产生的原因较多,结合不同时期的状况,根据装置的使用情况。采取改造措施,以利设备的长久运行,延长大齿轮的使用寿命,确保制浆系统安全经济、长周期运行。
1 脱硫磨大齿轮损坏失效的原因分析
1.1 脱硫磨大齿轮喷射装置失效的主要原因
1.1.1 喷射油的质量和品质是喷射装置失效的主要因素
磨机在运行过程中润滑油被装置喷射到大齿轮上,起到了润滑作用,使大齿轮受力面形成油膜以保护金属表面。如果润滑油质量或品质出现问题,如油号不对、粘度等级差别、假的润滑油,尤其是小厂代工的润滑油,就会损坏喷射系统元器件,造成喷射装置失效,起不到润滑保护齿轮的作用,最后致使大齿轮设备损毁,造成更大的损失。尤其是使用过滤后掺配的劣质油,是直接导致喷射装置失效的罪魁祸首。
过滤后掺配的劣质油在温度稍高的环境下,油脂不饱和烃基快速裂解老化,形成胶状物,堵塞管道和喷嘴,极难清理,并在油泵入口形成堵塞物,导致油泵运行中无润滑油进入,油泵干磨损坏。出口阀芯形成环状胶质堵塞物,降低了油压和喷射量,导致装置无法正常运行。
1.1.2 没有油位显示远程信号和报警是喷射装置失效的重要原因
没有远程油位的显示信号(见图1)和报警装置,只有就地油位镜,巡检时才能发现油的情况,如果在油量消耗异常的情况下,会造成油位低或无油状态下运行,若巡检没有及时发现,运程无信息显示和报警,就会造成油泵空转运行,过热损坏。如果安装了油位的远程信号和报警,当需要添加润滑油和油位异常时,就会收到报警信号,能及时通知检修人员进行维修和润滑油添加,减少损失,不会造成设备损坏和喷射失效。
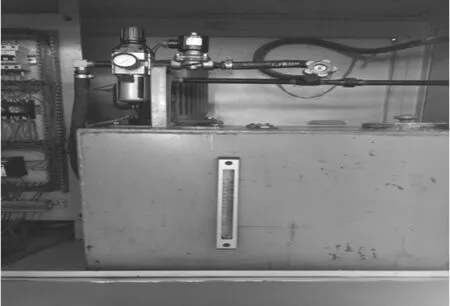
图1 喷射装置油位显示
1.1.3 电磁设备控制调节和故障对喷射装置失效有较大影响
随着运行时间的延长,电磁设备容易出现问题,控制时间不准确,喷油时间和间隔时间错误,出现无油喷出或喷油过多,致使喷射装置失效。
现场运行检查中发现润滑油每天都有添加,超过了正常使用的油量,检查喷射调节时间正常,都是按照要求设定的时间。但实际运行时电磁控制出现了故障,表象一切都正常,但实际没有按照设定运行。油的喷射时间没有按照设定停止,而是在继续喷射,设备也没有停止运行,油很快被用空。多次更换电磁设备也没有很好地解决出现的问题,出现控制失效,从而导致喷射失效现象。

图2 喷射装置控制按钮
1.1.4 油泵、用气设备、回油阀、控制阀门、管道等系统设备损坏是失效的直接原因
设备运行中,油泵的卡死、电机故障、用气故障、回油阀的失效、控制阀门(见图2)的损坏、油管(见图3)的泄漏和堵塞、化油器堵塞或穿孔、喷嘴的堵塞或脱落是喷射装置失效的直接原因,任何一个元器件出现问题,就截止了一个运行动作,直接导致无效喷射。
2 改造措施
2.1 选择合格的喷射油
对采购的喷射用油,根据使用情况季节要求进行更换,例如,夏季要求使用VG480,使用此油号的产品,冬季因温度较低使用粘度等级稍低的VG320,以利于系统和管道畅通,不失对齿轮的保护。在产品质量上使用大厂家的损耗用油,对不同批次的油到厂化验,有异议的化验结果,到当地质量技术监督局进行专业化验。
2.2 单体设备故障和油管理问题的处理
对单体设备进行调试、检查,发现有问题的设备进行更换,更换溢流阀,控制阀门和管道并形成两路喷油。
喷油两路组成如下(见图4):
油路:油箱电机运行→单向阀出油→溢流阀调节油量→喷嘴。
气路:空压机运行→过滤减压阀(过滤水、调节压力)→电磁阀→喷嘴。

图3 喷射装置管路
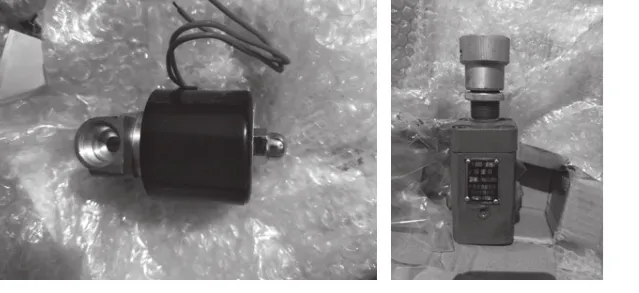
图4 喷射装置单体设备
2.3 对电气系统进行升级改造
对电气系统(见图5)进行升级改造,将原有的电控系统时间继电器控制改为西门子可编程PLC控制,所有时间均为自动控制,增加了西门子文本显示器方便观察运行时间,运行人员也可根据现场实际使用情况手动改变喷油时间。
2.4 机械系统设备的改动
更换原来机械系统,将原有的喷嘴改为铜质一体喷嘴(见图6),喷嘴上均匀分布有多个出油孔,每块喷射板共三个喷嘴根据大齿轮宽度均匀分布,由空压机提供气源,油箱电机提供供油。油、气经管路到达喷嘴混合后,形成雾状在压力带动下均匀喷出,形成油膜保护,减少大小齿轮的磨擦。

图5 喷射装置控制系统

图6 喷射装置喷嘴
2.5 运行检修人员维护要到位
改造后设备具有喷油时间自动控制、宜观察、检修方便易操作、雾化效果好等优点,以及喷嘴不宜堵塞油膜均匀覆盖的特点。检修人员维护到位非常关键,设备维护好就消除了造成喷射失效的许多潜在因素。如果维护工作跟不上,外在因素得不到解决,就会造成设备的损坏和失效。检修和运行人员要根据设备特点及时进行巡检、调节和维护,从而延长设备使用寿命,保证设备正常运行。所以,检修力量要强、技术要硬、维护要及时到位。
3 结语
喷射装置升级改造完成后,效果良好,从未发生喷射装置喷嘴堵塞现象,润滑油喷洒均匀可靠,使磨机齿轮传动系统工况得到改善,保证了磨机制浆系统的可靠运行,降低了消缺成本,彻底解决了大小牙轮振动大、喷油故障频发的难题,消除了潜在齿轮磨损隐患,切实延长了磨机大小牙轮的寿命,实现了更精确地喷洒量控制,减少喷洒润滑油的浪费,真正提高了制浆系统的可靠性,保证了机组负荷,提高了脱硫运行的安全性,保证了脱硫设备系统高效、经济地运行。
猜你喜欢
防爆电机(2021年3期)2021-07-21
建材发展导向(2021年6期)2021-06-09
建材发展导向(2020年16期)2020-09-25
车用发动机(2020年4期)2020-08-31
电子技术与软件工程(2019年17期)2019-10-09
上海建材(2019年3期)2019-09-18
汽车维修技师(2017年9期)2017-02-04
汽车维修技师(2016年1期)2016-08-12
汽车维护与修理(2015年7期)2015-02-28
汽车与新动力(2014年2期)2014-02-27