
激光切割对TWIP1180钢组织和力学性能的影响研究
2018-10-13 02:09:26冯菁菁戴志勇
机械工程师 2018年10期
冯菁菁, 戴志勇
(渤海船舶职业学院材料工程系,辽宁葫芦岛 125105)
0 引言
近年来,汽车工业正探索和开发新的钢铁材料作为汽车车身的研究,旨在减轻汽车质量和提高汽车安全性能[1]。TWIP钢是一种低层错能的奥氏体钢,具有高强度和良好的成形性,尤其是对冲击能量的吸收程度是现有高强度钢的2倍,且无低温脆性转变温[2]。因此,TWIP钢目前被大量应用在汽车板和制造具有复杂形状的结构关键部件上。
激光切割和激光拼焊技术是被誉为当今最成功的技术之一,尤其应用在汽车制造的激光拼焊技术[3]。然而,激光技术加工不同于传统机械加工,激光束对材料加工时具有速度快、热源集中的特点,会对组织和力学性能产生影响[4]。本文旨在使用激光切割TWIP钢时,对其组织和性能影响进行研究,为TWIP钢的应用提供参考。
1 试验材料及方法
试验采用厚度δ=2 mm的TWIP1180钢,试验钢化学成分如表1所示。
采用NH-500型CO2激光切割机(功率2.5 kW)。将试样切割为20 mm×10 mm×2 mm试样,沿轧制方向侧面进行取样,沿轧制方向将试样镶嵌、研磨、抛光,用4%的硝酸酒精浸蚀吹干,在型号为4XB光学显微镜下观察组织。

表1 试验用钢的化学成分质量分数 %
用HV-1000型显微硬度计测试硬度,载荷F=490 N,加载时间为12 s,对试样与切割边缘垂直方向(沿着B方向)进行维氏硬度测试,如图1所示,等间距打5点以上,取五组相对接近数据,然后取平均值。
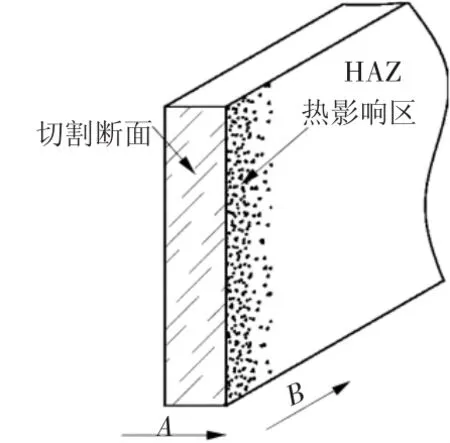
图1 显微硬度逐点测试方向
2 试验结果与分析
2.1 激光切割对TWIP1180钢组织的影响与分析
TWIP1180钢激光切割后其组织形貌如图2所示,从图中可以看出,TWIP1180钢组织基本为奥氏体。激光切割影响区域从宏观角度看,可以分成3个区域:激光切割热影响区、过渡区和母材区。图2(a)为试样切割边缘热影响区组织形貌。可以看出,组织中含有大量的孪晶组织。试样边缘经过高温后晶粒明显长大,并且组织中含有大量孪晶。图2(b)为试样切割热影响区与母材过渡区组织形貌。从图中可以看出,由于该区域受到切割热影响减弱,组织中存在少量的层错和孪晶,晶粒相对细小。图2(c)为母材区组织。可以观察到母材组织为单一奥氏体,很少可以观察到孪晶组织,晶粒比较细小。
TWIP1180钢在激光切割中,试样边缘热影响区受到激光热的作用,奥氏体晶粒尺寸开始长大,同时组织中孪晶数量增多。这是由于晶界发生迁移,在长大的晶粒中原子沿{111}面偶然错排,出现层错和共格孪晶界面,在一定能量条件下,在晶界处形成退火孪晶。如图2(a),该区域先形成层错,层错处于亚晶界前沿,可以认为是在亚晶界迁移时形成,当层错向长度及宽度方向生长到一定尺寸后,可以转化成孪晶的晶核,晶核随着晶界迁移而长大。如图2(b)是切割试样边缘与基体的过渡区域,该区域温度相对较低,保温时间相对较长,组织由等轴晶和孪晶组成。
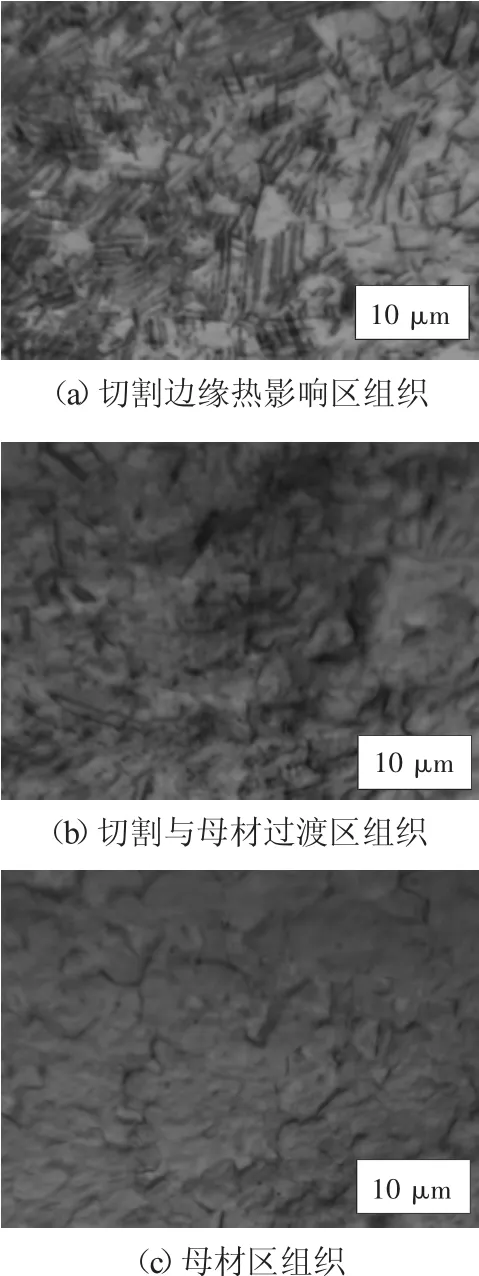
图2 激光切割后试样金相组织
2.2 激光切割对TWIP钢硬度的影响
本试验利用维氏显微硬度计的测试结果如图3所示。
TWIP1180钢经激光切割后从边缘到母材上硬度值如图3所示,将图3硬度值变化规律与图2微观组织结合起来分析,可将硬度值线分为热影响区,过渡区和母材区三个阶段。从图中可以看出热影响区的硬度相对于母材区提高很多,在过渡区硬度达到峰值。在切割热影响区上硬度值在320~325 HV之间,平均值为323 HV,这是由于该区受到切割热的作用,产生了大量的孪晶组织,孪晶组织提高试样边缘的强度;切割热也可能会烧损部分合金元素,而合金元素含量的减少会降低试样边缘的硬度;同时切割热作用使该区域晶粒尺寸变得粗大,这造成试样切割边缘力学性能的下降,但总体来看硬度值是上升的。距离切割热影响区稍远的过渡区硬度值在340~345 HV之间,平均值为341 HV。由于该区激光切割加热温度相对较低且降温缓慢,孪晶组织数量有所降低,但晶粒尺寸减小,因此该区域硬度值随温度的下降而快速升高。随着距离远离激光切割边缘的母材区,硬度值下降到305 HV,该区域组织为奥氏体,孪晶组织很少,因此该区域硬度值最低。

图3 激光切割试件上显微硬度分布
3 结论
1)TWIP1180钢通过激光切割技术使试样边缘组织通过亚晶界迁移出现层错和共格孪晶界面,出现了大量孪晶组织,且晶粒尺寸粗大;过渡区孪晶数量减少且晶粒尺寸减小,组织由等轴晶和孪晶组成。2)TWIP1180钢通过激光切割技术使试样边缘组织出现大量孪晶组织,硬度值达到323 HV;过渡区硬度值达到341 HV;在母材区硬度值极速下降到305 HV左右。
猜你喜欢
上海金属(2022年4期)2022-08-03 09:52:00
中国新技术新产品(2022年7期)2022-07-14 11:37:48
工程科学学报(2021年10期)2021-10-23 13:51:40
高压物理学报(2021年4期)2021-07-25 08:20:22
中成药(2019年12期)2020-01-04 02:02:26
四川师范大学学报(自然科学版)(2018年3期)2018-06-04 06:31:37
凿岩机械气动工具(2016年3期)2016-03-01 04:00:24
上海金属(2015年6期)2015-11-29 01:09:02
上海金属(2015年1期)2015-11-28 06:01:11
电子工业专用设备(2014年10期)2014-07-04 03:28:36
