
浅析硬齿面齿轮精加工技术的现状
2018-09-28 00:12陈新宇张文宣
智富时代 2018年8期
关键词:齿轮
陈新宇 张文宣
【摘 要】在机械产品的生产和制造过程中,齿轮是一项重要的基础性零件,通常被广泛的应用于各种类型的机械传动装置上,而硬齿面的齿轮精加工技术随着科学技术的不断发展,在加工精度和加工效率上取得了进步,并出现了一些新的工艺方法。基于此,下文对硬齿面齿轮精加工技术进行了分析,希望对相关人员提供帮助。
【关键词】齿轮;硬齿面;精加工技术
随着我国现代社会中经济水平的进度和发展,硬齿面齿轮的市场需求量也开始逐渐加大,因此我国硬齿面齿轮的加工技术也得到了相应的发展。同时,在硬齿面齿轮加工过程中采用精加工技术,不仅能够对材料做到有效节省,还能够减少能耗产生,从而提升整体的工作生产效率,有效提升我国的经济效益。
一、硬齿面齿轮精加工的现状
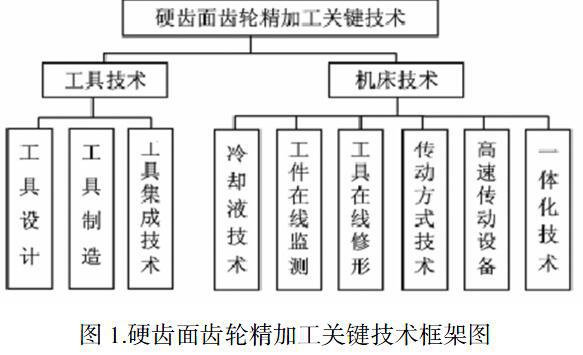
随着工业技术的飞速发展,对于齿轮的要求也越来越高,其需要具备高精度、高速、高承载力、良好的齿面质量、寿命长等技术指标,而硬齿面齿轮精加工技术对我国安全和尖端科技的发展有着直接的关系,因此硬齿面齿轮的精加工工艺成为了齿轮加工技术发展的主导方向。同时,硬齿面齿轮的精加工是以高效率、高质量、低成本为目标,实现材料高效去除的一种齿轮精加工技术。随着硬质合金材料、刀具涂层技术、超硬磨粒工具制备技术和齿轮精加工机床技术的发展,淬硬齿轮加工技术和齿轮加工精度有了显著的提高,高精度齿轮的加工成本大幅度降低。而针对淬火后硬齿面齿轮所采用的加工方法主要包括硬齿面剃齿、硬齿面磨齿和硬齿面珩齿技术等。此外,高性能机床和工具的设计制造对硬齿面齿轮精加工技术的应用有着很大的影响,而对于硬齿面齿轮精加工的关键技术主要包括机床设计、工具制备技术、材料去除机理以及一体化技术等,详见图1。
二、硬齿面齿轮精加工技术分析
1.剃齿工艺
剃齿作为齿轮加工过程中的一道重要工序,其不仅可以修正齿形的误差,还能够对齿距和齿向的误差起到一定的修正作用。所以在经过剃齿加工后齿轮没有周期性变化的传动误差,并且在传动过程的噪声比较温和,不易产生激振频率。而当前剃齿工艺主要采用径向剃齿法,在进行剃削工作的开展过程中,径向剃齿的齿形、齿向、修形都是在经过了剃齿刀齿部修磨之后进行完成的,因此这种方式比较容易对修形量进行控制和掌握,并且剃齿刀和齿轮之间是通过线做基本的接触方式,而剃齿的过程相对来讲对比较稳定,因此具有生产效率高、刀具耐用程度强、齿形精准度高和加工表面粗糙程度相对较低的优势。此外,由于剃齿加工的强制性齿向修正能力比较好,所以在经过修剃后零件的稳定性也会更强。
2.插齿工艺
插齿加工是一种比较常用的切齿方式,其和所需要加工的齿轮能够在相应的速度下实施啮合运动,主要应用于内齿轮以及多联齿轮的加工工艺中,其插齿刀具主要是形状为齿轮或者齿条的工具,并且刀具能够按照齿长的方向来实现往返运行进行切削。同时,硬齿面齿轮当中的精插削主要是指在采用硬质合金进行精加工之后的热处理后,硬度呈现为HRC45~64的齿轮,其主要优点体现在:对于硬齿面当中的直齿外齿轮、内齿轮、双联(三联)或带台肩齿轮在一定意义上都能够实现有效的加工处理,加工过程也非常的简单以及便利,并且成本比较低以及效率比较高。
3.磨齿工艺
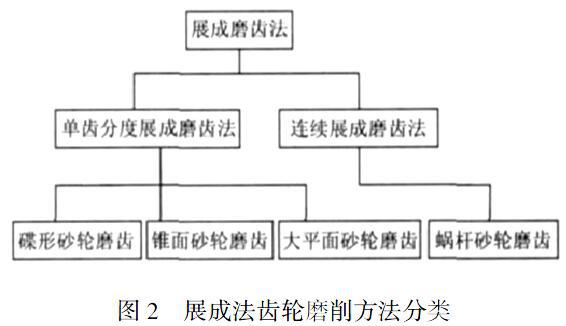
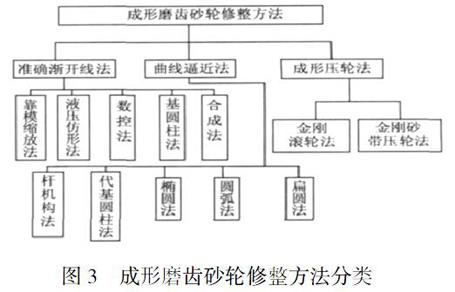
磨齿工艺主要分为展成磨齿和成形磨齿两大类,通常来说,展成磨齿的效率比较低且磨齿费用较高、机床复杂,而成形磨齿具有机床简单、效率较高、成本较低的优点,但由于过去成形磨齿砂轮修整问题未得到很好解决,也妨碍了成形磨齿工艺在生产中的应用。下面是对展成磨齿和成形磨齿的分析,其中展成磨齿法又可分为单齿分度展成磨齿法和连续展成磨齿法,如图2所示;而成形磨齿所达到的精度与展成磨齿相媲美,且生产率还要高好多倍,并且成形磨齿一般适于5~6级精度齿轮的批量生产,尤其适合于模数大、齿致少、宽度大的齿轮和各种修形齿轮的加工。同时,对于成形磨齿法的修整方法如图3所示。
4.滚齿工艺
滚齿加工在实际的齿廓加工中是非常常见的,其主要是按照交错轴斜齿轮啮合的方式进行,并替代传统的软齿面加工方式,其加工效果更加高效。同时,在齿轮加工过程中,对滚齿机的刚性进行提升并应用高性能钢以及合金钢等涂层时,能够使实际的工艺加工中所应用的模数为2~40、齿面硬度为HRC40,并且在半精滚和精滚加工工艺当中,可以将其作为磨前的预加工工艺,对淬火变形量进行去除,从而有效降低磨齿时间,并将其加工成本减小,同时不会产生磨削灼伤以及裂缝的产生,能够对齿面进行硬化,进而将齿轮的疲劳强度进行提升。此外,滚齿的主要特点是能够对内齿轮以及多联齿轮实现有效切制,并且硬齿面的滚齿形状在修正中主要依靠刀具来进行完成。
三、结束语
总而言之,随着我国现代社会中经济水平的不断发展,硬齿面齿轮的市场需求也开始逐渐增大,而加强对硬齿面齿轮精加工技术的分析,并且通过对精加工技术的应用,不仅能够为相关产业带来十分明显的经济收益,还能够有效提升整体的工作生产效率,促进我国整体经济水平的不断提升。
【参考文献】
[1]张国政,韩江,刘有余,周元枝.硬齿面齿轮的热处理与精加工工艺研究[J].机械传动,2013,37(12):150-152.
[2]韦世明,韩亚娜.橡塑機械镶嵌式硬齿面齿轮机械加工工艺设计与分析[J].橡塑技术与装备,2016,42(08):47-50.
[3]李国明.高精度硬齿面齿轮的加工工艺现状分析[J].科技创新与应用,2016(23):141.
[4]徐海峰.硬齿面齿轮珩齿刀制造新工艺分析[J].技术与市场,2015,22(06):244.
猜你喜欢
山东冶金(2022年4期)2022-09-14
内燃机工程(2021年6期)2021-12-10
疯狂英语·读写版(2019年5期)2019-09-10
陶瓷学报(2019年5期)2019-01-12
橡塑技术与装备(2018年20期)2018-10-20
制造技术与机床(2017年3期)2017-06-23
发明与创新(2016年5期)2016-08-21
风能(2016年12期)2016-02-25
人间(2015年23期)2016-01-04
振动、测试与诊断(2014年1期)2014-03-01
