电火花线切割加工圆柱零件专用夹具设计
2018-09-21 08:38赵林才智张凤军雷加鹏王利娜
科技与创新 2018年18期
赵林,才智,张凤军,雷加鹏,王利娜
电火花线切割加工圆柱零件专用夹具设计
赵林,才智,张凤军,雷加鹏,王利娜
(聊城职业技术学院,山东 聊城 252000)
电火花线切割加工是以一根金属导线钼丝为工具电极,根据事先编订好的程序加工出符合图纸要求的几何图形。电火花线切割主要是加工平面图形,加工过程中用到的夹具主要有悬臂支撑、两端支撑、桥式支撑、板式支撑等,但如果遇到圆柱形零件沿母线方向加工时,要保证工件的夹紧及准确定位,设计加工专用夹具,以解决此类零件在装夹和找正过程中出现的问题。
电火花线切割;专用夹具;找正过程;装夹方法
1 概述
随着社会的进步,科学技术的发展及工业水平的不断提高,电火花线切割技术作为特种加工技术中的一种,由于不受工件材料硬度的影响,且用钼丝作为工具电极,省去了制作电极的过程,适用于加工各种复杂平面的图形,同时适用于微细零件的加工,在制造业领域得到了广泛应用。数控电火花线切割加工的零件一般都是在通用夹具上利用压板、螺钉夹紧工件,但为了适应不同形状工件的加工,需要采用不同的装夹方法来装夹工件,否则工件在加工过程中可能因为装夹不牢而发生移动,使加工后的工件无法满足加工精度的要求,而有些装夹方式不妥当有可能直接造成工件装夹变形,甚至令工件作废。
2 常用装夹方式
常用的装夹方式主要有悬臂式装夹、两端支撑方法装夹、桥式支撑方法装夹、板式支撑方法装夹。
2.1 悬臂式装夹
采用这种装夹方法,其通用性比较强,操作简单。但由于工件的一端悬出,容易出现加工误差,仅用于加工要求不高或者悬臂较短的情况。
2.2 两端支撑方法装夹
采用这种装夹方法,装夹方便、稳定,定位精度较高,但不适合零件较大的场合。
2.3 桥式支撑方法装夹
这种装夹方式是把2块垫铁通过压板压紧的方式固定在工作台上,然后把工件再通过压板压紧的方式固定在垫铁上,这种装夹方法简单方便,可以根据工件的大小来调整垫铁的跨度,因此通用性强,适用于大、中、小型工件的装夹。
2.4 板式支撑方法装夹
此种装夹方法根据工件的形状和尺寸,采用没有通孔的支撑板装夹工件,这种方式装夹精度高,通用性较差。
对于一些特殊的零件,比如尺寸较小的薄壁型圆筒零件,零件要求沿母线方向切割开,此类零件加工时无加工余量,若采用通用夹具加工很难达到加工要求,针对此类零件本文设计出专用夹具。
3 零件分析
该零件为一空心圆柱体,材料是45号钢,具体形状如图1所示,圆柱体的直径为20 mm,长度为45 mm。想要圆柱体从中心线的位置切开,剖面图尺寸如图2所示。由于尺寸较小,如果采用通用夹具,在加工过程中电极丝有可能会碰撞到夹具,针对上述问题制作出了专用夹具。

图1 工件实物图
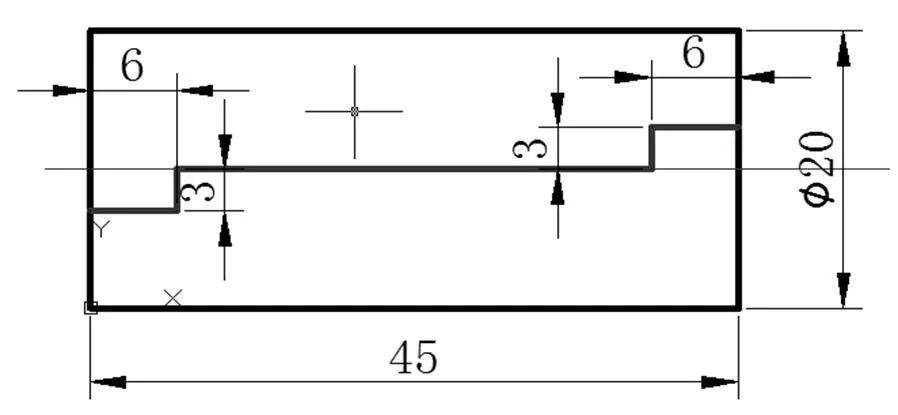
图2 零件加工尺寸(单位:mm)
4 夹具设计
设计出的夹具如图3所示,该夹具主要通过磁力表座来解决装夹的问题,先把磁力表座的开关扳到不吸磁的位置,磁力表座的两端分别用压板固定在工作台上,然后利用百分表或千分表找正磁力表座,使吸盘拉平、工件找正之后,将磁力表座的开关扳到吸磁的位置,此时工件就被牢牢的吸在磁力表座的V形面上。
工件装夹过程中需要注意:①由于工件的加工尺寸在两端分别相对于中心线的位置偏移3 mm,如图2所示,工件尺寸较小,中心线的位置与磁力表座的位置非常靠近,为避免加工过程中电极丝碰到磁力表座,工件在装夹的过程中靠近磁力表座加工的那一端伸出至少6 mm的长度,这样才能避免触碰到磁力表座。②工件在找正中心时采用的是火花法,通过移动工作台来移动工件,当工件的外圆碰到电极丝时会发生火花,记下此时工作台相应的轴坐标,在根据放电间隙及圆柱体的半径找到工件的中心。利用同样的方法移动工作台的轴,当工件碰到电极丝发生火花放电时,此位置即是工件的加工起始位置。如果加工同样尺寸的工件,则只需找正轴方向即可。
5 总结
设计的此专用夹具大大提高了工件装夹的速度,可直接通过拧磁力表座的开关来进行装卸工件,既节省了时间,又提高了生产效率。磁力表座通过百分表找正,且磁力表座的吸盘是“V”形槽状,“V”形槽对中性好。工件的加工精度取决于夹具,在加工工艺稳定的条件下,利用此夹具加工零件的精度有保障。

图3 专用夹具
[1]孟庆东.线切割机床的夹具及制作[J].机械工人冷加工,2006(10):46-48.
[2]马金龙,李东飞.圆柱面电火花线切割加工技术[J].中国新技术新产品,2013(6).
[3]宋志军,朱秀梅,纪成美.球面支承定位在机床夹具设计中的应用[J].机械工程师,2007(2):138-139.
[4]王琪,黄翔,廖文和.专用机床夹具设计及其知识库系统的研究与应用[J].机械科学与技术,2003(2):299-301.
[5]赖英姿,许齐鹏.电火花线切割加工中不同类型工件的装夹方式[J].金属加工冷加工,2011(14):53-55.
2095-6835(2018)18-0146-02
TG75
A
10.15913/j.cnki.kjycx.2018.18.146
赵林(1991—),女,研究方向为特种加工。
〔编辑:严丽琴〕
猜你喜欢
发明与创新(2022年19期)2022-06-13
格言·校园版(2021年22期)2021-09-27
智慧少年·故事叮当(2021年3期)2021-06-29
初中生世界·七年级(2021年12期)2021-01-21
小星星·阅读100分(高年级)(2020年2期)2020-02-11
学苑创造·B版(2019年8期)2019-08-09
智能制造(2017年5期)2017-10-11
中国新技术新产品(2016年23期)2016-12-26
科教导刊·电子版(2016年16期)2016-07-18
小学生·新读写(2015年1期)2015-01-28