9FA燃机汽缸错位分析
2018-09-21 08:38董光明张国平潘小丰
科技与创新 2018年18期
董光明,张国平,潘小丰
9FA燃机汽缸错位分析
董光明,张国平,潘小丰
(杭州华电半山发电有限公司,浙江 杭州 310015)
针对某9FA燃机A修后#4轴承振动异常问题,从振动特性展开分析,深入研究#4轴承所在的高、中压缸A修过程的检修工艺,最终确定原因为检修工艺上合缸的顺序不合理,通过调整下缸高度,成功解决了此重大缺陷,并为类似机组的振动异常分析和检修工艺提供参考。
S109FA燃机;高、中压缸;振动异常;检修工艺
1 燃气轮机简介
某电厂单轴联合循环机组燃汽轮机、蒸气轮机和发电机刚性的串联在一根长轴上,燃汽轮机进气端输出功率,轴配置为GT-ST-GEN(燃机-汽机-发电机)转速3 000 r/min。燃汽机组主轴分为4段:燃机压气机转子、高中压转子、低压转子、发电机转子,均为整锻实心转子,每段转子均由2个径向轴瓦支撑。
2 修后历次启动过程
前四次启动情况类似,以第一次启动为例,机组启、停阶段3 000 r/min临界时振动如表1所示,其中#3相位发生较大变化、#4瓦振动大,该两瓦属于高中压转子两端的轴承,两瓦的振动在停机时明显大于启机,频谱为一倍频,属于普通强迫振动中的动静碰磨。
表1 第一次启动振动分析
轴系时间13:50,升速3 000 r/min时间13:55,降速3 000 r/min 3X24 17∠22544 34∠312 3Y41 35∠11361 55∠157 4X86 66∠2179 155∠18 4Y101 84∠270220 202∠281
3 振动原因及处理措施建议
3.1 振动原因分析
综上几次启动,刚定速时各瓦振动良好,则转子原始平衡状态良好。该机组振动问题表现在空转下振动爬升,空转下振动属于不稳定普通强迫振动,空转振动爬升是由不稳定激振力造成的,根据历次启动振动特点,判断不稳定激振力是由机组动静碰磨造成的。
动静碰磨按摩擦方向分2种,一种为轴向碰磨,另一种为径向碰磨。定速运行,#3、#4振动波动较大,振幅增大过程中相位连续增大,由于转子挠性,振动高点滞后于不平衡处,振动高点处碰磨产生的附加弯曲与原始不平衡叠加,振动高点逆转向移动,故造成振幅增大同时相位也逆转向,即相位增大。停机降速过程中#3、#4振幅都较升速过程大得多,低速盘车后晃度恢复,转子振动大是由转子临时热弯曲造成的,造成热弯曲的原因为径向碰磨。
3.2 碰磨产生的原因分析
3.2.1 管道布置示意图
高、中压缸高压主蒸汽一路如图1所示。
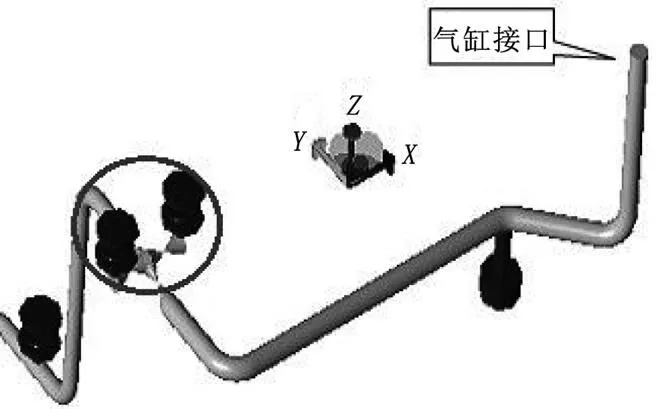
注:X向指向固定端;Y向为汽机指向锅炉端;Z向为竖直向上。阀门处均安装恒力吊架。
3.2.2 状态描述
汽缸变形状态情况描述:#2机高中压缸于大修开缸,开缸后进行通流间隙的测量记录。(当时系统状态是高中压缸连接的管道及阀门都未进行工作)检修过程中按汽缸检修标准进行各部位间隙的调整,达到制造厂家设计时的值。(当时系统状态是高中压缸连接的管道未改变,但一个高压主汽门和两个中压主汽门的阀门大盖和阀芯及阀门控制的上下油动机都因检修需要移除)最后到盖缸时发现通流间隙的径向间隙发生变化。检查原因分析发现盖缸的过程工序是第一天通流间隙测量好后,数据合格封缸;第二天合上缸,在合上缸前进行最后的间隙检验过程中发现通流间隙的径向间隙发生变化,期间只有安装一个高压主汽门和两个中压主汽门的阀芯和阀门大盖,造成了高中压汽缸在高中压汽缸中部进气管道聚集部位严重变形,不同阶段高压部分级阻汽片右(南)间隙对比如表2所示。
表2 高压部分级阻汽片右(南)间隙对比
高压级号开缸后(1个高压主汽门和2个中压主汽门未拆状态)修后(3个阀门盖和油动机都未装)扣缸时(3个阀门盖和油动机装复) 110.740.810.95 100.690.821 91.660.971.15 80.710.891.12 70.761.061.23 60.810.971.31
高压主汽管道上1组高主阀,高温再热蒸汽管道上2组中联阀,3组阀门重量各3 t左右,拆装阀门时对管道位移影响较大,列举部分吊架状态如图2所示。

图2 高压主蒸汽#202恒力吊架阀门不同状态对比
管道发生较大位移将对汽缸接口处产生附加的端口推力/推力矩,通过上述汽缸变形情况描述可知,附加端口推力/推力矩可能会对汽缸变形产生一定的影响,因缺少详细计算数据,在此无法对准确推力/推力矩进行计算,以下仅定性进行推测描述,不做定量分析。

图3 不同状态缸体位置
4 工况设定
在停机检修期间假定如下5个工况,如图3所示。状态1与状态2条件为标准设计状态,管道/阀门重量与支吊架承载相匹配,管道对汽缸的端口推力/推力矩很小。
状态3条件下,阀门已拆卸,管道/阀门质量减小,支吊架承载不变(恒力吊架载荷不随位移变化),相当于管道给汽缸一个向的作用力(端口推力),推动下半侧缸体向变形,此时隔板和轴封体中心线跟随缸体一起向偏移。
状态4准备扣缸,为匹配主轴间隙,-向移动隔板和轴封体,保证此时隔板和轴封体中心线和主轴中心线一致。状态5时,阀门重新安装(管道/阀门系统重量增加),在汽缸接口产生一个-向的作用力(端口推力),将拉动下半侧缸体-向变形(缸体回到正常状态),此时隔板和轴封体中心线跟随缸体一起-向偏移,造成隔板和轴封体中心线-向偏离主轴中心线。
5 结论
上述情况产生的原因主要是由于拆装主汽门/中联门引起管道位移较大,在该设计中主汽门/中联门处均布置的是恒力吊架,未固定其竖直向位移。对于端口推力/推力矩,在设计中一般仅考虑正常工况下(停机冷态、运行热态)的端口推力计算,并确保端口推力/推力矩在合格范围内,并未考虑检修中阀门拆卸状态下的端口推力/推力矩分析。对于固定式主汽门/中联门,检修拆卸阀门对于管道位移没有影响,也不会导致端口推力/推力矩改变,而对于本厂的自由式主汽门/中联门,则会导致端口推力/推力矩变化,进而推动汽缸变形。上述问题主要是高、中压隔板阻汽片和汽轴封(北上1,2点钟方向)擦碰,考虑到阻汽片随着磨损厚度会增加1~2 mm,造成碰磨到合适位置困难,机组启动时振动无法消除。最后通过间隙分析,调整汽缸整体高度,让汽缸抬高0.10 mm。随后开机试验,#3、#4振动下降,其余轴承振动上升,通过临界至机组升速至3 000 r/min,振动逐渐回落至设计值平稳运行。
通过这次抬缸调整,消除了高、中压隔板阻汽片和汽轴封擦碰造成的振动,保证了机组的安全运行,避免机组再次开缸检修。
[1]王延博.汽轮发电机组转子及结构振动[M].北京:中国电力出版社,2016.
[2]潘小丰,杨金星.9FA燃机停机后缸温异常分析[J].浙江电力,2017(11).
2095-6835(2018)18-0093-02
TK477
A
10.15913/j.cnki.kjycx.2018.18.093
董光明(1969—),男,浙江杭州人,技师,从事燃气轮机检修工作。张国平(1964—),男,浙江海宁人,工程师,从事燃气轮机检修管理工作。潘小丰(1990—),男,浙江永嘉人,助理工程师,从事燃机运行技术管理工作。
〔编辑:严丽琴〕
猜你喜欢
大电机技术(2022年4期)2022-08-30
无线互联科技(2022年8期)2022-06-23
铝加工(2021年4期)2021-11-29
西安航空学院学报(2021年1期)2021-07-24
科学家(2021年24期)2021-04-25
中国新技术新产品(2020年23期)2021-01-28
舰船电子对抗(2020年2期)2020-06-23
汽车博览(2019年9期)2019-09-03
佛山陶瓷(2018年8期)2018-11-07
农机使用与维修(2018年5期)2018-07-05