基于FX3U和触摸屏的三轴伺服控制系统设计
2018-09-19 08:09
现代机械 2018年4期
(广东石油化工学院机电工程学院,广东茂名525000)
0 引言
三轴伺服控制在运动定位控制系统中具有很强的通用性和适用性,它凭着定位精度高,响应快,适应性强,稳定性好等特点,在机床等大型设备和智能化、数控化中小型设备中得到广泛应用[1]。PLC控制系统是在传统的顺序控制器的基础上引入了微电子技术、计算机技术、自动控制技术和通讯技术而形成的一代新型工业控制装置,它取代继电器、执行逻辑、记时、计数等顺序控制功能,建立柔性的程控系统,它具有编程简单、通用性强、适应面广、可靠性高、抗干扰能力强以及能在恶劣的工业环境下长期工作等显著特点,已广泛应用于工业自动化控制的各个领域[2]。本文通过以FX3U系列PLC为系统控制核心,以触摸屏为人机交互设备,设计一款功能精简、操作简单、经济实用、性能稳定的三轴伺服控制系统。
1 控制系统构成
控制系统的构成如图1所示。触摸屏作为系统的操作界面,具有对系统的操作、设置和调试功能,实现对伺服系统运行状态进行实时监控,控制核心选用FX3U系列PLC,它有内置独立三轴定位功能,通过与伺服驱动器和伺服电机连接,组成了X、Y、Z方向三轴伺服定位控制系统[3]。

图1 系统构成原理图
本控制系统的PX3U系列PLC是三菱公司开发的第三代微型可编程控制器,它内置高达64K大容量的RAM存储器,内置业界最高水平的高速处理0.065μs/基本指令,控制规模:16~384(包括CC-LINK I/O)点,除了浮点数、字符串处理指令以外,还具备了定坐标指令等丰富的指令,内置独立3轴100kHz定位功能(晶体管输出型),使用基本单元(晶体管输出型)的输出端子时,3轴(Y0~Y2)可输出最大100kHz的开路集电极脉冲串,可同时控制三轴伺服电机或步进电机,输出形式为脉冲+方向[5]。
选用三菱MR-J3系列通用交流伺服驱动器,它配备分辨率为262144脉冲/转绝对位置编码器(支持ABS模式)的伺服电机,采用三菱HF-MP系列伺服电机,构成了绝对位置检测系统,可进行高精度控制。系统具有很高的响应性、高水平自整定功能和高级振动抑制控制功能。其控制模式有位置控制,速度控制和转矩控制,广泛用于需要高精度位置控制和平稳速度控制的场合,如机械加工设备和一般工业机械等需要高精度位置控制和平稳速度控制的应用,也可用于线性控制和张力控制的领域[5]。
MR-J3系列伺服驱动器具有USB和RS-422串行通讯功能,通过伺服设置软件MR-configurator就能进行参数设定,试运行,状态显示监控和增益调整等操作,还可进行精确的机械分析。
PLC本身不具备人机交互功能,在工艺参数较多,需要人机交互时,配合使用具有触摸操作和通信功能的人机界面就是一种很好的选择。本系统采用的WEINVIEW MT8000系列人机界面,是台湾威纶科技研发的新一代高品质触控式工业用的人机界面产品,采用色彩高达65536色的TFT LCD液晶显示屏,有3个COM接口,可轻易组网、同时连接多台PLC及控制器等,支持一机多屏和一屏多机功能,支持以太网资料上下载及远程监控,支持历史数据、故障报警等功能,有强大的宏指令功能,可进行复杂逻辑和数学运算,是完美操控远程HMI,使用EasyBuilder8000编辑软件,可完成复杂的人机界面设计。
2 三轴伺服驱动系统设计
根据PX3U内置独立3轴定位功能,从Y0~Y2输出开集电极式的脉冲串,构成控制X、Y、Z三轴的伺服定位系统,其脉冲+方向组合为:X轴(Y0+Y4);Y轴(Y1+Y5);Z轴(Y2+Y6)[6]。按照三菱公司的FX3U·FX3UC用户手册(定位控制篇),可根据不同控制工艺要求来选定PLC的型号和连接方式,这里采用一个典型的连接方案,PLC采用FX3U-16MT基本单元、FX2N系列PLC的16点数字输出模块FX2N-16EYT和16点输入扩展模块FX2N-16EX-ES/UL,他们分别与X、Y、Z三轴伺服驱动器相连接,三轴伺服驱动连接端口分配情况如表1。其中X轴脉冲输出Y0,方向信号Y4;Y轴脉冲输出Y1,方向信号Y5;Z轴脉冲输出Y2,方向信号Y6,将扩展模块3个输出口Y21~Y23和3个输入口X31~Y33,与伺服驱动器相应功能端口相连接,通过PLC相应控制指令就可以读取绝对位置值和定位驱动控制。图2是PLC与X轴伺服驱动器连接图,X、Y轴与驱动器的连接可参考表1实现。

图2 PLC与X轴伺服驱动器连接图
表1PLC与伺服驱动器三轴连接端口分配情况表
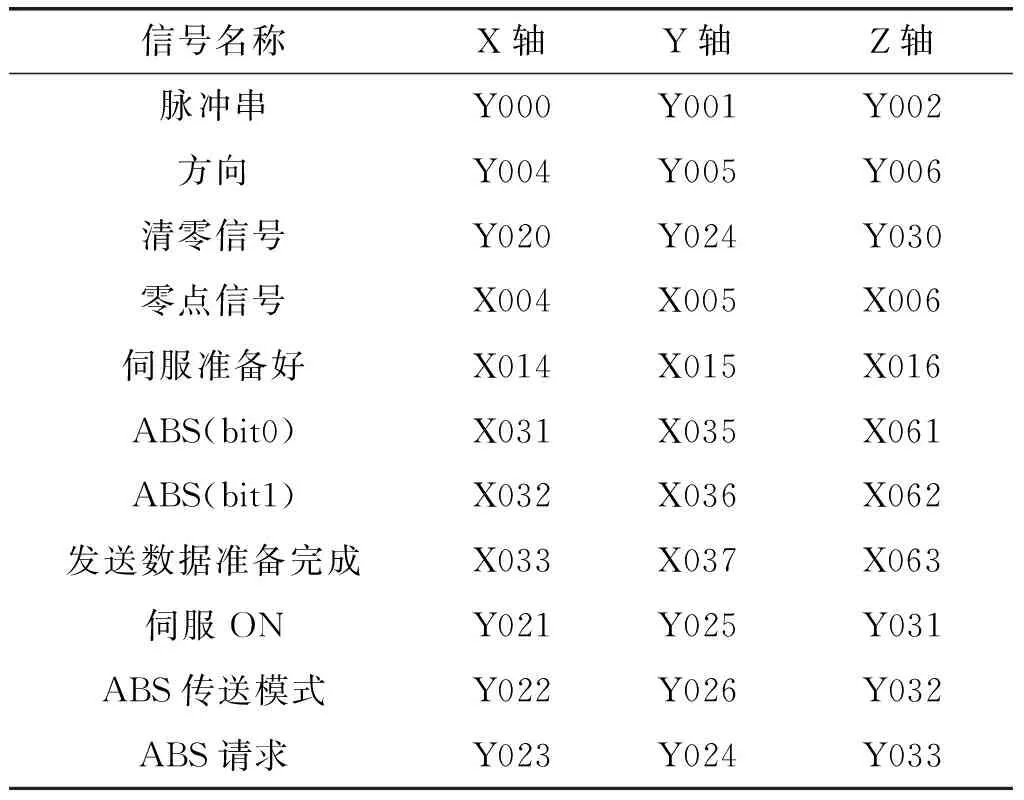
信号名称X轴Y轴Z轴脉冲串Y000Y001Y002方向Y004Y005Y006清零信号Y020Y024Y030零点信号X004X005X006伺服准备好X014X015X016ABS(bit0)X031X035X061ABS(bit1)X032X036X062发送数据准备完成X033X037X063伺服ONY021Y025Y031ABS传送模式Y022Y026Y032ABS请求Y023Y024Y033
3 系统软件设计
3.1 PLC伺服控制系统软件设计
PLC输出控制脉冲和方向信号,伺服驱动器将接收到的信号处理后输出控制伺服电机,控制伺服系统移动的速度和位移值,同时电机编码器将检测到的实时位置等信号发送回驱动器,形成系统的半闭环控制,实现对电机扭矩和位移的精确控制。
MR-J3系列伺服驱动器参数设置包括基本设定参数、增益滤波器参数和扩展设定参数的设定[7]。本系统为位置控制模式,只需设定基本设定参数(PA00~PA19),如表2,主要的参数有控制模式、绝对位置检测系统、伺服电机旋转一周所需的指令脉冲数等,按照具体要求设定好各参数值。
表2MR-J3系列伺服驱动器主要的基本设定参数表

参数NO.参数名称PA01控制模式PA03绝对位置检测系统PA05伺服电机旋转一周所需的指令脉冲数PA06电子齿轮分子(指令输入脉冲倍率分子)PA07电子齿轮分母(指令输入脉冲倍率分母)PA11正转转矩限制PA12反转转矩限制PA13指令脉冲输入形式选择PA14转动方向选择PA15编码器输出脉冲
PLC定位控制程序包含设定用的程序、执行定位用的程序等,其中设定用的程序包括最高速度、基底速度、原点回归速度、爬行速度、加速时间、减速时间等(速度与时间项目)参数的设定和近点信号逻辑、加减速动作、中断信号逻辑、正反转逻辑(动作标志位)的设定等程序,主要是通过程序对定位功能有关的特殊辅助继电器,特殊数据寄存器赋值,实现系统初始化设置;执行定位用的程序包括原点回归,JOG运行,正/反传方向定位和执行具体的移动定位等程序,使用的指令有:ABS读取当前绝对位置值,ZRN机械原点回归,DSZR带DOG搜索的原点回归,DRVI相对单速定位,DRVA绝对单速定位,PLSV可变速运行等指令,可以实现回原点、点动控制、绝对/相对位置定位、定点定位等功能。也可以使用PLC内置TBL表格定位功能,预先通过GX Developer软件在定位表格中设定各脉冲数和频率,实现比较复杂移动定位任务,简化程序编写。
3.2 人机界面设计
首先在电脑上安装触摸屏EB8000软件,点击Project Manager 上的 EasyBuilder8000进入软件的编程界面,建立新的项目文件,选择好机型和显示模式,设置系统参数,包括选择PLC类型和通讯参数的设置,完善多个监控界面的编辑设计与各元件布置,选择各元件正确的属性,建立与PLC相应辅助继电器、数据寄存器等的链接,然后进行程序的编辑保存、编译,最后模拟运行,调试正确后把程序下载到触摸屏[8]。

图3 触摸屏手动监控界面
通过设计编制精美的触摸屏操作面板,可在线对系统各项工艺参数进行设置、修改和监视,从而实现对系统进行实时监控。本系统监控界面的编辑设计,可以根据系统工艺和控制要求,设计多个操控界面,如显示系统使用状态、故障报警等信息以及能进行相应调试处理的信息界面,进行系统有关工艺参数的参数设置界面,能对伺服定位程序有关辅助继电器和数据寄存器进行赋值、自动运行的启动与停止等功能的运行界面,其中图3是手动监控界面,界面含有X、Y、Z三轴的实时位置的显示、手动移动操作按钮和手动回零按钮。
4 结束语
介绍了利用三菱PX3U内置独立3轴定位功能和MR-J3系列伺服驱动器设计的三轴伺服控制系统,配备MT8000系列人机界面,经济实用,可靠性高,操作简单,性能稳定。系统人机界面友好,具有一定的通用性、适应性、扩展性,本方案稍作调整便可在许多功能相类似的不同场合得到推广应用。
猜你喜欢
北华大学学报(自然科学版)(2021年3期)2021-07-13
微特电机(2020年11期)2020-12-30
电脑爱好者(2020年6期)2020-05-26
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
北京航空航天大学学报(2017年5期)2017-11-23
电子制作(2016年1期)2016-11-07
铁道通信信号(2016年1期)2016-06-01
铁路通信信号工程技术(2015年4期)2015-02-28
自动化博览(2014年10期)2014-02-28