带式运输机零件键槽工艺改进探究
2018-09-18 05:29陈建光
机械管理开发 2018年9期
陈建光
(山西汾西矿业集团有限责任公司设备修造厂, 山西 介休 032000)
1 键槽作用及技术要求
键槽主要指的是在轴或孔内加工出与键相配的槽,其主要被用于安装键,用以传递扭矩。普通平键两侧面为工作面,为了保障基本的装配要求,技术人员应严格参照键槽的设计标准,明确键槽深度、键槽宽度、键槽与轴线对称度以及键槽两侧面表面粗糙度等参数,之后进行对称加工。加工期间,对键槽深度尺寸、键槽底面粗糙度的要求较低[1]。
2 零件键槽加工工艺介绍
2.1 轴类零件外圆键槽加工
立式铣床属于轴类零件键槽的主要加工器械,且主要采用铣削加工方法,保证键槽位置公差的关键因素在于找准铣刀与工件中心的对正精度。以往加工前期间,技术人员更多采用对刀方法,根据划好的键槽外形线确定对刀,但此种找正方法精确度较低,无法满足基本的键槽加工质量标准。对此,应在铣床工作台上利用转头与顶尖对工件进行键定位,保证工件中心线平行于工作台横向运动方向。之后利用深度尺将铣刀与工件中心找正,确保工件中心与铣头重合,从而有效确保键槽加工的位置精度。
2.2 盘类零件内孔键槽加工
插床属于盘类零件内孔键槽的主要加工平台,且加工期间主要采用内孔与端面定位方法,在采用插削加工方法的基础上利用插刀进行找正。但定位期间,工装与零件内孔存在间隙,以致影响了键槽插削位置的精确度。为了降低间隙对内孔与键槽定位精确度的影响,加工时应使用缺边圆定位方法,这种方法使用了接近直径的弦,因此定位精度更高。同时,定位工装上除了弦具备定位作用外,其余外圆不存在定位作用,因此可尽量减少其面积。在零件定位中,使用两个圆柱销取代弦两端的弧线,并在工装上设置多组援圆柱销孔,以增大工装的通用性[2]。
生产制造时,技术人员应注意下列问题,一是应确保对刀槽与定位销孔的对称性,且确保基面与两者中心线的平行度;二是基面还应垂直于对刀槽;三是上下两面应保持平行且与销孔垂直;四是应尽量选择规格较大的对刀槽,且加工小尺寸键槽时应借助厚垫片、塞尺等工具。在工装使用期间应注意以下问题,一是使用之前,技术人员做好插床工作平台以及工装基面的找平工作;二是利用最接近定位孔直径的定位销确定定位孔直径;三是保证键槽所在孔与零件定位孔的同轴度;四是利用垫铁有效压实零件键槽。
2.3 盘类零件外圆键槽加工
卧铣与镗床属于盘类零件外圆键槽的加工平台,且加工期间采用类似盘类内控键槽的工装定位方法,其工装制造及使用也与盘类内控键槽插削相同。
3 带式运输机零件键槽工艺改进
某企业使用的TD75型带式输送机滚筒轮壳主要由A3钢制成,且按照设计标准,键槽侧面光洁度要求达到5级,目前很多加工厂的工艺水平无法满足此要求,且在产品质量检查工作中,此问题已经严重影响带式输送机产品的合格率。基于此,煤矿企业利用专用刀具与工艺对输送机零件键槽工艺进行了改进,效果显著[3]。
3.1 改进拉削工艺及专用拉刀
当前,在带式输送机零件键槽工艺改进期间,内孔键槽拉刀属于最常用的多齿高效刀具,它可以一次性完成键槽的整个加工工作,但在加工A3钢材键槽时存在一些问题,比如加工面的纵向波纹与光洁度低等问题会降低产品质量。基于此,某煤矿企业利用数理统计方法明确了拉刀几何参数、冷却润滑液以及导向配合间隙等技术参数,并进行了有效改进。
3.1.1 确定拉刀几何参数
键槽拉刀期间主要采用类似于普通刀具的切削方法,被加工的塑性材料会在刀面上滑移,且此滑移过程直接影响着加工后键槽的光洁度。加工期间,键槽拉刀前角具备统一要求,因此拉削普通碳钢材料不存在明显问题,而在拉削A3钢材轮壳时,15°标准角无法满足拉削要求,应将前角改为18°,以改进拉削效果。同时,技术人员切削时应有效控制刀口的锋利度与刀面光洁度,若刃口圆弧半径较大,切削期间容易出现拉毛现象,出现积削瘤以及鳞刺问题,如图1所示。

图1 拉削过程切屑前移
同时,容屑槽与刀具的接触不良会导致拉刀发生凸起或凹陷问题,增大了刀具的摩擦力,以致发生拉毛、切屑折断挤塞等问题,影响了表面的光洁度。当拉刀后面磨损时,刃口会出现小棱面,摩擦力增大,降低了表面质量,尤其副工作后角其余零或为负值时,黏结金属微粒的侧齿副偏角会导致拉刀表面出现纵向划痕。对此,使用过程中应定期检查。为了有效保证拉削光洁度,技术人员还应在普通键槽拉刀校正齿的后部增加刮削齿,通过削齿的专用拉刀提高键槽两侧的光洁稳定性[4]。
3.1.2 选择合理的冷却润滑液
在使用键槽拉刀时,为了避免影响加工光洁度,影响冷却润滑条件,技术人员应充分注意冷却液浓度变稀或变质问题。对此,技术人员应选择合理的冷却液,并定期进行更换,以有效保证拉削的光洁度。在拉削A3钢材时应选择硫化切削油或植物油,通过利用两种油中的硫化物质使钢铁接触面发生化学变化。同时,为了获得良好的润滑效果,降低拉刀前面、后面铁屑与工件的摩擦力,应通过上述化学变化中的化学键力形成吸附膜,有效提升低碳钢性能。
3.1.3 确定合理的导向套的配合间隙
在拉削过程中,拉刀与导向套配合存在较大间隙时,拉刀的左右摆尾会影响切削稳定性,降低加工面的光洁度。且若两者之间配合间隙过小,则装卸拉刀时存在一定困难。对此,拉削期间应尽量采用动配合方式,且技术人员还应利用软刷定期清除下个套种存在的铁屑等杂质,保证良好的润滑度。
3.1.4 确定合理的拉削速度
提高切削速度会增大生产效率,但若键槽拉刀结构较为复杂时应选择合理且经济性较高的切削速度,以提高工件的质量水平,延长刀具的使用寿命,确保切削工作的正常进行。根据带式输送机运行情况及试验可以得出,当拉削速度大于2 m/min时,切削刃会出现刀瘤问题;当拉削速度大于5 m/min时,速度的递增会导致刀瘤随之增大,且尤其在切削A3钢材时更易出现刀瘤。对此,企业应选择合理的切削速度,具体如表1所示。
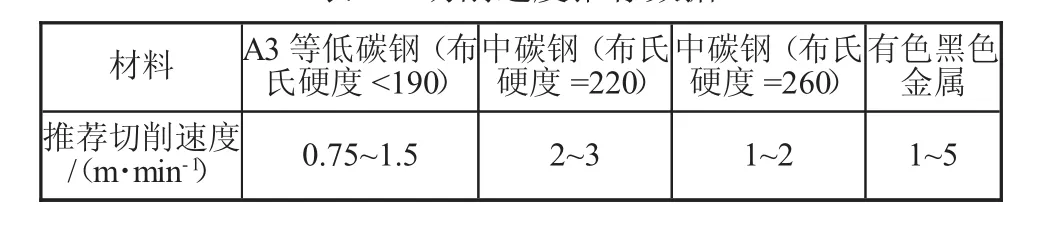
表1 切削速度推荐数据
3.1.5 其他注意事项
技术人员在使用拉刀时,工件拉削长度应满足达到的基本标准,以有效确保内孔键槽拉削的光洁度。且期间若技术人员发现刀具磨损问题,还应有效修磨,并采用图2方法进行改进完善。同时,技术人员若发现拉刀个别齿出现崩刃问题,则应立即停止拉削作业,有效磨去崩刃刀齿,利用其他刀齿平分齿升量,平衡各齿负载力,从而确保拉削工作的顺利进行。

图2 刃磨拉刀前刃面改进方法
3.2 改进后的效果
通过改进设计,该煤矿企业适用的TD75型带式输送机滚筒轮壳键槽光洁度得到明显提升,产品质量水平也明显提升,达到了优质水平,并得到了行业检查组的肯定。拉削表面不平度由原来的21.9 μm下降至5.5 μm,滚筒承载能力得到大幅度提升,主机的使用寿命明显延长。
猜你喜欢
机械制造(2022年4期)2022-05-10
一重技术(2021年5期)2022-01-18
制造技术与机床(2019年11期)2019-12-04
建材发展导向(2019年11期)2019-08-24
精密制造与自动化(2018年1期)2018-04-12
制造技术与机床(2017年6期)2018-01-19
科技与创新(2017年23期)2017-11-30
凿岩机械气动工具(2017年3期)2017-11-22
中国设备工程(2017年11期)2017-06-29
表面工程与再制造(2016年5期)2016-12-15