提高变频模块测试一次合格率
2018-09-14 11:31:42中国电子科技集团公司第三十八研究所
电子世界 2018年17期
中国电子科技集团公司第三十八研究所 钟 卉
一、引言
变频模块作为相控阵雷达收发部分的核心构件,在高度集成化的微波电路基础上,利用DDS技术完成雷达信号产生、幅相控制和频谱搬移等一体化功能,它对射频信号具有变频、放大等作用,因此变频模块的电性能指标和可靠性指标显得尤为重要。
二、现状调查
某变频模块测试一次合格率为78.3%,和其他产品相比合格率偏低,严重影响全年生产计划,因此,解决此问题迫在眉睫。为了进一步分析影响变频模块测试一次合格率低的原因,我们深入到生产一线,对生产线的每一个环节和工序做出了细致的调查,并做出了以下统计分析。 影响变频模块测试一次合格率的因素:1)噪声系数输出大;2)信号输出小;3)5V电阻小;4)链路不通。从分析统计上我们可以清楚地看到,噪声系数输出大占总因素的89.5%,成为影响变频模块测试一次合格率低的主要原因。因此,造成变频模块测试一次合格率较低的症结是:噪声系数输出大。
在统计数据的基础上,小组成员进行了充分的讨论分析。查阅生产记录和相关资料,在解决类似问题时,曾经解决问题的90%以上。经过小组成员充分讨论,认为解决症结的90%是可以做到的,即可提高变频模块测试一次合格率到:78.3%+21.7%×89.5%×90%=95.8%。如果解决症结的90%,就能解决噪声系数输出大问题的89.5%×90%=80.6%,符合柏拉图中解决主要原因80%关键的少数,活动是可行的。
三、原因分析
针对“噪声系数输出大”这一症结,小组成员召开了专题问题分析会,采用“头脑风暴法”,逐层展开原因,从人、机、料、法、环、测6个方面对该变频模块测试一次合格率低的各种因素进行反复讨论,经汇总归类,找出了10个末端因素(表1)。
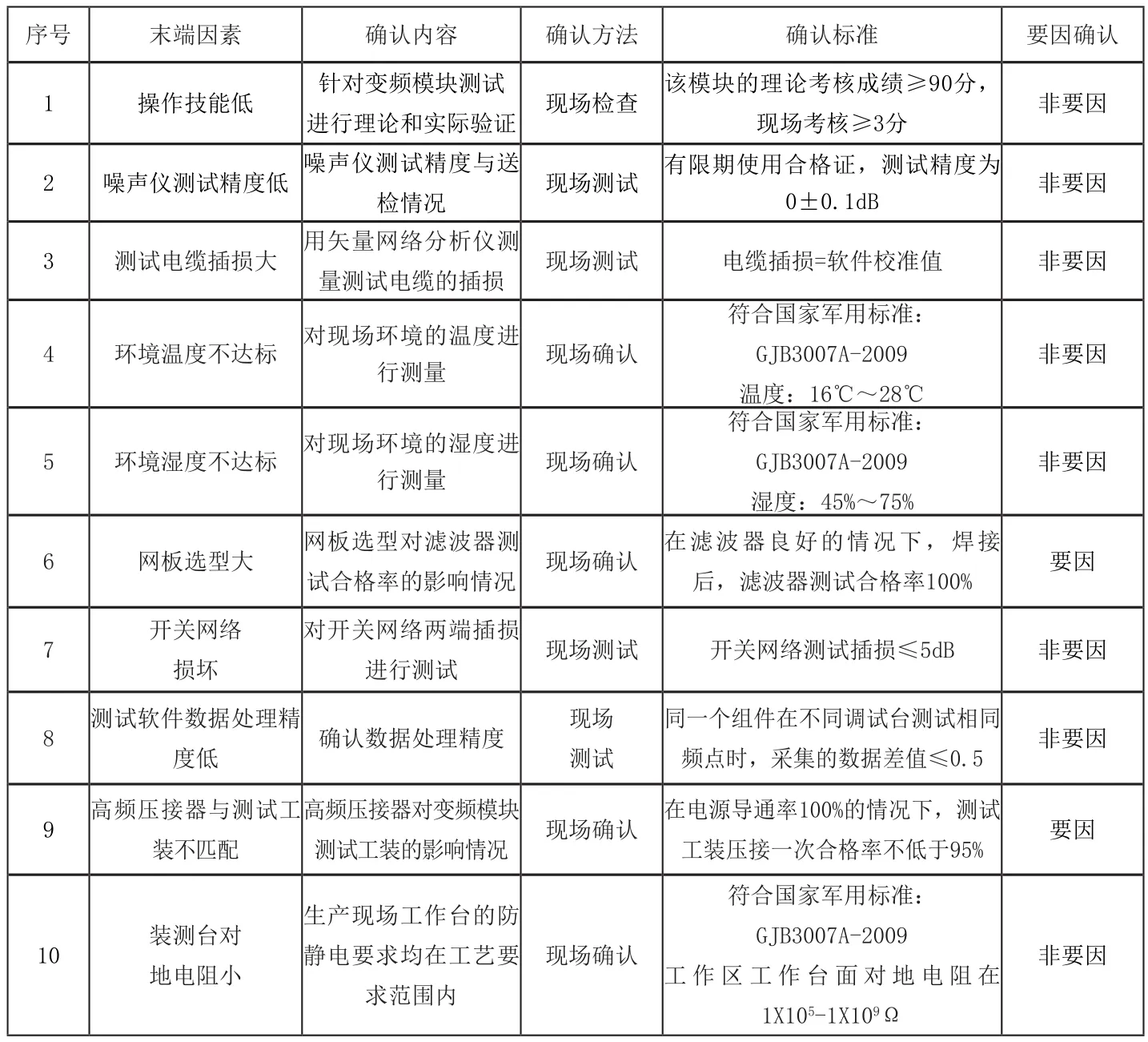
表1 问题末端因素表

表2 对策实施表
四、制定对策
小组召开会议,针对确认的要因,制定对策,并寻找实施对策的各种措施。针对2个要因,小组成员进行详细的讨论分析,制定对策实施表(表2)。
五、对策实施
实施一:制作最优参数网板
为了提高滤波器测试合格率,小组进行了充分讨论,一致认为在补偿方面有两个因子,决定采用DOE正交试验法确定最佳方案。确认试验因子水平:A、网板开孔缩减比例6%,网板厚度0.11mm。B、网板开孔缩减比例8%,网板厚度0.12mm。C、网板开孔缩减比例10%,网板厚度0.13mm。
可以看出,网板开孔缩减比例的主效应更大。也就是说,网板开孔缩减比例响应的直线比网板厚度响应的直线的斜率更陡。即网板厚度的主效应最弱。为了在试验中得到最高的产量,根据结果建议,应该采用网板开孔缩减比例10%,网板厚度设置0.11mm。对策实施后,小组成员抽取3个批次共600件变频模块,进行滤波器合格率测试。滤波器的测试合格率上升到了100%,对策实施效果明显!
实施二:更换最优参数高频压接器
为了提高测试工装压接一次合格率,小组进行了充分讨论,一致认为在补偿方面有三个因子,决定采用DOE正交试验法确定最佳方案。确认试验因子水平:A、压接器长度30mm压接器弹簧长度4mm压接器直径2.0mm。B、压接器长度35mm压接器弹簧长度5mm压接器直径2.5mm。由于本试验的三个因子有两个水平,所以选用8游程全因子设计,同时安排8次中心点。
通过标准化效应的Pareto图,正态图与残差图可以看出压接器长度、压接器弹簧长度和压接器直径的主效应为显著效应。通过设定另一个影响显著的变量C(压接器直径)为最佳设置2.5mm,从图中可以看出合格率最大值确实在A(压接器长度)35mm,B(压接器弹簧长度)5mm。
小组成员抽取五个批共计520件变频模块进行跟踪实验,并对改善数据进行统计对比,改善前测试工装压接一次合格率为75%,改善后合格数量为518件,测试工装压接一次合格率为99.6%。对策实施效果明显!
六、效果检查
经过此次活动,小组成员对某变频模块的测试合格率情况进行了调查,测试一次合格率达到96.2%。大幅度提高了变频模块测试一次合格率,排查了噪声系数输出大这个关键因素,为后续的多套产品中,数万件变频模块的测试奠定了坚实的基础,节约了大量的人力成本。同时,小组成员对该模块的测试技巧、软件的运用及解决问题的能力等都有所提升。
猜你喜欢
海洋渔业(2022年3期)2022-08-11 12:18:20
制造业自动化(2021年3期)2021-04-04 06:49:14
数字通信世界(2020年3期)2020-04-06 09:25:32
商品与质量(2019年41期)2019-04-23 12:42:54
雷达与对抗(2019年4期)2019-03-10 03:17:24
计算机与数字工程(2019年1期)2019-03-01 02:52:08
海洋渔业(2017年6期)2017-12-28 03:32:53
设备管理与维修(2016年7期)2016-04-23 06:51:55
自动化博览(2014年4期)2014-02-28 22:31:12
河南科技(2014年23期)2014-02-27 14:18:59