
铂电阻传感器引线与不等直径异质多股导线连接新技术及焊接装置
2018-09-12 09:14
精密成形工程 2018年5期
(南昌航空大学 焊接工程系,南昌 330063)
航空传感元器件是飞机控制系统中的重要零件,其制造需要将铂电阻引线(直径为0.2 mm左右的微细丝)与多股导线焊接在一起,对接头的焊接质量要求很高,但是多股导线与微细丝直径差异大,所用材料为异种,微细丝极易受热软化,传统焊接方法难以保证焊接质量。其中,铂电阻引线的材料为直径 0.2 mm的镍/银丝,多股导线的材料为直径约0.5 mm的表面镀镍铜丝,20股。焊后接头最大直径要求小于0.8 mm,强度达到母材的80%。
目前,对此类零件的连接以钎焊为主,主要采用火焰钎焊及电阻钎焊等方法,火焰钎焊以人工操作为主,对焊工的水平和经验要求较高,且人工操作无法在保证钎着率的同时严格控制接头热输入,焊接结果的重复性较差。常规电阻钎焊中,由于毛细作用,钎料优先浸润于多股导线自身间隙中,微细丝与多股导线之间的钎料浸润不佳,通过增加钎料量的方法提高焊接热输入,微细丝在焊接过程中受热增多,软化加重,焊缝性能不佳,因此,文中开发了一种能实现多股导线与微细丝稳定、可靠连接的新方法及相关装置,主要研究航空传感元器件中铂电阻引线与导线的连接问题。
1 实验
1.1 装置
焊接过程中采用的微细丝和多股线焊接的配套夹具装置见图1,该装置包括滑台底座、直线导轨、滑块,左/右电极座上均设置电极,电极上连接开设有线槽的盖板,左/右电极座上的电极之间夹固有石墨电极,石墨电极上设有线槽,盖板的线槽上方均设置有固定部件。旋转旋钮 28可移动滑台 8,进而装卸石墨块。导电铜板上加工有尺寸合适的V形槽(29及 30),以方便放置焊接材料,利用压爪 15固定丝材。可调整位置的放大镜24可以辅助工人焊接时进行观察,非导电的塑料垫板4和8可以帮助电流仅在此装置中通过导电铜板9和6以及石墨体5。

图1 钎焊装夹工装Fig.1 Fixture of brazing
该夹具装置的使用方法如下。
1)焊接前对位置进行调整,调整第二x向滑块26和第一x向滑块27的位置,从而调整由第二x向滑块26和第一x向滑块27上的电极夹固的石墨电极5的位置,保证电阻焊机的上电极和石墨电极5在x方向上对齐;将放大镜组件调整到石墨电极 5的上方,沿着y直线导轨11手动调节x滑台底座12,将石墨电极5调整到放大镜组件的观测区域位置,用镊子夹取钎料片放在第三线槽31里,然后在第三线槽31内依次放入细丝和多股线,同时调整多股线和细丝,将非焊接部分的多股线和细丝分别放置在第一线29槽、第二线槽30内,使用固定部件将第一线槽29、第二线槽30内的多股线和细丝固定。
2)移开放大镜组件,将电阻焊机的正、负电极分别接入所述左电极、右电极中的电极孔中,调节x滑台底座 12,使电阻焊机的上电极在下压后刚好对准石墨电极5,当触发电阻焊机焊接按钮时,上电极下压在石墨电极5上,防止多股线和细丝在焊接时位置移动。
3)焊接时电流从左电极流过石墨电极5,石墨电极5发热,熔化钎料,完成多股线与细丝的钎焊,焊接完成后,松开固定部件,取出零件。
4)多次焊接后若石墨电极 5受到损伤,拧松锁紧螺栓28,更换石墨电极5。
本装置和及装置使用方法中的“上电极”,不同于传统电阻电焊中的上电极,本发明中采用平行电极,使得电流从左(右)电极流到右(左)电极,流过石墨电极5时,石墨电极5发热完成电阻钎焊,电流不会通过上电极,上电极只起到一个压紧作用,即在触发焊接按钮时,上电极下压到石墨电极5上,保证第三线槽31里的细丝和多股线在焊接时不会从槽里出来,且相对位置不发生变化。
1.2 实验过程
实验材料选取尺寸0.1 mm×0.4 mm×4 mm的固态银基钎料片,牌号 QJ101的液态钎剂,总直径450~1500 µm的多股铜导线(其中,单股铜导线直径30~50 µm,数量 15~30 股),直径 100~300 µm 的镍丝。
多股导线与钎料在凹槽内位置关系的横截面示意图见图 2a。可知,多股导线材料为铜合金,单股丝直径为40 µm,股数约为20。首先用剥线钳去除多股导线待焊端部绝缘皮,导线端部剥皮部分控制在4 mm。钎料选用银基钎料片,厚度为0.1 mm,用美工刀裁制成0.4 mm×4 mm尺寸。采用丙酮将微细丝和处理好的多股导线、钎料放入超声波清洗池中清洗,清洗完成后晾干。将焊接电源的输出端子台正极用导线连接至第一导电铜板,输出端子台负极连接至第二导电铜板,将带槽石墨块放置在两导电铜板之间,旋紧紧定旋钮确保带槽石墨块与两导电铜板接触良好。取一片裁制好的钎料片平放在带槽石墨块的凹槽中,滴入少许钎剂,将多股导线的待焊处平放在带槽石墨块中。设置焊接电流为0.70 kA,焊接时间为0.5 s,焊接压力为 20 N,施加焊接信号,电流经第一导电铜板传递至带槽石墨块,带槽石墨块的体电阻热使钎料熔化,多股导线内部间隙被钎料填充,留待备用,通过上述操作得到浸润后的多股导线。
浸润后的多股导线与微细丝在凹槽内位置关系的横截面示意图见图 2b。可知,取一片裁制好的钎料片平放在带槽石墨块的凹槽中,滴入少许钎剂,将微细丝放置在带槽石墨块的凹槽中,微细丝材料为纯镍,材料状态为硬态,直径为200 µm,抗拉力为25 N。将经钎料浸润后的多股导线放置在带槽石墨块的凹槽中,施加焊接信号,钎料受热熔化后包裹住微细丝和经钎料浸润后的多股导线,完成焊接。

图2 横截面示意图Fig.2 Cross section diagram
采用相同的实验材料,按照常规电阻钎焊的步骤完成多股导线与微细丝的焊接。在上述电阻钎焊实验基础上开展焊接工艺实验,研究预热电流、焊接电流、缓升时间、预热时间、冷却时间、焊接时间等工艺参数对焊接成形的影响,并依据焊接接头直径、焊接接头外观质量对工艺参数进行调整,得到优化后的工艺参数。优化后的精密电阻钎焊工艺参数见表1,优化后的常规电阻钎焊工艺参数见表2。
用优化后的工艺参数进行实验,进行常规电阻钎焊与改良后的精密电阻钎焊对比实验,并进行工艺研究、焊接接头力学性能研究、焊接接头微观组织结构分析。

表1 优化后的精密电阻钎焊工艺参数Tab.1 Precision resistance brazing process parameters after optimization

表2 优化后的常规电阻钎焊工艺参数Tab.2 Conventional resistance brazing process parameters after optimization
2 结果与分析
2.1 成形对比
精密电阻钎焊新方法与常规电阻钎焊结果对比,外观成形中常规电阻钎焊引线(见图 3a)未被完全包裹,钎料填充不饱满,成形差;改良后(见图3b)热影响区被钎料包裹,减小了应力趋势、钎料填充饱满、成形好。
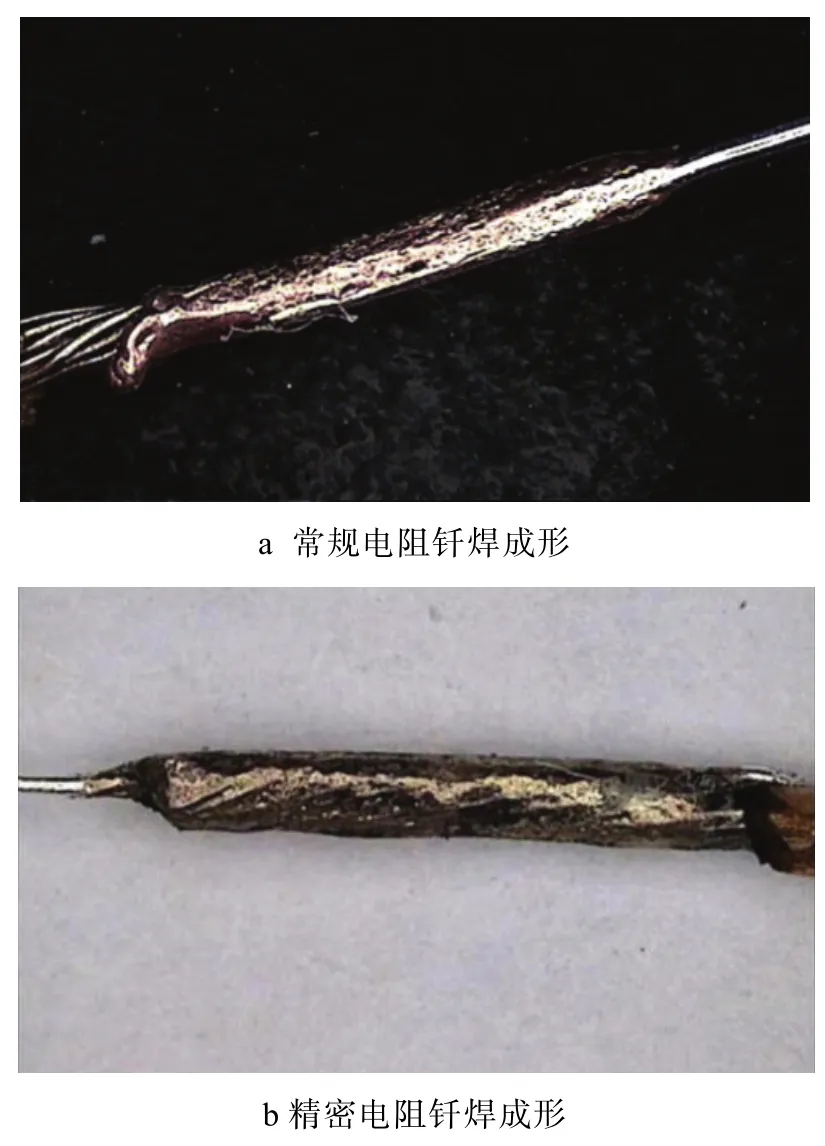
图3 引线外观成形对比Fig.3 Comparison of lead appearance forming
2.2 工艺研究
常规电阻钎焊焊接时(见图4a),上电极向下压,压紧待焊的多股导线和铂电极引线,电流通过待焊的多股导线和铂电极引线,此时,电阻生热源有铂电阻引线、多股导线、钎料片以及上下电极各接触面的接触电阻产生的接触电阻热与铂电阻引线、多股导线、钎料片的自身电阻所产生的体电阻热。改进后的精密电阻钎焊见图 4b,待焊的铂电阻引线和多股导线以及钎料置于带槽石墨块的槽中,上电极向下压,输出焊接信号,电流通过左导电铜板流经石墨体向右导电铜板,此时,由于石墨体的电阻远大于其他电阻,焊接生热源以石墨体电阻发热为主。焊接时,石墨体像是一个加热槽,而待焊材料自身体电阻不发热,仅受热,可以通过进一步的工艺优化减少铂电极引线的受热量。

图4 焊接受热对比分析Fig.4 Comparative analysis of welding heating
2.3 焊接接头力学性能研究
焊接接头力学性能研究中采用精密拉伸实验机对采用不同工艺下获得的焊接接头进行拉剪力测试,研究两种方法对接头拉剪力的影响。
拉剪力实验中,常规电阻钎焊接头断裂位于微细丝热影响区,平均抗拉力为21 N,强度系数为84%,但焊接质量不稳定;与之对比精密电阻钎焊,断裂位于微细丝热影响区,平均抗拉力达到 23 N,强度系数为92%,且焊接质量稳定,效率高。
2.4 焊接接头微观组织结构分析
用常规电阻钎焊得到的焊接接头微观组织结构见图5,可见,由于热输入量大,铂电阻引线存在明显软化现象,并且因为毛细作用,使得多股导线内部间隙无法被钎料填充完整。
用精密电阻钎焊得到的焊接接头微观组织结构见图6,可见,第1步的钎料熔化浸润以填充多股导线间隙,以避免毛细作用所导致钎缝填充不佳的问题。在这一步中,铂电阻引线不参与焊接,以减少其受热软化的程度。第2步再次加热后,铜丝受熔蚀影响,但多股导线性能依然强于铂电阻引线,与之形成对比的是,铂电阻引线因只在第2次钎焊时加入,所以仅受热一次,铂电阻引线整体形貌完整,与钎料润湿很好。

图5 用常规电阻钎焊得到的焊接接头微观组织结构Fig.5 Microstructure of welding joint obtained by conventional resistance brazing
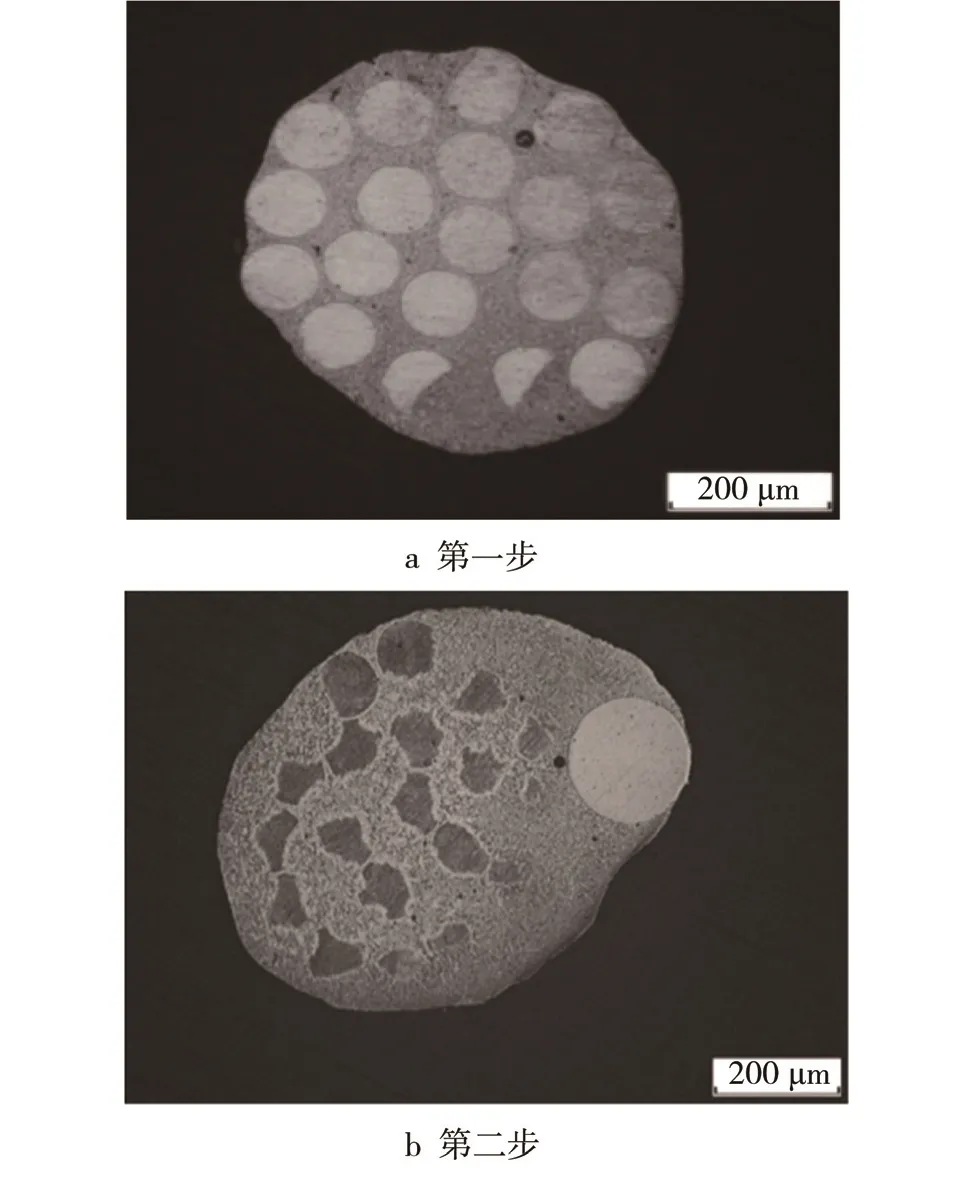
图6 用精密电阻钎焊得到的焊接接头微观组织结构Fig.6 Microstructure of welded joint obtained by precise resistance brazing
3 结论
1)采用平行电极的思路,将带定形槽的石墨块放置在两导电铜板的中央,通过焊接电源对带槽石墨块进行通电加热,将位于凹槽中的钎料熔化以实现铂电阻引线与多股导线的可靠连接,获得了成形美观、尺寸大小合适、力学性能优良的钎焊接头。
2)设计了适用于微细丝和不等直径多股导线电阻钎焊的夹具装置,装置结构简单,操作方便,装夹可靠,提高了接头质量稳定性与焊接效率。采用这种方法及装置,解决了实际生产所应用的火焰钎焊方法对焊工操作水平要求高,而且焊接质量不稳定的问题。
3)开发的方法操作简单,所得接头钎料填充饱满,接头性能优于常规电阻钎焊接头,钎料均匀浸润微细丝和多股导线,避免了常规钎焊多股导线与微细丝时钎料由于毛细作用主要浸入多股导线间隙,导致微细丝与钎料、多股导线与钎料之间存在间隙的问题。采用开发的连接方法和装置可实现飞机飞控系统中铂电阻镍基引线和多股铜线的良好连接,可满足产品尺寸、外观、性能及稳定性等要求。连接方法和专用装置可以用于电子行业、电器行业中微细丝之间的连接。
猜你喜欢
消费电子(2022年5期)2022-08-15
兰州理工大学学报(2022年1期)2022-03-05
日用电器(2020年9期)2020-10-15
湖北农机化(2020年4期)2020-07-24
商品与质量(2020年7期)2020-06-13
铜业工程(2018年3期)2018-07-11
制造技术与机床(2017年3期)2017-06-23
科技资讯(2017年6期)2017-04-26
中国有色金属学报(2016年11期)2016-12-13
自动化与仪表(2014年10期)2014-02-26
