
预合金粉钻头钻进玻璃效果测试
2018-09-10 06:28:46漆细才周天盛莫松林李静仪唐兰艳郑雪莲
超硬材料工程 2018年4期
漆细才,周天盛,莫松林,李静仪,唐兰艳,郑雪莲
(桂林金刚石工业有限公司,广西 桂林 541199)
1 前言
由于预合金生产工艺的不断进步,预合金粉生产厂家对预合金粉的开发和细分,以及预合金粉本身优良的性能,因此各类金属预合金粉末目前几乎应用到了超硬材料工具制作的各个方面,涉及石材、陶瓷、混凝土、玻璃加工等领域。由于玻璃加工工具的金属结合剂消耗量相对较少,各合金粉末厂家基本未在此应用领域进行开发,市场所用预合金粉末只有部分Cu-Sn合金,远远不能满足生产的需求。同时,随着我国经济的高速发展及人民生活水平的不断提高,汽车走进了普通百姓家庭,汽车工业也得到了迅猛发展,汽车玻璃的加工数量越来越多,同时对汽车玻璃加工质量的要求也越来越高。板东线,百超线等全自动化玻璃加工设备的引进,对玻璃加工用金刚石工具如玻璃磨边轮、玻璃钻头的要求也越来越高。全自动化生产线金刚石工具的加工效率比普通生产线高1~2倍,寿命要长2~3倍,被加工玻璃质量也更好。金刚石工具的使用方式也发生了改变。为提高生产效率,保持金刚石工具的锋利度,金刚石工具在使用过程中,不断被修整,金刚石工具的消耗成倍增加。
汽车玻璃加工工具用金刚石粒度较细,主要使用140/170以细的金刚石,制品的烧结温度不能偏高,以不高于850℃为宜。为提高锋利度,玻璃钻头刃口壁厚为0.6mm~1.0mm为佳。以机械混合粉末制作的金刚石工具无法满足这种生产工艺的要求。由于预合金粉具有以下显著的优点[1-3],使这一要求能得到满足。
(1)预合金粉烧结制品比机械混合粉末烧结制品元素分布均匀,从根本上避免了成分偏析。
(2)预合金粉末合金化充分,大大提高了烧结制品的抗压、抗弯强度,易于满足金刚石制品胎体性能要求。
(3)由于预先合金化大大降低了烧结过程中金属原子的扩散所需的激活能,降低了烧结温度,缩短了烧结时间,可避免金刚石的高温烧伤。同时,也有利于降低生产成本。
(4)预合金粉胎体具有高硬度和高冲击强度。
(5)预合金粉可提高对金刚石的把持力,从而提高金刚石工具的锋利度,延长工具的使用寿命。
预合金粉的分类,各厂家都有自己的型号,种类繁多。利用预合金粉的低熔点和成分的均匀性,与多种添加物混合使用,可以调整和控制金刚石工具的胎体性能,满足对工具特殊性能的要求。
本试验采用不同预合金粉烧结的小钻头,钻进3.5mm厚玻璃,测试其钻进效果,从而确定不同预合金粉制造的产品的性能和特性,为预合金粉金刚石工具在汽车玻璃加工中的应用提供参考依据。
2 试验设计
2.1 结合剂的选用
预合金粉的分类,各厂家都有自己的型号,种类繁多。现在市场上主要有铜基预合金粉、铁基预合金粉、钴基预合金粉等几种[4]。 本试验采用铜基、铁基、钴基预合金粉及钴基加Cu-Sn预合金粉为结合剂制作钻头,测试钻头钻进玻璃的效果。钻头编号为K1、K2、K3、K4。
K1、K2、K4为市场上购买的预合金粉,含低熔成分锡,可单独烧结。K1为湖南长沙某单位生产的钴基结合剂预合金粉末,K2为郑州某单位生产的铁基结合剂预合金粉末,含磷和稀土等微量元素,K4为湖南长沙生产的青铜基结合剂预合金粉末,K3为K1预合金粉与40%的Cu-Sn预合金粉混合的结合剂,目的是适当降低胎体硬度,增加胎体的自锐性。具体的成分含量如表1所示。
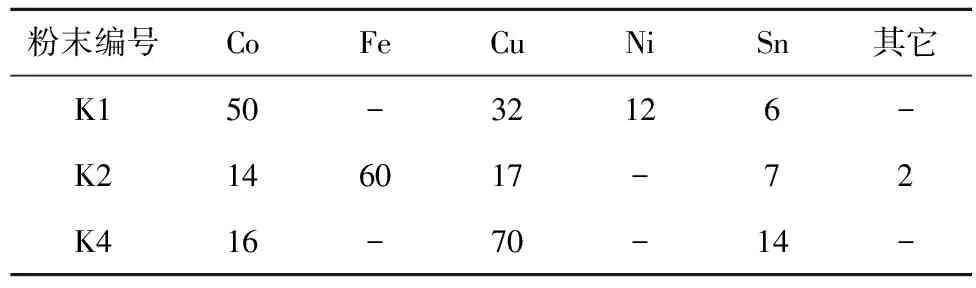
表1 预合金粉末主要成分(%)Table 1 The main content of pre-alloyed powders
2.2 试验钻头的设计与加工
(1)试验钻头外径的确定:汽车玻璃生产线钻孔工具为Φ12mm带倒角的锥柄钻头。为节约玻璃用量,另外还考虑产品规格越小,加工工艺越难控制的情况,试验钻头的规格及制作工艺尽量简化,以确保试验钻头制作工艺的稳定性和产品性能的稳定性。本试验采用Φ15mm外径的不带倒角的直筒钻头。
(2)试验钻头壁厚的确定:以K1为结合剂,用中频烧结炉烧结三只Φ15.4mm/Φ13mm规格的试验钻头,用电火花将三只钻头外径按图1要求分别修整到Φ15.2mm,Φ15mm,Φ14.8mm。按试验工艺钻进玻璃,做对比试验。钻进效果如表2所示。外径Φ14.8mm的钻头效率高,钻孔数量最多,共85孔(表中未列全)。Φ15.2mm钻头效果最差,效率低,钻孔数量少,只有20孔。为节省玻璃和缩短试验时间,并综合考虑试验效果,选用外径Φ15mm即壁厚为1.0mm的钻头作为本次试验用钻头规格。
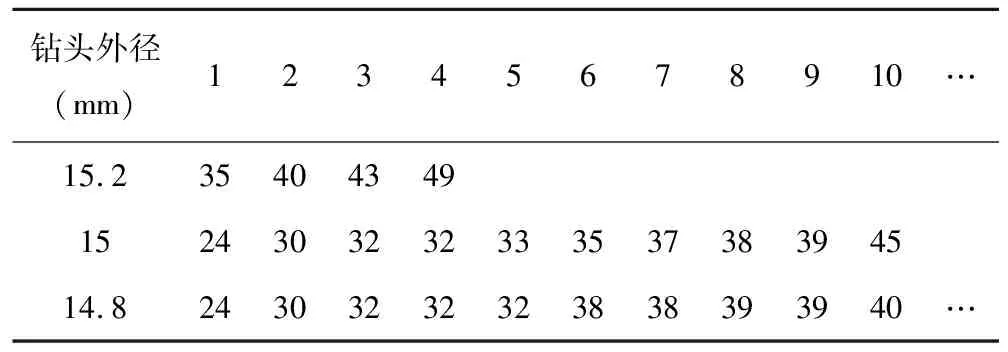
表2 不同壁厚钻头钻孔时间Table 2 The drilling time of different thickness of bit
*说明:序号1为钻头钻第一个5孔时所用时间,序号2为钻头钻第二个5孔时所用时间,以此类推。
(3)试验钻头刃口形状的确定:玻璃是一种非晶态脆性材料,在切削和磨削加工中,材料的去除不似切削金属那样通过滑移和塑性变形进行。钻头钻削玻璃即将钻出时,玻璃强度下降,会导致破碎,出口出现崩边,从而影响钻进效果,影响测试结果。为改善钻孔效果,本次试验采用钻头外径刃口处30°倒角[5],刃口尖端宽度0.5mm的方法处理刃口形状。为了解决排粉和散热的问题,参考并优化了龙慧玲[6]的设计,在钻头刃口处开两个水口。最后确定的钻头规格如图1所示。

图1 钻头修整效果图Fig.1 Sketch map of bit
(4)试验钻头的烧结与加工:在中频烧结机上烧结小钻头各三只,磨料采用170/200的MBD8金刚石。钻头通过机加工成型后,用电火花按图1要求加工到尺寸,从而使试验钻头的尺寸保持一致。
2.3 玻璃的钻进
恒压钻进试验在台式小钻床上进行。为满足恒压钻进条件,在钻床手柄上吊挂一个自制法码。钻进压力通过对比试验,选取1.6kg重的法码压头,最终钻进压力为80N。玻璃是市场上购买的3.5mm厚的浮化玻璃。玻璃切割成110mm×200mm规格的小玻璃方块,以方便钻进时使用。钻床转速为2580r/min。冷却液用循环水。玻璃钻进前,测量钻头长度,并做好记录。钻进玻璃时,每钻5个玻璃孔记录一次时间,当钻孔时间超过50秒时,用油石修整钻头使金刚石出刃,重复上述操作5次,并做好记录。结束钻进工作后,测量钻头的长度。以5孔为基准,计算K1、K2、K3、K4结合剂烧结钻头钻孔所用时间的平均值,见表3。绘制钻进效果图。

图2 钻头钻进玻璃Fig.2 Bit being drilling the glass
3 试验结果
表3是K1、K2、K3、K4所做钻头修整5次时,每5孔钻进时间的平均值,时间单位为秒;表4为钻头平均钻孔总数及单孔时间消耗数值。图3是根据表3数据绘制的效果图。图4为钻头消耗柱状图。
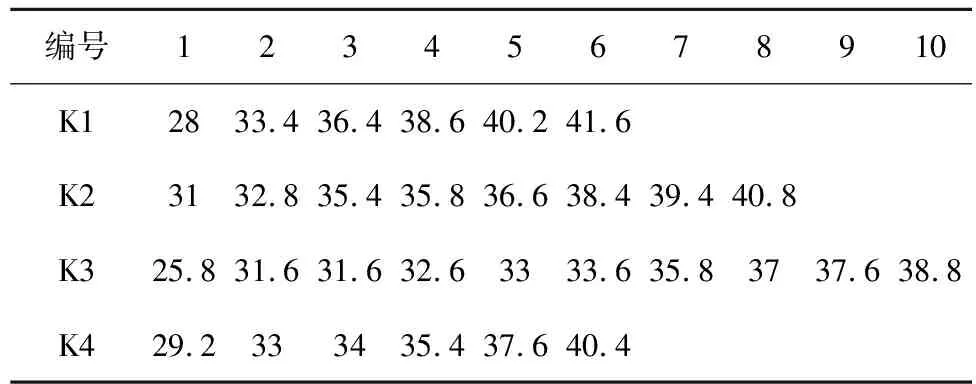
表3 每钻5孔所用时间的平均值(秒)Table 3 The average drilling time (seconds) of drilling 5 holes per drill
*说明:序号1为钻头钻第一个5孔时的平均时间,序号2为钻头钻第二个5孔时的平均时间,以此类推。

表4 钻头平均钻孔总数及钻头消耗情况Table 4 The total amount of drilling holes and the consumption of bits
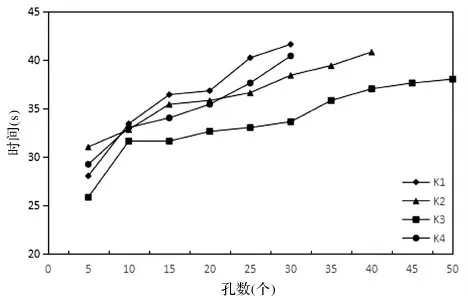
图3 钻进效果图Fig.3 The results of drilling
图3中,横坐标表示预合金粉钻头在修整后所钻玻璃孔数的平均值,反映了钻头锋锐度及钻头的自锐性,数值越大,反映钻头自锐性越好。纵坐标反映了钻头的钻进效率,所用时间越少,钻进效率超高。从图中曲线形态来看,曲线的斜率越小(越平)、位置越低、长度越长,钻头的钻进效果越好。斜率越小,制品的钻进效率下降越慢,自锐性越好。曲线位置越低,钻孔所用时间越少,效率越高。钻头自锐性好,钻进效率下降就慢,所钻玻璃孔数就越多,曲线长度就越长。从图3中可知,K3曲线斜率最小,位置最低,而且曲线长度最长,反应出K3作结合剂制作的钻头钻进效率最高,钻头自锐性下降速度最慢即其自锐性最好,修整出刃一次所钻玻璃孔数最多,其整体性能表现也最好。其次为K2制作的钻头。K1和K4钻进性能则相对较差。从图4看,K1、K3、K4的单孔消耗相近,仅K2即铁基结合剂预合金粉烧结的钻头消耗较小,约为其它三种钻头消耗的2/3。

图4 钻头消耗柱状图Fig.4 The consumption of bits
由于预合金粉大大提高了烧结制品的抗压、抗弯强度,在增加制品机械性能的同时,也增加了制品胎体的硬度,且在玻璃加工过程中,由于玻璃属于非晶态脆性材料,易碎,钻进压力受到限制,因此金刚石出刃变得更为困难。所以,不论是钴基预合金粉还是铜基预合金粉制品,金刚石出刃效果均不理想。但在钴基预合金粉末中加入适量的Cu-Sn预合金粉末,可降低结合剂胎体的耐磨性,增加自锐性,提高钻进效果;而在铁基预合金粉中加入微量元素和磷元素,能提高钻头上金刚石的出刃高度,通过优化配比最终使K2、K3的钻进效果比K1、K4好。
所以,从钻进性能和寿命综合考虑,K3结合剂制作的钻头(金刚石粒度170/200,强度MBD8,浓度50%的前提条件下)总体性能最好,其次为K2结合剂制作的产品。
4 结论
(1)在玻璃的加工、钻进过程中,选择的三种纯预合金粉烧结的钻头自锐性较差,钻进效率一般。
(2)制作玻璃加工用金刚石工具时,钴基预合金粉K1与Cu-Sn预合金粉末调配使用,可增加产品的自锐性,增加钻进效率,而对钻头寿命影响不大。
(3)铁基预合金粉K2中加入了微量元素和磷元素,使其制品的钻进效果好于钴基预合金粉K1。而且,K2预合金粉钻头的寿命是四种预合金粉中最长的。在综合考虑用户使用要求的前提条件下,玻璃钻头用预合金粉可在K2、K3中作出选择。
猜你喜欢
超硬材料工程(2022年2期)2022-08-29 00:18:46
材料科学与工程学报(2021年4期)2021-08-25 07:01:56
石材(2020年10期)2021-01-08 09:19:54
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:37:05
潍坊学院学报(2016年6期)2016-04-18 13:56:50
超硬材料工程(2016年1期)2016-02-28 22:20:05
超硬材料工程(2016年1期)2016-02-28 22:20:02
石油知识(2016年2期)2016-02-28 16:20:21
安徽地质(2016年4期)2016-02-27 06:18:10
江西煤炭科技(2015年1期)2015-11-07 03:06:32
