
基于FANUC Oi数控系统的宏程序在零件轮廓倒圆角铣削加工中的应用
2018-09-10 18:50金伟丰
河南科技 2018年4期
关键词:宏程序
金伟丰
摘 要:本文主要研究了球头铣刀代替成型铣刀进行复杂零件轮廓形状倒圆角加工方法,分析刀具半径补偿功能对零件轮廓倒圆角宏程序编程方法,建立倒圆角数学模型,归纳总结了复杂轮廓倒圆角宏程序编程的基本模板,并举例说明编程方法。
关键词:倒圆角;球头铣刀;宏程序;程序模板
中图分类号:TG659 文献标识码:A 文章编号:1003-5168(2018)04-0043-02
Application of Macro Program Based on FANUC Oi NC System
in the Contour Round Milling of Parts
JIN Weifeng
(Taizhou Radio and Television University,Taizhou Zhejiang 318000)
Abstract: In this paper, the ball milling cutter instead of the forming cutter complex shape contour rounding method. This paper analyzed the method of tool radius compensation to the part contour rounding macro programming method, established the rounding mathematical model, summarized the basic template of macro outline programming of complex outline rounding, and illustrated the programming method.
Keywords: chamfering angle;ball end milling cutter;macro program;program template
零件轮廓倒圆角是数铣加工中常见的工序,通常使用成型铣刀铣削加工。根据零件倒圆角半径选取特定尺寸成型铣刀,不同工件尺寸无法共用一把成型铣刀,加工尺寸受限;刀具磨损后圆角半径增大,无法获得较高精度和表面质量的倒圆角[1]。为提高加工精度和加工效率,有必要研究常用的球头铣刀对复杂零件轮廓形状进行倒圆角加工的编程方法。
1 编程思路分析
为解决编程轨迹与刀具中心轨迹存在位置偏差的问题,采用刀具半径补偿功能对零件轮廓倒圆角铣削进行宏程序编程。编程时仅根据零件轮廓尺寸,在刀具补偿寄存器中输入刀具半径,数控系统根据动态变化的刀具半径补偿值自动计算刀具中心偏移量,降低编程难度,简化编程计算。
为保证圆角加工精度,采用球头铣刀等角度方式自下而上逐层切削来完成倒圆角加工。
2 倒圆角数学模型的建立
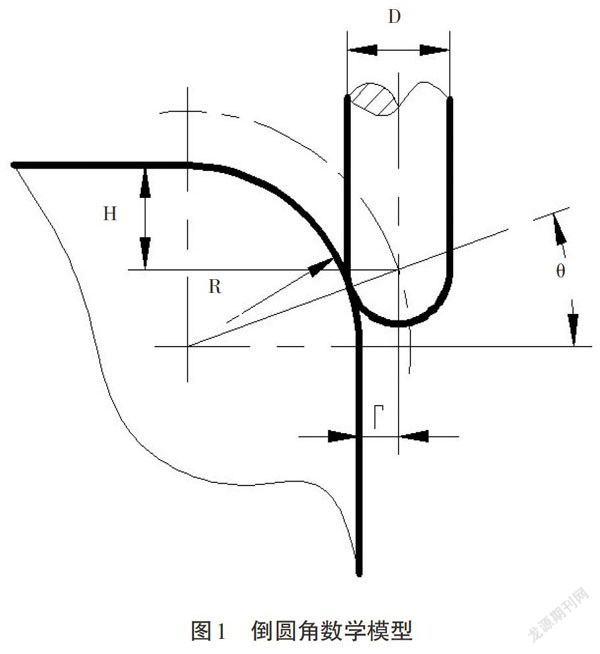
加工时,球头铣刀在XY平面内沿圆弧轮廓水平走刀,在XZ平面内沿Z轴垂直移动。刀具沿自下而上的角度逐层切削,XY平面内的刀具半径补偿值随着Z方向深度尺寸的变化而变化。如图1所示,根据数学三角函数关系建立倒圆角数学模型,确定深度Z值与轮廓半径的相互关系。
θ为圆角角度变量(0°≤θ≤90°),D为球头铣刀直径,R为倒圆角半径。
球刀刀位点(球心)Z方向位置坐标变量:
[H=(R+D/2)×sinθ-R] (1)
球刀刀位点(球心)X方向距轮廓底部偏置量:
[r = (R+D/2)×cosθ-R] (2)
由式(1)和式(2)可以看出,球刀刀位点X方向距轮廓底部偏置量和Z方向位置坐标随圆角角度变化而动态变化,不同高度要求的刀位点偏置量是不同的。
由于存在变化的刀位点偏置量,因此,编程时不能在刀具偏置寄存器中手动输入刀具半径补偿值,须采用刀具偏置系统变量。在FANUC Oi数控系统中,可编程的动态变化的刀具“半径”用变量#13 001~#13 400表示,且保存的刀心偏置量分别对应编程中刀具半径补偿值D01~D400。据此可将式(2)所示的刀心X方向距轮廓底部偏置量数学方程转化为编程表达式:
#1 3001=(#10+#20/2)×cos[#30]-#10 (3)
式(3)中:#10表示倒圓角半径;#20表示球头铣刀直径;#30表示圆角角度变量θ。
在编程过程中,以圆角角度θ为循环变量,其变化范围为0°~90°。球头铣刀自下而上等角度逐层切削,每增加一次圆心角度数,刀具提刀一次,刀心偏置量变化一次,直到切到圆角顶端为止。
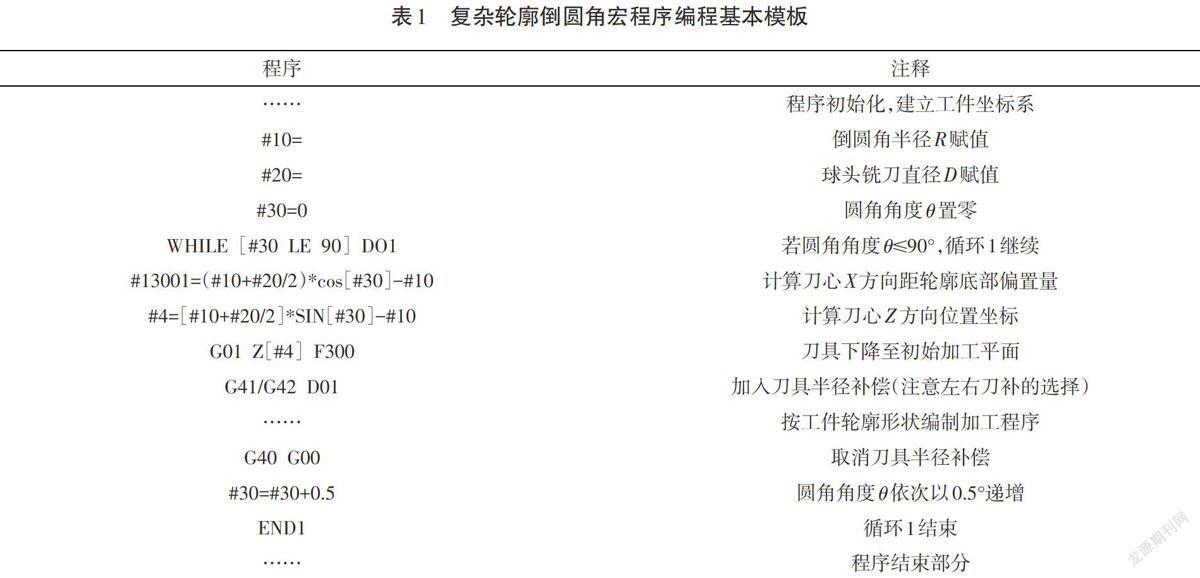
3 复杂轮廓倒圆角宏程序编程基本模板
倒圆角宏程序是在刀具半径补偿值基础上,采用刀具偏置系统变量,结合式(1)、式(2)和式(3)中各参数方程,总结得出复杂轮廓倒圆角宏程序编程基本模板,如表1所示。
4 结语
以球头铣刀代替成型铣刀进行倒圆角加工,只需用数学模型表达出零件轮廓,将相应零件尺寸按数学逻辑关系设成变量,按照复杂轮廓倒圆角宏程序编程基本模板的格式,只需变更相应部分的数值及工件轮廓加工程序即可对整个程序进行更改,从而实现用任意半径的球刀对任意轮廓形状、任意圆角半径进行倒圆角加工,程序简明,通用性较强。
参考文献:
[1]胡翔云.宏程序在任意形状周边轮廓倒圆角中的应用[J].模具工业,2014(2):61-63.
猜你喜欢
内燃机与配件(2021年18期)2021-09-24
科学与财富(2018年28期)2018-11-16
科技视界(2018年6期)2018-05-11
中国新技术新产品(2017年5期)2017-03-20
都市家教·下半月(2016年11期)2016-12-29
现代经济信息(2016年3期)2016-03-24
广东教育·职教版(2016年1期)2016-02-18
科技与创新(2015年13期)2015-07-03
现代电子技术(2014年4期)2014-03-05
