
巧用宏程序对抛物线曲面编程
2016-03-24 00:49姜爱国
现代经济信息 2016年3期
摘要:对数控车床的零件进行编程,是我们完成自动加工的前提。在编程技术日益发展的今天,宏程序的运用,变量的设定,是对复杂零件编程不可或缺的重要工具。
关键词:宏程序;自动编程;抛物线;基点坐标;变量
中图分类号:TG659 文献识别码:A 文章编号:1001-828X(2016)003-000-01
经常有复杂曲线所构成的非圆曲面(如:椭圆曲线、抛物线、双曲线等)零件,其加工质量往往成为生产制造的关键。
非圆曲线形状的工件在数控车削中属于较复杂的零件类别,一般运用直线拟合法来进行加工。而此类方法的特点是根据零件图纸的形状误差要求,把曲线用许多小段的直线来代替,根据零件图纸的形状误差,如果精度要求高,直线的段数就多,虽然可以凭借CAD软件来计算节点的坐标,但是节点太多也导致了加工中的不方便,如果能巧妙运用宏程序,则可以方便简洁地进行编程,从而提高加工效率。
一、解读宏程序
在一般的程序编制中程序地址下的字为常量,而宏程序则采用变量编程它是利用对变量赋值、表达式、逻辑运算、条件判断等来描述零件加工过程的指令的集合;既可以写入主程序,也可以独立编写成子程序,供主程序调用,我们把这种程序叫宏程序。
二、宏程序与普通程序的对比
普通编程是利用每个指令代码的功能,按照规定进行各地址下的常量编程即可,有的时候这些简单的指令不能满足加工要求,因此系统提供了用户宏程序功能,使用户可以对数控系统进行一定功能的扩展,普通程序只能使用常量进行编程而且常量之间不可以进行计算,而宏程序则使用变量,并可以给变量进行赋值,变量之间可以根据程序中给出表达式进行计算。
当工件形状没有变化,但尺寸发生变化时,只需改变变量中几个与尺寸有关的值,其他的表达式无须改变。
三、宏程序与自动编程的比较
自动编程有自动编程的好处,但是自动编程也有其不利于加工方面的问题,在加工不规律的曲面时利用自动编程确实是很好,但是在加工有规律的曲面时,用宏程序加工要比用自动编程软件要强的多,而且宏程序比较精练,不象自动编程那么烦琐,而且程序段非常多,加工时间长,需要专门的后处理软件支持,成本非常高。
四、宏程序运用举例(FANUC-0i数控系统 B类宏指令)
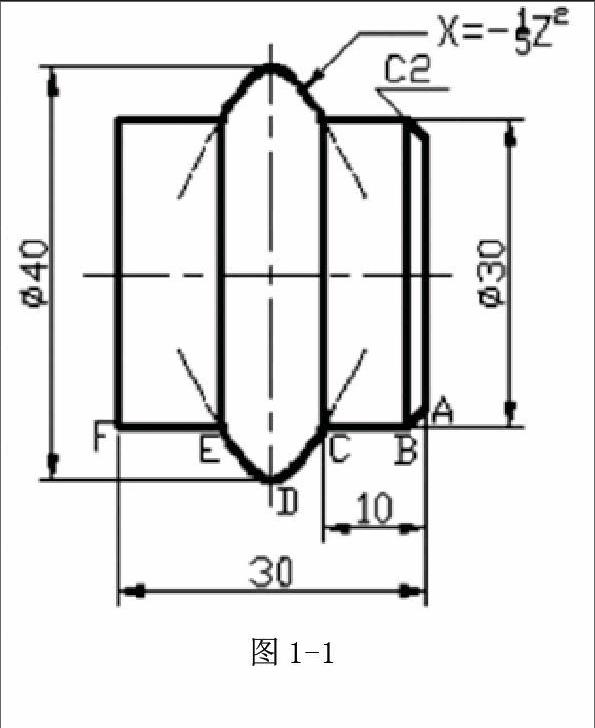
通过如图1-1所示的带二次非圆曲线抛物线的轴类零件的编程,会使我们更加了解宏程序的特点与作用。
(1)基点坐标(以轴心线与右端面的交点为编程原点):
A(26,0)、B(30,-2)、C(30,-10)、D(40,-15)、E(30,-20)、F(30,-30)
(2)变量设定:
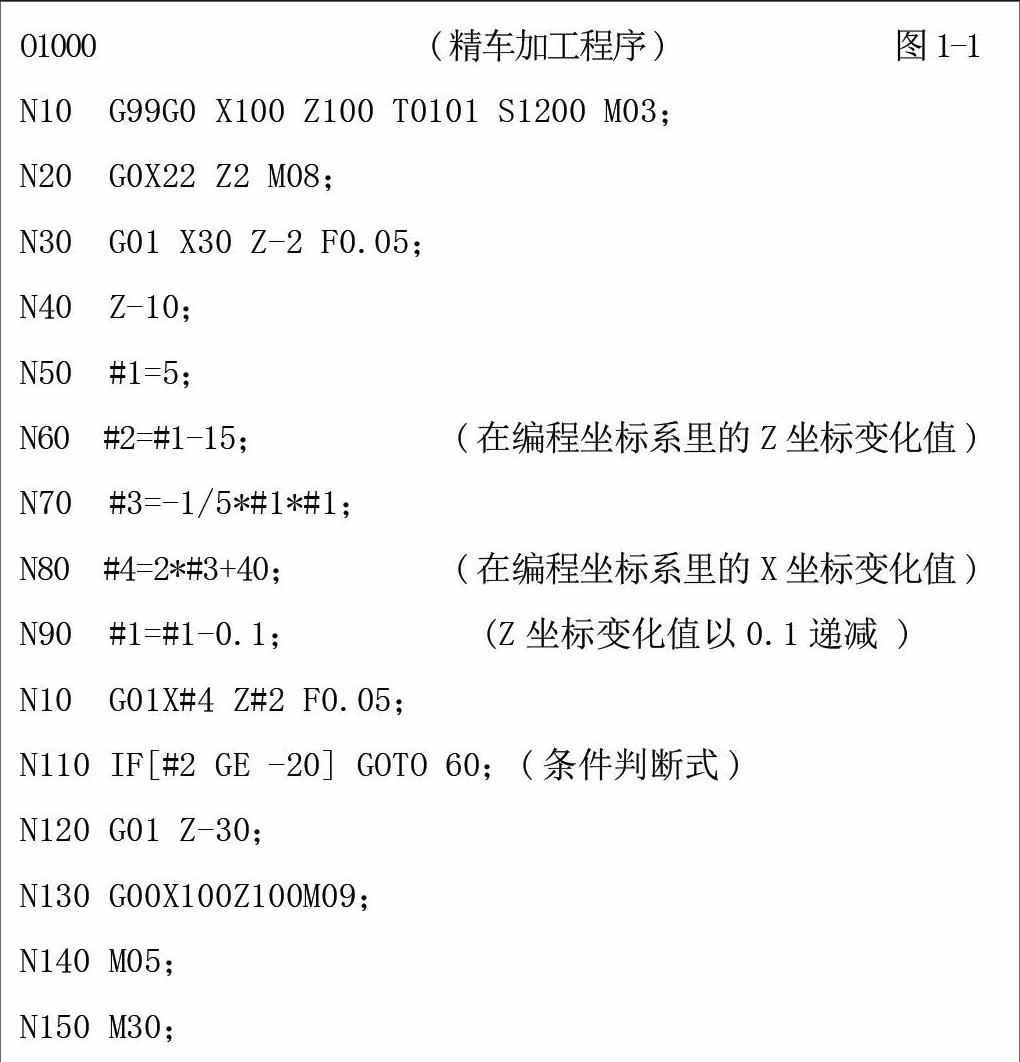
①以#1为Z轴的变量且为自变量;
②以#3为X轴的变量且为应变量;
③抛物线的顶点为(40,-15);
④#1=5(抛物线Z轴的初值);
⑤#3=-1/5*Z*Z(抛物线X轴的初值);
(3)编程:
综上所述,为了满足生产实际需要,我们不断总结编程方法,发挥宏程序在数控机床的编程中举足轻重的作用,正确合理地掌握这一编程利器,能为我们的数控加工开启了一扇敞亮的窗户。
作者简介:姜爱国(1965-),高级实习指导教师,高级技师,本科学历,研究方向:数控技术应用等,主编《数控机床技能实训》一书,由北京理工大学出版社出版。
猜你喜欢
小学生学习指导(高年级)(2021年4期)2021-04-29
中学生数理化(高中版.高二数学)(2021年2期)2021-03-19
河北理科教学研究(2020年2期)2020-09-11
中学生数理化(高中版.高二数学)(2017年1期)2017-04-16
深圳职业技术学院学报(2015年5期)2015-11-30
数学年刊A辑(中文版)(2015年2期)2015-10-30
焊接(2015年9期)2015-07-18
机械工程师(2015年10期)2015-02-02
新高考·高二数学(2014年7期)2014-09-18
