
数控车床上分层车削梯形螺纹的应用
2017-03-20 19:16邓小棒
中国新技术新产品 2017年5期
关键词:宏程序
邓小棒
摘 要:在数控车床加工梯形螺纹的过程中,常由于加工方法及编程指令选用方面的原因,使加工的梯形螺纹不是很理想。本文重点对分层切削法进刀的优越性进行详细分析,并提供了递减切削深度和等距切削深度加工梯形螺纹的两种宏程序的编写方法。
关键词:车削梯形螺纹;宏程序;分层切削
中图分类号:TG659 文献标识码:A
1.梯形螺纹的尺寸计算及其加工工艺分析
1.1 梯形螺纹的尺寸计算
国标规定梯形螺纹的牙型角为30°,表示方法为字母“Tr”加“公称直径×螺距”,以mm为单位,左旋梯形螺纹在尺寸规格后加注“LH”。
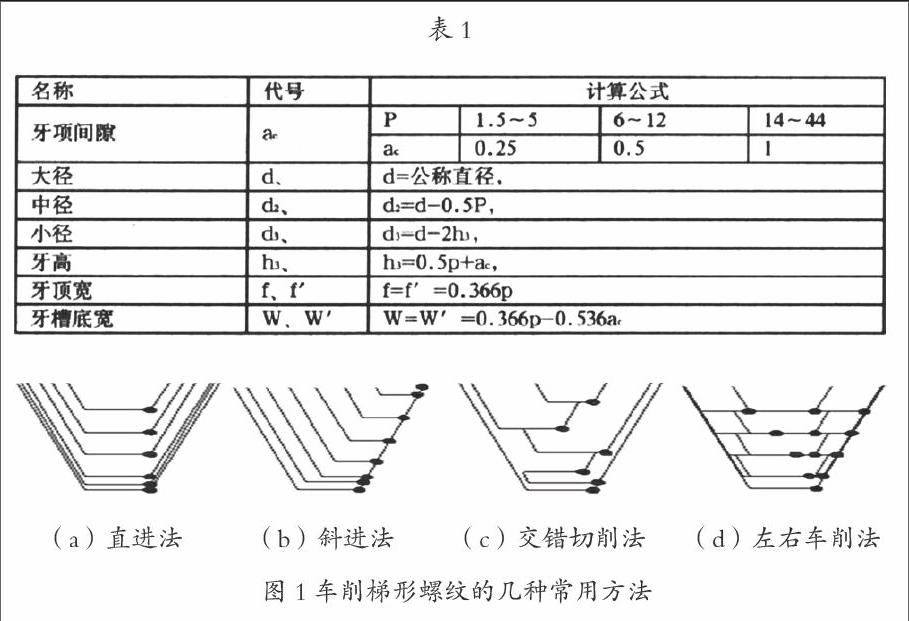
各基本尺寸计算如表1梯形螺纹各部分名称、代号及计算公式。
1.2 梯形螺纹的加工工艺分析
(1)普通车床梯形螺纹的加工方法
直进法:螺纹车刀X向间歇进给至牙深处(如图1(a)所示)。
斜进法:车刀沿牙型角间歇斜向进给至牙底处(如图1(b)所示)。
交错切削法:车刀沿牙型角交替间歇进给至牙底处(如图1(c)所示)。
左右車削法:车刀沿x向进给至一直径处,在每一层上平移车削直至两端面,再沿x向进刀,直至牙底处(如图1(d)所示)。
(2)采用分层车削法加工梯形螺纹
采用分层车削法加工梯形螺纹实际上是直进法和左右切削法的综合应用。分层车削法通常不是一次性地将梯形槽加工出来,而是把牙槽分成若干层(每一层的车削深度根据具体情况来选择),将较深的梯形槽转化成若干个较浅的梯形槽来处理,从而降低了车削的难度。在车削每一层时,采用先直进后左右的车削方法,在左右车削时保持切削深度不变,车刀仅须做向左或向右的纵向进给即可。
2.数控车床上分层车削梯形螺纹的实现
2.1 分层车削法的加工原理
采用分层车削法时,除每一层下刀时是三面切削外,其余每刀都避免了刀具三面同时切削,故分层车削梯形螺纹时每一层下刀时刀具受力最大。每一层的切削深度可相同也可逐层递减,通常,我们只需保证第一层下刀时不扎刀,后续加工扎刀的可能性就很小。分层车削梯形螺纹可最大限度地避免三面切削,减小刀具受力。当然,加工时我们还需根据机床、零件及刀具的实际情况,合理选择切削参数,尽量避免扎刀或震刀。
2.2 数控车常用的螺纹加工指令
采用数控车加工螺纹时可以选择G32(单一螺纹车削指令)、G92(螺纹切削循环)、G76(复合型螺纹切削循环)等指令。
(1)G32(单一螺纹车削指令)
采用G32车削螺纹时,每一个程序段只走相应的一步。如果撤销一个螺纹循环,则需编写4段程序。在螺纹导程大时采用此法编程较烦琐。
(2)G92(螺纹切削循环)
采用G92车削螺纹则是将G32的四句程序合成了一个循环,缩短了程序的长度。但是在车削梯形螺纹时单独使用G92所需的程序段数仍然较多。
(3)G76(复合型螺纹切削循环)
G76车削螺纹可理解为将多个G92合并,其采用斜进式进刀,因此,每次x向进刀后,车刀都是单刃切削。第一层的切深由操作者设定,从第二层开始,每次切削量是变化的。
2.3 宏程序编程车削梯形螺纹
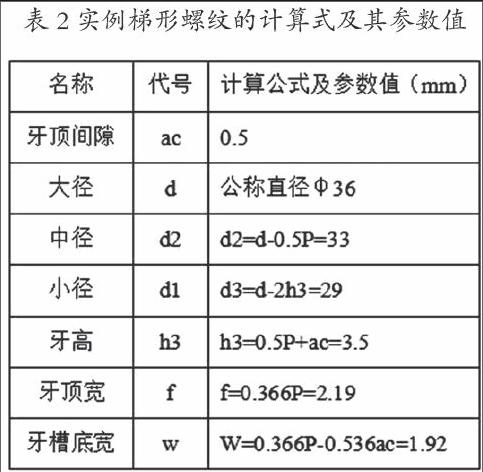
本文以加工Tr36×6d梯形螺纹为例,(采用FANUC Oi Mate TC系统)提供了每层切削量是等距或递减的两种宏程序编写方式。
(1)实例数值计算
①梯形螺纹加工尺寸计算(见表2)
②左(右)移刀量的计算
分层切削时左(右)移刀量计算方式如下:
当刀头宽度等于牙槽底宽时,左(右)移刀量=tan15o×(牙深-当前层背吃刀量)
当刀头宽度小于牙槽底宽时,左(右)移刀量=tan15o×(牙深-当前层背吃刀量)+(牙槽底宽-刀头宽度)/2
(2)参考程序
①编程分析
“分层法”车削梯形螺纹所用的车刀刀头宽度应略小于牙槽底宽,刀具刀尖略小于梯形螺纹牙型角,本实例采用成型刀。用宏程序编程车削梯形螺纹时要着重考虑以下两点:变量要尽可能少,否则会影响数控系统的运算速度;要便于构成循环。
本例中编程的要点是利用宏程序实现分层车削和左右平移车削。利用G92螺纹加工循环指令,将切削起点做相应的移动就可以实现左右平移车削。
②参考程序
Ⅰ递减切削深度编程:利用了G76的进刀递减算法(O0000)
Ⅱ等距切削深度编程:利用每层切削用量值固定的算法(O00002)
说明:
(a)程序中数值和变量,可根据梯形螺纹的具体尺寸、进刀深度以及刀头宽度,合理赋值。
(b)加工成型后,可根据加工中的螺纹中径尺寸和表面粗糙度等因素的实际情况,进行合理调整。
(c)此两种方法都可以实现相对高速,一般以500r~600r/min之间为宜。
结语
编制宏程序,采用分层车削的方式加工梯形螺纹,有效解决了车削梯形螺纹时易扎刀、震刀等问题。这种方法编程简洁易用,可以大幅缩减编程时间,在加工过程中,可根据实际情况便捷地进行切深及各项参数的调整,确保刀具始终处于较好的切削状态,降低了刀具的损耗。在实际生产和技能比武中,采用此法能高效、高质量地完成梯形螺纹的加工,是一种值得推广的加工梯形螺纹的方法。
参考文献
[1]蒋增幅.车工工艺与技能训练[M].北京:高等教育出版社,2004.
[2]北京法那科机电有限公司. Fanuc Oi mate TC操作说明书,2007[Z].
猜你喜欢
制造技术与机床(2019年10期)2019-10-26
数码世界(2017年12期)2018-01-03
制造技术与机床(2017年11期)2017-12-18
深圳职业技术学院学报(2015年5期)2015-11-30
时代农机(2015年3期)2015-11-14
机电产品开发与创新(2015年5期)2015-10-28
焊接(2015年9期)2015-07-18
机械工程师(2015年10期)2015-02-02
潍坊工程职业学院学报(2011年3期)2011-12-02
