
如何编制宏程序
2011-12-02 00:38:50乔建军
潍坊工程职业学院学报 2011年3期
乔建军
(潍坊工程职业学院,山东青州 262500)
如何编制宏程序
乔建军
(潍坊工程职业学院,山东青州 262500)
用户宏程序是以变量的组合,通过算术和逻辑运算、转移和循环等命令,编制的一种可以灵活运用的程序,只要改变变量的值,即可以完成不同的加工和操作。用户宏程序可以简化编程,提高工作效率。
宏程序;编制;变量
宏程序用变量代替真值,宏程序编程员可根据当前应用给变量赋值,变量不仅使宏程序更灵活,也带来很多方便,下面以定位销为例说明如何编写宏程序。如图 1:
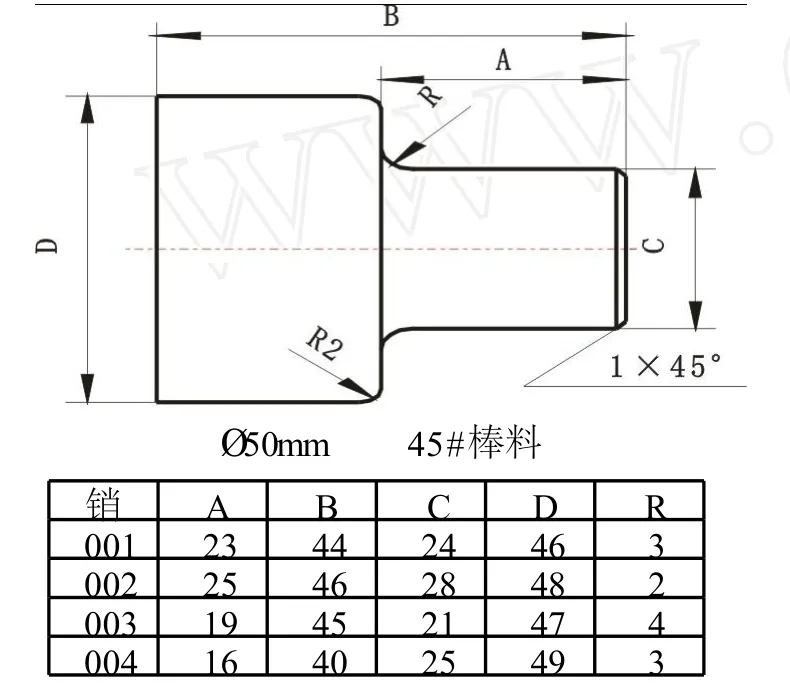
图1 定位销零件图
1 图纸分析
要加工一个零件,首先要仔细审阅它的零件图,通过图纸,我们便知道它不仅仅是单个零件的图纸,要求加工四个销,所有的尺寸和材料都已给出。零件的设计者选择了一张图纸而不是四张单独的图纸来描述。从某种意义上来讲,设计者已经把这个方案看作一类零件,这和编程员一样,图中标出了 7个尺寸(A,B,C,D,R,R2,1×45°),其中 2个 (R2,1× 45°)是固定的,其它 5个是不一样的。
2 宏程序目标
编写宏程序最重要的目标是设计出能够用一个程序加工出这个系列中的四个销,因此只通过改变主程序中 G65自变量(变量)就可完成加工。
3 确定实际刀具路径
第一步:快速靠近工件进行表面切削;
第二步:离开工件右端面一点距离作为循环起点;
第三步:快速退到 G71循环起点;
第四步:粗加工成型,留有合适的余量;第五步:用 G70完成加工。
4 编写标准程序并确定其中的变量
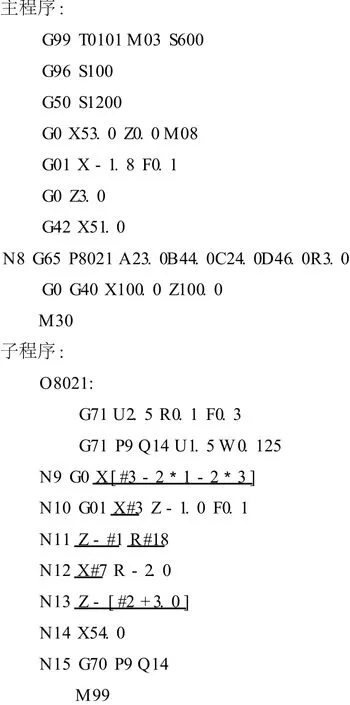
因为这四个零件的程序相似,我们只编第一个销的程序(销 -001),其程序如下:
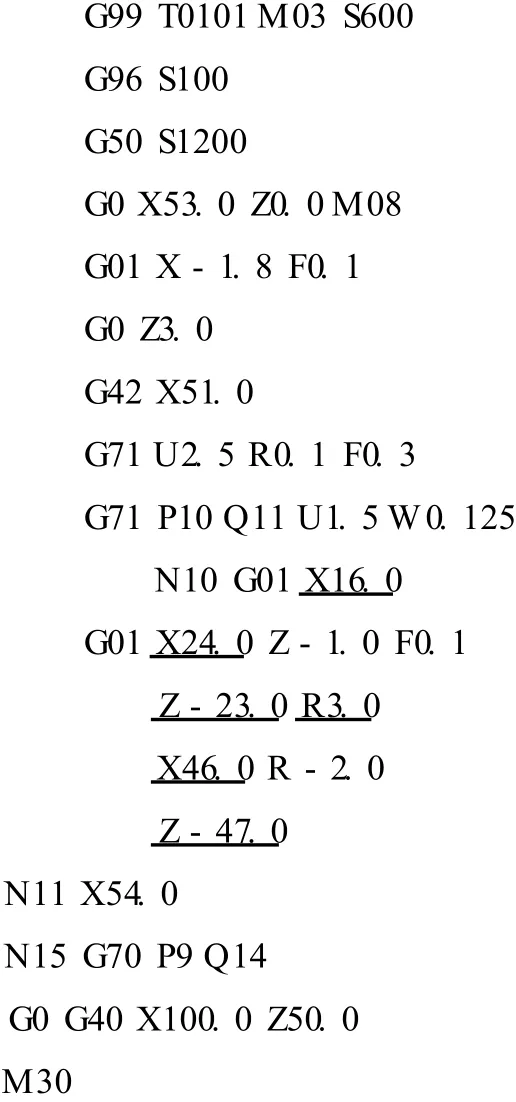
通过以上程序可以看出来,用下划线标出的数值即为加工这四个零件时变化的数值,我们把它们全部设为变量或自变量,需要计算的将产生组合变量输入,即我们编写 NC程序时如何计算的这个数值,按规定计算的顺序把公式代入即可,系统会自动计算。
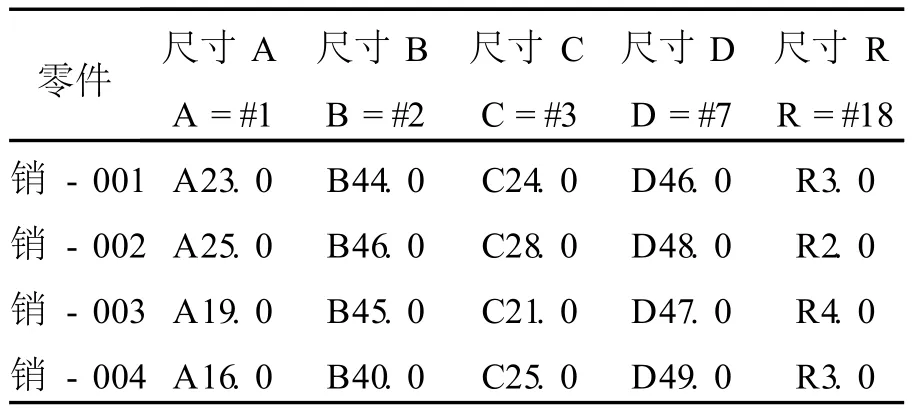
表 1四个零件的自变量和变量赋值
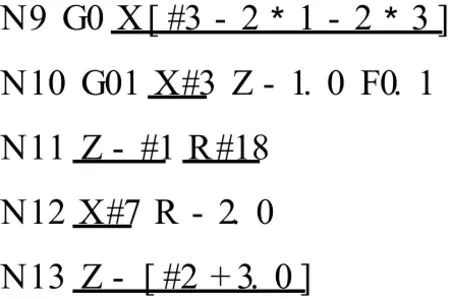
5 使用变量后的程序段
我们把以上程序段中带有下划线的数字,用以上表中的变量来代替,其程序段如下:
我们把这些带有宏程序特征的标准程序编写成真正的宏程序。宏程序应该只包括从一个零件转变成另一个零件的程序段。对例子中的四个销,粗加工循环是程序中唯一改变的地方,宏程序只包含 G71粗车循环,由程序段 N9-N14表示,以及 G70精车循环,由程序段N15表示,因此把以上程序分为两部分,主程序和子程序:将包括含有 G65宏程序调用的程序作为主程序;将用 G71和 G70加工循环作为子程序。
编写后的程序如下:
6 最终的宏程序
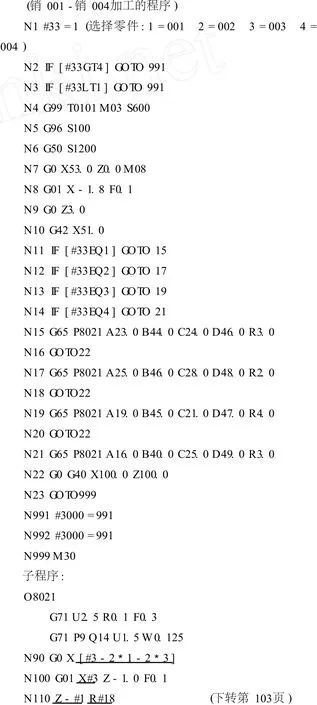
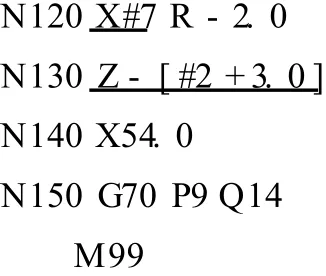
我们把第一个零件的宏程序编出来,但这不是我们的最终目的,我们所需要的是编写一个程序把四个零件都加工出来,毫无疑问同类零件编写的宏程序,依赖于现有的一些属性,很容易在里面增加一些特征,使程序发生重要的变化,即从一个零件到另一个零件之间修改加工操作更容易。在宏程序中,对不同的销,修改变量赋值的唯一方法是在程序段 N8中的 G65命令。这是一种很常见的方法,但不是最好的方法。更好的方法是将四种定义变量都包括在一个主程序当中,然后只通过修改一个变量号(在程序的开头)来选择要加工的零件(销),这个目标可通过在主程序中使用 IF函数包含 4个定义来达到:
以上便是加工四个零件的完整程序,通过程序可以总结出宏程序的特征:(1)需要考虑安全事项,选择正确的刀具路径;(2)仔细选择变量赋值;(3)使用内部计算而不是定义变量;(4)包含的信息与报警;(5)量化存档。
抓住了编制宏程序的特征,会对编写宏程序有很大的帮助。但对任何实际应用程序来讲,其首要的和主要的目的是开发基本程序的核心,要尽可能运用最短的程序来实现要加工的目标,最终编写出最简洁、最实用的宏程序。
[1]彼得.斯密德.FANUC数控系统用户宏程序与编程技巧[M].北京:化学工业出版社,2008.
[2]陈红康.数控编程与加工[M].济南:山东大学出版社,2009.
[3]申晓龙.数控加工技术[M].北京:冶金工业出版社,2008.
(责任编辑:潘 敏)
2011-04-20
乔建军(1986-),男,河南南乐人,潍坊工程职业学院山工机电工程学院教师。
TP27 文献标志码:A 文章编号:1009-2080(2011)03-0088-02
猜你喜欢
电动工具(2022年2期)2022-05-18 08:40:38
智能制造(2021年4期)2021-11-04 08:54:44
数字技术与应用(2019年9期)2019-12-13 07:22:50
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
日用电器(2019年12期)2019-02-26 01:53:06
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
电脑爱好者(2017年10期)2017-06-01 21:53:00
深圳职业技术学院学报(2015年5期)2015-11-30 06:22:22
焊接(2015年9期)2015-07-18 11:03:53
机械工程师(2015年10期)2015-02-02 01:14:01