汽车风挡玻璃装配工艺及漏水问题分析
2018-09-05 07:21:20郭称勇张伟伟
汽车工程师 2018年8期
郭称勇 张伟伟
(广州汽车集团股份有限公司汽车工程研究院)

在汽车总装车间淋雨试验或在市场质量反馈中,经常会遇到风挡玻璃漏水的问题,严重影响整车质量,增加客户投拆及抱怨,降低客户满意度。汽车风挡玻璃主要通过胶接的形式与车身连接,风挡玻璃装配工艺直接决定装配质量,装配不良则会导致漏水现象。风挡玻璃漏水问题排查困难、返修工艺复杂、成本很高,并且行业内研究较少。文章对漏水问题进行了原因分析及对策制定,重点介绍分析方法,成功解决了汽车风挡玻璃漏水问题。
1 前风挡玻璃装配工艺
1.1 风挡玻璃装配流程
前风挡玻璃装配通常在顶棚及仪表台工位之后进行,玻璃装配工位通常放在内饰线末端。按照风挡玻璃供货形式,主要分为有/无底胶2种类型。不同类型的风挡玻璃在装配流程上存在差异,如表1所示。

表1 不同类型风挡玻璃装配工艺流程对比
1.2 风挡玻璃粘结胶操作规范
常见的粘结胶主要包括玻璃底涂、车身底涂、玻璃表面激活剂及玻璃胶。每种辅料在使用过程中,对于适用环境以及固化时间都有严格要求,如表2所示。
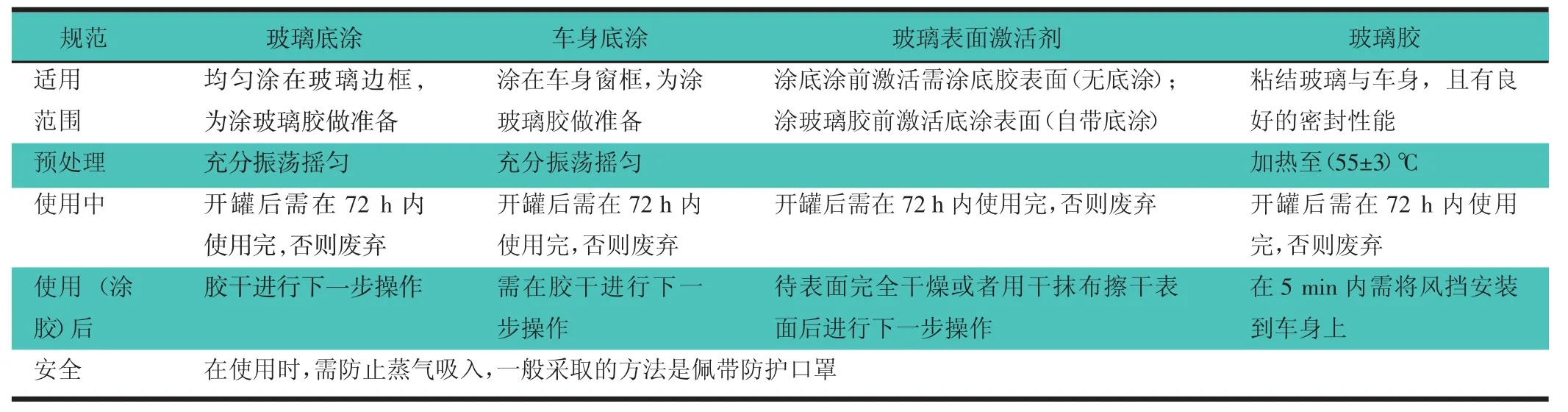
表2 粘结胶操作规范
1.3 风挡玻璃装配工艺
传统玻璃装配工艺及试制车间通常采用手动装配的安装方式。传统工艺流程为上料→清洗→底涂→晾干→涂胶→安装。由于前、后风挡玻璃的尺寸及质量较大,通常会借用助力机械手来实现安装,降低人员的劳动强度[1]。
目前较为先进的风挡玻璃大多采用自动化装配工艺,如图1所示。自动化玻璃装配工艺流程为上料→自动清洗→自动底涂→晾干→自动涂胶→自动安装。使用自动化装配的优势为:1)可以减少人力,提高装配效率;2)有效提升装配质量,提高产品一致性及装配精度;3)在对人体有害、危险的环境下替代人工操作。
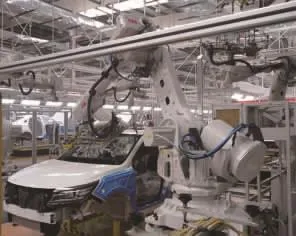
图1 风挡玻璃自动化装配
2 风挡玻璃漏水分析方法
总装车间淋雨试验中遇到风挡玻璃漏水的问题,如图2所示。漏水问题基本采取重新拆装风挡玻璃的方式来排查原因和消除故障。拆装更换玻璃的工艺流程较复杂,割胶过程中极易损伤漆面,并且成本很高(10万元级别汽车更换玻璃的费用一般在1 000元以上)。更换风挡玻璃流程为:拆卸周边件→割胶→取下玻璃→清理残留胶→清洁→涂玻璃胶→安装固定。

图2 风挡玻璃的漏水现象
通过全面质量管理理论对漏水问题展开调查分析,主要包括人、机、料、法、环五大因素。
1)操作人员方面。如操作人员未按工艺要求装配、未进行胶型和轨迹检查确认、操作马虎或未按控制计划执行等,都可能导致玻璃漏水。
2)涂胶设备及装配机器人方面。如:机器人涂胶拐角处圆弧过渡不良、接头处堆胶、接头处胶接不良、涂胶嘴粘胶、更换新胶时未进行排气导致玻璃胶有气泡等,如图3所示,都可能导致玻璃漏水。
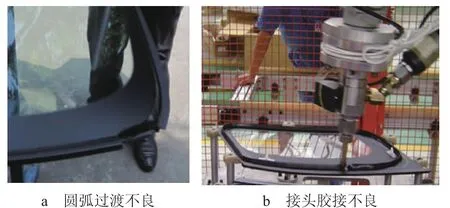
图3 风挡玻璃涂胶缺陷
3)原料问题方面。如:玻璃来件不良、车身焊点有沙眼(焊接参数问题、薄板烧穿、油污或粉尘等导致)、车身有焊缝导致密封胶未涂到位、密封胶涂抹不均匀(密封胶堆积成一个小包,风挡装配后,不能与车框完全贴合),如图4所示。

图4 车身缺陷
4)工艺流程及参数方面。机器人参数设置错误导致涂胶轨迹不满足设计要求、淋水试验参数设置不合格、加热温度过高导致玻璃胶失效、底涂激活后放置时间过长导致底涂失效等。
5)环境方面。灰尘或汗渍导致底涂污染、工厂照明不良导致底涂轨迹不符、温度过高导致玻璃胶或底涂失效等。
3 风挡玻璃产品设计
为保证装配质量,在产品设计阶段,就应该提出产品设计约束以及合理工艺规划设计,保证量产时玻璃的装配质量,减少玻璃漏水质量问题。
3.1 胶型及尺寸要求
校核玻璃胶胶形及尺寸是否有漏水风险,如某企标胶型尺寸为等腰三角形,底边 B=7~9 mm,高H=11~13 mm,玻璃胶挤压后的有效宽度b=11~13 mm,有效高度(玻璃与钣金的间隙)h=5~6 mm,如图5所示,设计时需要严格按照此标准执行。
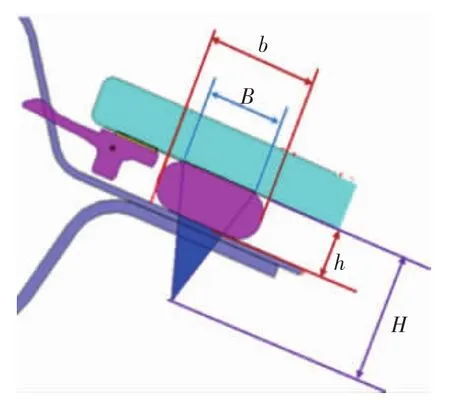
图5 玻璃胶型及尺寸说明
3.2 玻璃胶转弯半径
确认现场涂胶设备最小转弯半径能力能否满足胶形设计要求(如果不满足,需要对玻璃胶走向重新设计或提升涂胶设备的能力)。如某玻璃涂胶设备最小转弯半径为40 mm,则要求产品设计时胶形的转弯半径不能小于40 mm。
3.3 胶线与钣金边缘的距离
确认玻璃涂胶轨迹到钣金边沿的距离(C),如图6所示。例如:某企标为玻璃涂胶轨迹的钣金边沿(转角位)>14 mm;玻璃涂胶轨迹的钣金边沿(直线位)>11 mm,设计时需要严格按照此标准执行。

图6 胶线与钣金距离
3.4 玻璃装配空间要求
风挡玻璃装配过程中,应优先满足在不打开发动机罩的情况下,可以完成装配,并通过DMU模拟分析,装配过程中风挡玻璃与发动机罩间隙应>8 mm。
4 风挡玻璃装配工艺设计
1)加热温度。玻璃胶的加热温度会影响到自动涂胶的胶形,加热温度不合适会导致胶头带胶、安装风挡时溢胶等问题,因此需根据玻璃胶的流动性能确认玻璃胶的加热温度。
2)工位布置。汽车风挡玻璃的安装工位是根据玻璃及车身底涂刷涂工位确定的。工位相隔太远,底涂易污染和失效;工位相隔太近,易造成底涂未晾干,影响粘接力。因此,装配工位需要根据底涂性能、节拍及温度等综合验证确定[2]。
3)自动化装配。玻璃自动化装配是一个发展趋势,工艺规划设计时建议采用自动涂胶与装配的方案,可大大提升装配质量,提高产品一致性及装配精度。
5 结语
在汽车风挡玻璃前期产品设计过程中提出装配工艺约束及装配工艺校核,在风挡玻璃装配工艺设计时采用自动化装配技术,可保证玻璃装配质量,降低玻璃漏水风险。当发现有风挡玻璃漏水问题时,使用合理科学的漏水分析方法,可及时发现漏水原因并彻底解决漏水问题,避免客户对玻璃漏水进行索赔,从而提高客户满意度。
猜你喜欢
机械工程师(2022年9期)2022-09-08 08:13:04
中国应急管理科学(2022年1期)2022-04-18 22:12:38
装备制造技术(2021年9期)2021-12-17 14:03:28
装备制造技术(2021年2期)2021-07-21 05:38:22
粘接(2021年1期)2021-06-10 01:06:39
航空制造技术(2020年14期)2020-09-06 07:36:40
新生代(2018年24期)2018-11-13 21:56:11
新生代·下半月(2018年12期)2018-10-20 22:40:18
创业家(2015年2期)2015-02-27 07:52:32
中国机械(2014年20期)2014-04-29 12:54:26