一种高性能木塑墙板的制备及性能研究
2018-09-03 07:12:04方晓钟张家贵高威威
安徽化工 2018年4期
方晓钟,张家贵,高威威
(1.安徽国风木塑科技有限公司,安徽合肥230051;2.上海建科检验有限公司,上海201108)
目前,木塑(WPC)墙板在室外广泛使用,这些WPC墙板大部分以PE基塑脂为基础制备,其力学性能一般,弯曲强度在20 MPa左右,且安装使用过一段时间后,易出现开裂、破损,甚至断裂等质量问题。目前解决这些问题的方案主要有两种:一是通过调配辅料的用量来提高墙板的强度;二是增加型材的厚度来提高墙板的强度[1]。通过调整辅料的加入量,虽可以增强WPC墙板的各种力学性能,但增加的强度并不足以满足市场的要求;增加型材的厚度无疑造成材料使用量增大,使得使用成本明显增高。
陶瓷纤维作为一种无机非金属类材料,具有极高的强度和化学稳定性,其填充的聚合物基复合材料显示出良好的综合性能,陶瓷纤维作填充材料以提高聚合物材料性能的研究也越来越受到人们的关注[2]。本项目拟通过在木塑墙板中加入陶瓷纤维,制备高强度PE木塑墙板,考查了高强度PE木塑墙板的综合力学性能,以及陶瓷纤维用量对复合材料性能的影响。经过一系列的实验,确定了高强度木塑墙板的最佳配方和相关生产工艺。
1 实验部分
1.1 主要原料
陶瓷纤维(3~6 mm,灵寿县嘉德矿产加工厂);木粉、多组分复合型树脂(高密度聚乙烯、中密度聚乙烯和低密度聚乙烯的复合树脂,熔指0.3 g/10 min,安徽国风木塑科技有限公司);硅烷偶联剂(KH-550,南京曙光硅烷化工有限公司);马来酸酐接枝聚乙烯(SZ11,黄山贝诺科技有限公司);润滑剂(STR530,上海科泰化工科技有限公司);轻质碳酸钙(D35,广州福银化工科技有限公司);抗氧剂(B225,上海缔睿化工有限公司);紫外线吸收剂(UV531,上海缔睿化工有限公司);光稳定剂(UV151,烟台新秀化学科技股份有限公司)。
1.2 主要仪器及设备
SHR-800/2500高速混合机(张家港联冠科技发展有限公司);65/132锥形双螺杆挤出机(上海金纬机械制造有限公司);JWE75/40型同向双螺杆混炼造粒机(苏州大云塑料回收辅助设备有限公司);CMT-4104万能力学试验机(深圳市新三思计量技术有限公司);XJJ-5简支梁冲击试验机(承德市金建检测仪器有限公司)。
1.3 高性能木塑墙板的制备
将陶瓷纤维于马弗炉340℃~360℃下灼烧15 min,冷却后浸渍在KH-550溶液中,室温下冷却干燥。
木粉、处理后陶瓷纤维加入高速混合机中搅拌5~6 min,将多组分PE树脂、相容剂SZ11、抗氧剂、紫外线吸收剂等各种助剂加入高速混合机中90℃搅拌20 min。混合后的物料加入平行双螺杆挤出造粒,机筒温度190℃~210℃,螺杆转速80~120 r/min。
将上述造粒料与润滑剂加入高速混合机中混合10 min,然后加入锥形双螺杆挤出机挤出成型,挤出条件:机筒温度150℃~190℃,螺杆转速7~10 r/min。
本项目所用的基础配方如表1所示,配方1#是安徽国风木塑科技有限公司普通高强度墙板配方,2#是使用陶瓷纤维的高强度墙板配方。
1.4 性能测试
塑料拉伸性能试验按照GB/T1040.2-2006进行,采用1A型试样,试验速度为1 mm/min;简支梁冲击强度按照GB/T1043.1-2008(常温无缺口)进行,采用1型试样,2 J摆锤,常温无缺口冲击;三点弯曲按照GB/T 9341-2000进行;四点弯曲按照ASTM6109-05进行;断裂最大力按ASTM6109-05进行,取试样断裂时压力数值。

表1 高强度木塑墙板础配方 单位:份Tab.1 Formulae of WPC siding with high performance samples(unit:phr)
2 结果与讨论
2.1 力学性能比较
表2是两种基础配方制备的木塑墙板的力学性能比较。由于使用了多组分复合型树脂,即保证材料的韧性同时也满足材料的刚性,所以与市场普通的高强度PE木塑墙板相比,1#样的力学性能好,但其力学性能提高幅度并不大。2#样是使用陶瓷纤维的高强度墙板配方,相比1#样,其拉伸强度增加43.24%,冲击强度增加147.54%,三点弯曲强度增加76.28%,四点弯曲强度增加79.07%,可承受最大力增加53.61%,可见加入陶瓷纤维后对产品的力学性能有极大的提升。

表2 几种基础配方力学性能测试结果Tab.2 Mechanical properties of WPC with high performance
陶瓷纤维增强木塑型材的作用机理是:陶瓷纤维在混合过程中会分散成若干的陶瓷纤维棒,陶瓷纤维棒与木粉颗粒在加工过程中因摩擦作用,产生大量的木纤维微丝,木纤维微丝与陶瓷纤维棒相互缠结;另外,线性聚乙烯分子链与陶瓷纤维棒相互缠绕,形成了一种中空的三维结构,木粉颗粒、CaCO3填充在空隙中,最大限度地发挥陶瓷纤维的增强作用,体现复合材料的耦合效应[3]。试验中试用的KH-550、SZ11等大大增强了陶瓷纤维、木质纤维与塑料基体的界面相容性,使陶瓷纤维在PE树脂中分布均匀,从而显著提高了木塑型材的各方向上的力学性能。
2.2 陶瓷纤维用量对木塑墙板性能的影响
以2#样为基础配方,改变木塑墙板中陶瓷纤维的用量,研究陶瓷纤维用量对于复合型材力学性能的影响,图1是不同陶瓷纤维含量的高强度木塑墙板的各项力学性能测试结果。

图1 陶瓷纤维用量对木塑墙板力学性能的影响Fig.1 Effect of ceramic fiber content on the mechanical properties of WPC
由图1可以看出,随着陶瓷纤维用量增加,木塑墙板的拉伸强度、冲击强度、三点弯曲强度、四点弯曲强度和可承受最大力都先升后降。这是由于木质纤维微丝与陶瓷纤维相互缠绕,碳酸钙等其他填料填充在其空隙中,形成三维框架结构,极大地增强了复合型材的力学性能。随着陶瓷纤维量的增多,这种三维框架结构持续增多,复合型材的力学性能持续上升。但当陶瓷纤维的加入量达到一定时,陶瓷纤维过量,多余的陶瓷纤维会游离在复合型材中,这种游离状的陶瓷纤维与复合材料之间的界面结合力差,导致复合型材的力学性能有所下降。实验结果表明,陶瓷纤维用量为10~14份时,木塑型材的各项性能相对较好。
2.3 PE树脂用量对木塑墙板力学性能的影响
基于2#样配方,保证配方中其他组份加入量不变,考查改变PE树脂用量对木塑墙板力学性能的影响,所得木塑墙板力学性能如图2。
由图2可见,随着PE树脂用量的增加,木塑型材的力学性能不断提高,这是因为随着树脂量的增加,复合体系中界面(木粉与树脂界面、陶瓷纤维与树脂界面等)减少,木塑材料整体性更强。虽然随着PE树脂添加量的增大,复合型材的力学性能也不断增强,但也会导致木塑墙板的成本急剧上升,所以PE树脂的最佳添加量应综合考虑木塑墙板的性能和成本。由实验结果可见,当PE树脂的用量在31份之后,复合型材力学性能虽然增长,但都增加得较缓慢,所以PE树脂添加量在31~34份时为最佳添加量。
3 结论
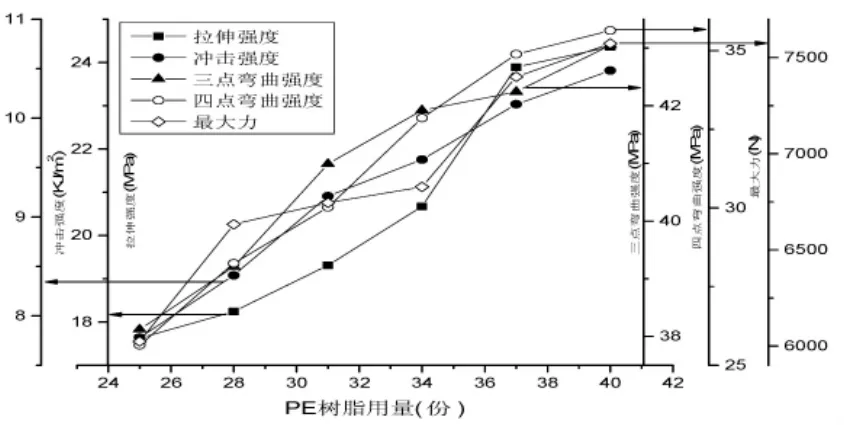
图2 PE树脂添加量对木塑型材力学性能的影响Fig.2 Effect of PE resin content on the mechanical properties of WPC
(1)采用陶瓷纤维制备的高强度木塑墙板,其拉伸强度达20.67 MPa,冲击强度9.58 kJ/m2,三点弯曲强度41.92 MPa,四点弯曲强度32.86 MPa,可承受最大力6828 N,产品的各项性能达到相关企业标准,且在同行业内处于先进水平。
(2)与市场上大部分高强度木塑墙板相比,本文所制备的高强度木塑墙板成本大大降低,是一种符合市场需求的产品,具有良好的社会效益,有极大的应用范围。
猜你喜欢
上海建材(2021年1期)2021-11-22 08:01:42
陶瓷学报(2020年5期)2020-11-09 09:23:06
航空制造技术(2020年15期)2020-11-06 09:10:38
模具制造(2019年3期)2019-06-06 02:10:52
上海建材(2019年5期)2019-02-15 03:04:15
金属加工(热加工)(2018年4期)2018-04-26 01:00:07
中国塑料(2017年2期)2017-05-17 06:13:14
材料科学与工程学报(2016年1期)2017-01-15 13:34:13
材料科学与工程学报(2016年1期)2017-01-15 13:33:52
中国塑料(2016年3期)2016-06-15 20:30:00