
U71Mn钢轨的焊接过热敏感性分析
2018-08-31 07:01张铭达
铁道建筑 2018年8期
张铭达
(中国铁路沈阳局集团有限公司工务处,辽宁沈阳 110001)
U71Mn钢轨的焊接适合采用较小加热量、较小顶锻量的焊接工艺,但是这种工艺存在冲击性能不高、伸长率较低、断面比较平的问题。为了得到较高的冲击性能,一般采取加大加热量和顶锻量的办法,使落锤断口为保持一定撕裂状的准解理断口。但是,一旦加热总量增加后,会出现落锤次数、平均灰斑面积等和冲击性能密切相关的指标明显下降的现象。
U71Mn和U75V钢轨焊接接头2015—2017年落锤及断口抽样检查一次不合格率的统计情况见表1。
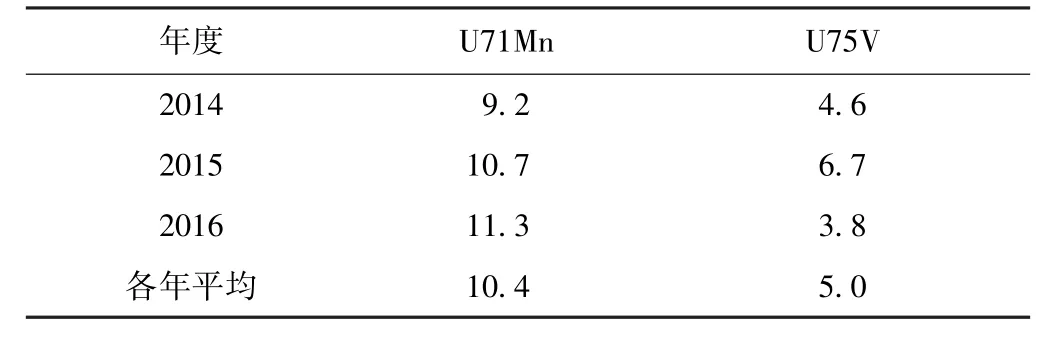
表1 2015—2017年落锤及断口一次不合格率统计 %
由表1可知,与U75V钢轨相比,U71Mn钢轨的焊接接头存在落锤及断口抽样检查一次合格率偏低的问题。针对此问题,近年来各焊轨基地作了大量工作,试验了多种焊接工艺参数,探索了不同的预热次数、不同的顶锻力范围和不同的顶锻量范围,但是对于U71Mn钢轨的灰斑控制和落锤检验结果仍不如U75V钢轨好。考虑到锰钢钢轨有较明显的过热敏感性[1-2],本文试图从焊接接头受热状态的角度,分析U71Mn钢轨和U75V钢轨之间的差别,找到U71Mn钢轨焊接质量波动的原因所在。
1 基本定义
考虑到不同材料在受热过程中,过热到一定程度时可能导致不同的焊接性能,从能够表征焊接总加热程度的角度出发,分别采用加热程度指数和焊接过热敏感性2个指标,来表征不同加热程度对焊接性能的影响。
1.1 加热程度指数
加热程度指数H的设置条件是假定焊接接头加热程度和顶锻量成正比,和顶锻力成反比。实际上三者之间的相关关系可能更复杂,但考虑到顶锻量对于加热程度的影响是正面的,顶锻力对于加热程度的影响是负面的,因此这里仅简化为正反比关系。
加热程度指数H的计算公式为

1.2 焊接过热敏感性
焊接过热敏感性是指钢材加热时奥氏体晶粒急剧长大的特性,奥氏体晶粒长大通常导致钢材的机械性能降低,特别是冲击韧性变差。钢轨的焊接过热敏感性是指随着加热程度的增加,不同轨种的钢轨出现过热粗晶组织、成份偏析、氧化物和夹杂物偏多、灰斑面积增大等现象,从而导致冲击性能降低的程度。
2 加热程度指数的影响分析
分析加热程度指数对钢轨焊接质量的影响时,主要考虑落锤次数、冲击功、平均灰斑面积、抗拉强度、静弯值、伸长率6项性能指标。
2.1 基本数据
U71Mn钢轨和U75V钢轨的落锤次数、冲击功、平均灰斑面积、抗拉强度、静弯值、伸长率的基本数据均取自2016年各焊轨基地检查数据中的总体均值。而加热程度指数H计算时所使用的顶锻力、顶锻量取自各焊轨基地参加检查的相应轨型的典型工艺参数所对应的数值,并非所有数据的均值。
按照式(1)计算出各焊轨基地典型焊接工艺的加热程度指数。经过计算,U71Mn钢轨的加热程度指数H在21.15~43.28,U75V钢轨的加热程度指数H在22.32~44.29。将加热程度指数H分为21≤H<29,29≤H<37,37≤H<45共3档,得到加热程度指数和主要性能指标间的关系,见表2、表3。
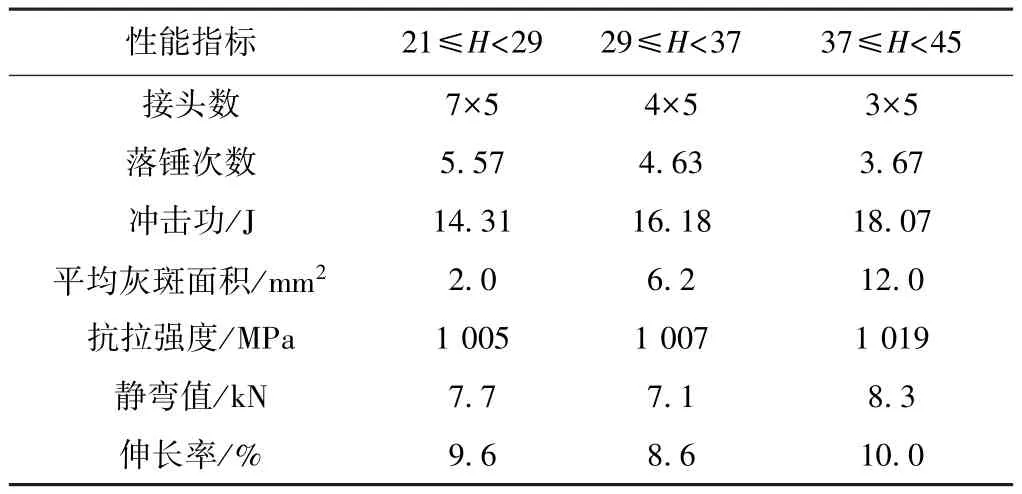
表2 U71Mn钢轨加热程度指数和主要性能指标间关系
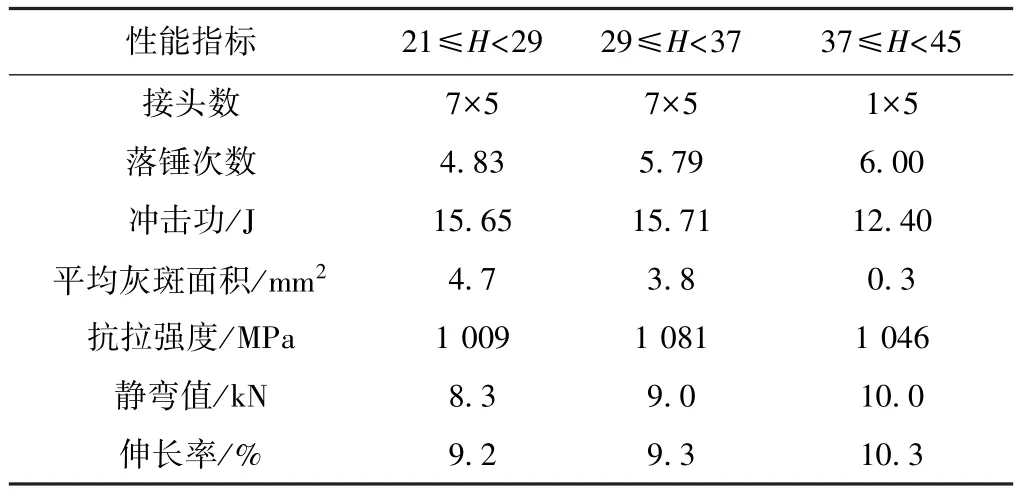
表3 U75V钢轨加热程度指数和主要性能指标间关系
2.2 U71Mn钢轨加热程度指数和主要性能指标的关系
为了便于分析比较,下列各图中各主要性能指标省略单位。
2.2.1 U71Mn钢轨加热程度指数和落锤次数、平均灰斑面积的关系
U71Mn钢轨加热程度指数和落锤次数、平均灰斑面积的关系如图1所示。可知,随着加热程度的提高,U71Mn钢轨的落锤次数下降,平均灰斑面积增加。
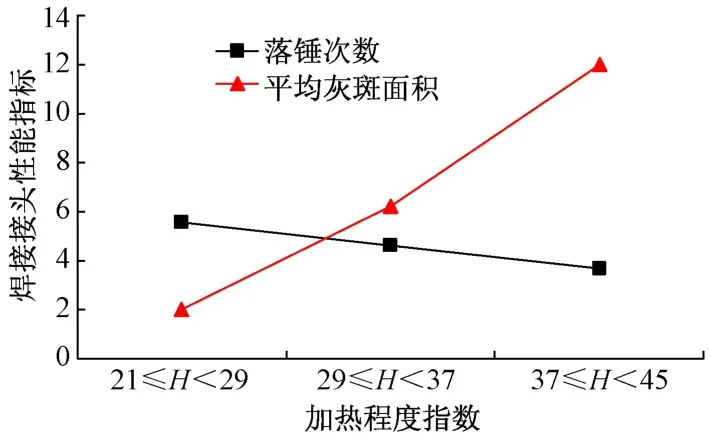
图1 U71Mn钢轨加热程度指数和落锤次数、平均灰斑面积关系
2.2.2 U71Mn钢轨加热程度指数和冲击功的关系
U71Mn钢轨加热程度指数和冲击功的关系如图2所示。可知,随着加热程度的提高,U71Mn钢轨的冲击功增加。
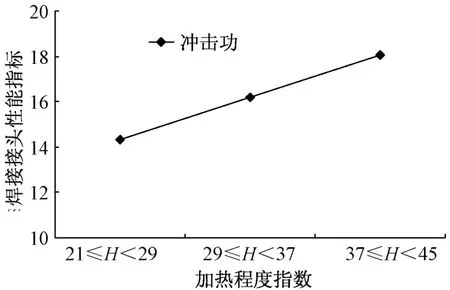
图2 U71Mn钢轨加热程度指数和冲击功的关系
2.2.3 U71Mn钢轨加热程度指数和抗拉强度、静弯值、伸长率的关系
U71Mn钢轨加热程度指数和抗拉强度、静弯值、伸长率的关系如图3所示。
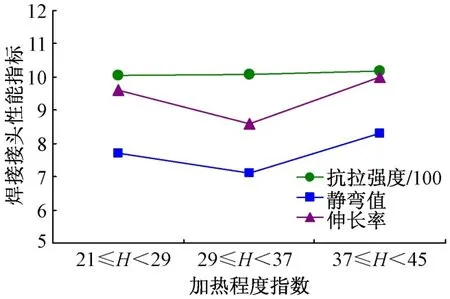
图3 U71Mn钢轨加热程度指数和抗拉强度、静弯值、伸长率的关系
由图3可知,随着加热程度的增加,U71Mn钢轨的抗拉强度、静弯值、伸长率等静态强度指标主要呈波动性的特征,而不是明显增加的趋势。
2.3 U75V钢轨加热程度指数和主要性能指标的关系
2.3.1 U75V钢轨加热程度指数和落锤次数、平均灰斑面积的关系
U75V钢轨加热程度指数和落锤次数、平均灰斑面积的关系如图4所示。
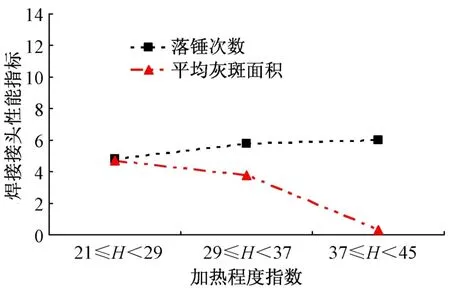
图4 U75V钢轨加热程度指数和落锤次数、平均灰斑面积的关系
从图4可知,U75V钢轨随着加热程度的提高,落锤次数有所提高,这是由于U75V钢轨比U71Mn钢轨红硬性好;顶锻时U75V钢轨焊口中灰斑的金属容易被挤出,导致平均灰斑面积呈下降趋势。U75V钢轨的落锤次数和平均灰斑面积的变化规律与U71Mn钢轨正好相反。
2.3.2 U75V钢轨加热程度指数和冲击功的关系
U75V钢轨加热程度指数和冲击功的关系如图5所示。
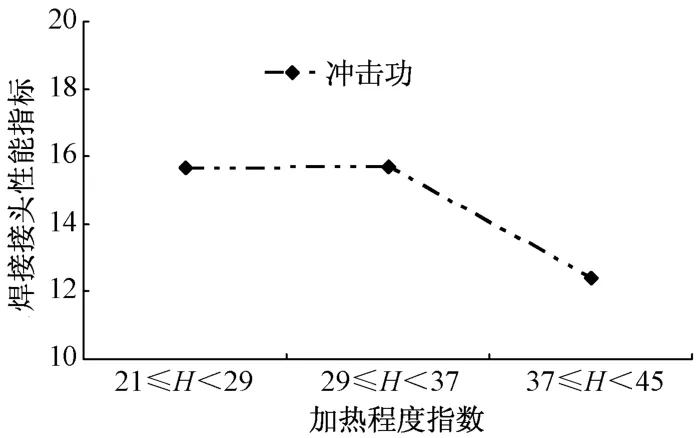
图5 U75V钢轨加热程度指数和冲击功的关系
从图5可知,随着加热程度的提高,U75V钢轨的冲击功呈下降趋势。这是由于随着加热程度的提高,焊口金属的晶粒呈增大趋势,冲击韧性变差。
2.3.3 U75V钢轨加热程度指数和抗拉强度、静弯值、伸长率的关系
U75V钢轨加热程度指数和抗拉强度、静弯值、伸长率的关系如图6所示。
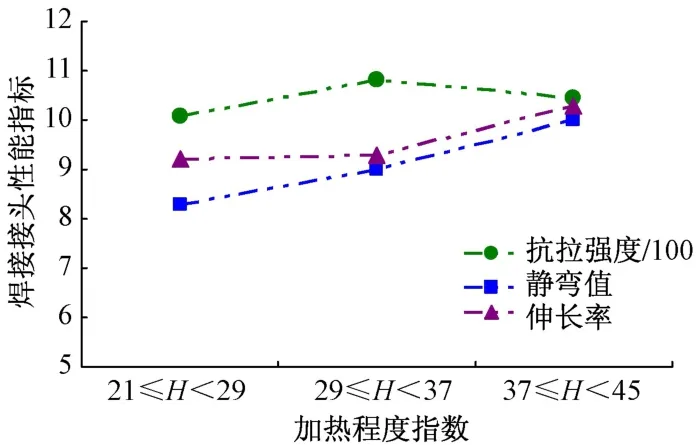
图6 U75V钢轨加热程度指数和抗拉强度、静弯值、伸长率的关系
从图6可知,随着加热程度的提高,U75V钢轨的抗拉强度、静弯值、伸长率等静态强度指标以逐渐增加为主要趋势,这与U71Mn钢轨的静态强度指标主要呈波动性的特征不同。
3 U71Mn和U75V钢轨焊接过热敏感性对比
3.1 不同加热程度的U71Mn和U75V钢轨落锤次数、平均灰斑面积对比
对比图1、图4可知,U71Mn钢轨随着加热程度的提高,落锤次数下降,平均灰斑面积增加;而U75V钢轨随着加热程度的提高,落锤次数有所提高,平均灰斑面积则减少,这与U71Mn钢轨的规律正相反。此现象说明U71Mn钢轨存在明显的焊接过热敏感性。
3.2 不同加热程度的U71Mn和U75V钢轨冲击功对比
对比图2、图5可知,U71Mn钢轨随着加热程度的增加冲击功有所增加,落锤性能下降,而U75V钢轨随着加热程度的增加冲击功有所降低,落锤性能上升,即不管是U71Mn钢轨还是U75V钢轨都显示出落锤性能与冲击功呈一定程度的负相关关系。这一点U75V钢轨表现得更明显。
3.3 不同加热程度的U71Mn和U75V钢轨抗拉强度、静弯值、伸长率的对比
由图3、图6可知,随着加热程度的提高,与U75V钢轨相比,U71Mn钢轨的抗拉强度、静弯值、伸长率3个静态强度指标均呈现出更多的波动性,但其变化相对冲击指标不明显。
4 U71Mn钢轨焊接过热敏感性原因分析
4.1 钢轨材质
U71Mn钢轨中锰的作用主要是强化铁素体从而提高钢的强度,但是,在钢轨焊接过程中锰会引起晶粒粗大、脆性增加。晶粒粗大将降低钢的性能,提高钢的脆性转变温度,从而增加过热的可能性[3],粗大而不均匀的晶粒还会使超声波探伤时出现草状波。另外,U71Mn钢轨中A类夹杂物控制不严,加热总量较大时会造成焊接过程中MnS非金属夹杂物的充分析出,影响焊接接头性能[4]。而U75V钢轨中的钒在钢中以碳化物V4C3的形态存在,起着细化钢的组织和晶粒、降低钢的过热敏感性等作用,焊接时能细化焊缝金属的铸态组织,防止热影响区内靠近融合线的金属晶粒长大和粗化,同时钒还可增加钢的热强性、红硬性和耐磨性[5]。
4.2 焊接方法
闪光焊接过程中钢轨最高加热温度在1 300℃以上,高温导致晶粒粗大和偏析比较严重,在后续的热处理环节中如不能充分恢复,则会残留在焊缝中。
如果采用气压焊焊接U71Mn钢轨,由于气压焊最高加热温度远比闪光焊低得多,在一定程度上避开了U71Mn钢轨过热敏感性强的温度范围,因此气压焊的焊接质量可靠性要比闪光焊高[6]。
4.3 焊接工艺
采用连续闪光焊和预热闪光焊等不同方式焊接钢轨时,钢轨焊接过热敏感性有一定区别。
连续闪光焊在焊接过程中既能够控制烧化电流上限值又能够控制下限值,尤其是脉动焊工艺,为了提高加热效率和控制焊接热影响区范围又做了特别的改进。相比较而言,预热闪光焊采取一定的送进速度下限制最大电流值的方式,焊接接头的加热总量大部分靠短路预热提供,特点是加热总量多,热影响区宽度大。预热闪光焊工艺对于焊接过热敏感性强的钢轨材质来说,控制晶粒粗化和成分偏析的难度比较大,即使采取了比较合理的热处理工艺也不一定能完全恢复,会影响到接头的综合性能。
数据显示,K系列焊机焊接U71Mn钢轨的加热程度指数属于U71Mn钢轨中偏低的程度,因此,K系列焊机焊接U71Mn钢轨的质量可靠性更高。K系列焊机焊接U75V钢轨的加热程度指数属于U75V钢轨中偏低的程度,由于U75V钢轨的加热程度指数越高,焊接接头的落锤性能相对越好,因此,K系列焊机焊接U75V钢轨的质量有波动。
5 焊接过热敏感性强的钢轨需要注意的问题
5.1 在焊接工艺制定过程中需考虑材料的焊接过热敏感性
通过以上分析可知,U71Mn钢轨存在比较明显的焊接过热敏感性,在制定焊接工艺时应特别注意。有时候可能会为了追求断口呈撕裂状而加大热输入量,造成落锤性能的下降,过大的热输入量还可能导致灰斑、过烧倾向,甚至导致未焊合等微观焊接缺陷的增加。对于焊接过热敏感性更强的材料来说,气压焊接方式是值得考虑的。
5.2 有针对性地开展材料的焊接过热敏感性试验
对于焊接过热敏感性强的钢轨,应该有针对性地进行试验来验证焊接过热敏感性,在焊接实践中不断摸索规律和总结经验。
6 结论
1)U71Mn钢轨有明显的焊接过热敏感性,鉴于目前U71Mn钢轨主要用于高速铁路,为保证其良好的焊接性能,应考虑严格控制A类夹杂物。
2)对焊接过热敏感性强的材料制定焊接工艺时,要求工艺尽量按照较快的加热速度和较陡的温度梯度制定,尽量控制加热总量,避免过热。
3)对焊接过热敏感性强的钢轨应该有针对性地进行相关验证试验。
4)焊接过热敏感性强的钢轨的加热程度指数和冲击指标的关系更密切。
5)连续闪光焊(包括脉动闪光焊)与预热闪光焊相比,对钢轨的焊接过热敏感性有明显的适应优势;同样,气压焊相对于闪光焊来说也有一定的优势。
猜你喜欢
中国铁路(2022年5期)2022-01-01
爆炸与冲击(2021年3期)2021-03-22
建材发展导向(2019年20期)2019-11-09
制造技术与机床(2017年8期)2017-11-27
中国公路(2017年17期)2017-11-09
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
小学阅读指南·高年级版(2016年1期)2016-09-10
纺织导报(2014年7期)2014-10-30
纺织导报(2014年5期)2014-06-23
