
注塑工艺及模具设计第六讲 特种注塑模(二)
2018-08-27 07:08洪慎章
橡塑技术与装备 2018年16期
洪慎章
(上海交通大学塑性成形技术与装备研究院,上海 200030)
6.2 热固性塑料注塑模
热固性塑料可用于注塑的种类有酚醛塑料、氨基塑料、不饱和聚酯、DAP塑料、环氧树脂、有机硅、聚酰亚胺和聚丁二烯等。他们都是塑料工业的重要材料。与热塑性塑料相比,它们通常有优良的耐热和阻燃性、耐化学性、抗蠕变等性能,且价格低廉。曾长期采用传统的压缩成型和压注成型方法制造热固性塑料产品,手工操作繁重,成型周期又长。用先进的注塑成型方法可成倍地提高生产效率。今后,大部分热固性塑料制件将用注塑成型方法生产。
6.2.1 注塑工艺特点
热固性塑料注塑成型是一种新技术。其成型模具的设计与注塑工艺、注塑物料和注塑设备密切相关。
6.2.1.1 工艺特点
热固性塑料注射有别于热塑性塑料。热固性塑料的注射料加入机筒,通过螺杆旋转产生剪切热和机筒的外加热,使之在较低温度(约55~105℃)下熔融。然后在高压下将稠胶状的物料注入模具,在150~200℃高温作用下,进行化学交联反应,经保压后固化成型。最后开模顶出取得成型制件。
(1)热固性注塑料
热固性塑料注射料应经改性后制成粒子、粉状或液态等供应。大多以粒子供应,仅环氧注塑料是液态的。对热固性塑料的注射料有下列要求:
a.合适的流动性。热固性注塑料的拉西格流动性一般大于200 mm。相对分子质量在1 000以内的线型分子或具有少量支链型的分子,其流动性最好。木粉作填料的注塑料流动性最好,无机填料的流动性较差,玻璃纤维和纺织填料的塑料流动性最差。添加润滑剂可提高流动性,过多固化剂会降低流动性。
b.塑化温度范围宽。一般要求物料在70~90℃能够塑化,具有一定流动性,并要求在注塑机的机筒中存留15~30 min,具有热稳定性。添加稳定剂可在较低温度下阻止交联固化。这对温流道注射模成型尤其重要。
c.高温下能快速固化。固化速度快能缩短成型周期,提高生产效率,但过快固化会造成局部型腔特别是细小部位充填不满 。
d.收缩率要小。比起热固性塑料的压缩和压注成型,注塑料的收缩最大,因为成型中受到压力最小,且模具温度高,脱模后冷却至室温又再次收缩。另外热固性注塑料的收缩率与填料的种类和含量有关。木粉等有机填料会使收缩率大增。矿物填料,特别是玻璃纤维充填的注塑料收缩率较小。过大收缩率使制件尺寸变化大,又易产生变形翘曲。模具设计收缩率仍以模具和制件在室温条件下的尺寸计算。由于该收缩率与注塑料品种和配方关系很大,通常又含有40%以上填料,收缩率应由生产厂的注塑料说明书或试验确定。
(2)热固性塑料注塑机
热固性塑料注射应该用专门的注塑机。这种注塑机与常用的热塑性塑料注塑机主要有两方面的区别:
a.机筒加热方式。热固性塑料的塑化热量主要来源是螺杆旋转的剪切热。机筒的外加热主要起预热作用,并对机筒温度进行调节。单一的电热方式易使物料过热固化,因此,常用水或油加热机筒,也有电加热水结构的机筒。另一种是油电加热机筒,电热仅用于预热,塑化时调节油温来控制机筒温度,所以机筒温度控制精度较高。
b.塑化螺杆的压缩比。压缩比由对热性注塑料的(2~3.5):1减小至 1:1;长径比由(15~20):1减小为(12~15):=1,从而减小对物料的剪切和摩擦作用。
(3)注塑工艺
a.工艺要点。 热固性塑料注塑过程中,物料在机筒中处于黏度最低的熔融状态。塑料熔体的黏度及其流动阻力与填料品种、比例和形状尺寸关系很大,需有相适应的注射压力。必须综合考虑摩擦热的因素。一般采用较高注射速度,以获得较高的摩擦热,有利于固化。热固性塑料在模具中进行固化反应,会产生缩合水和低分子挥发物。模具型腔必须设有畅通的排气系统,否则会在塑料件表面留下气泡和残缺。固化成型时间按最大璧厚计算,一般为8~12 s/mm,快速固化的注塑料为5~7 s/mm。
b.存在的问题。目前热固性塑料注射品种已有一百多种, 但国内生产品种尚少, 还需提高材料性能。热固性塑料中的填料,如玻璃纤维在螺杆剪切作用中会受损,而布屑、纸片等大颗粒填料难以进料。不但物料的流动性差,而且对螺杆和模具等磨损作用大,又使注塑件取向较严重,产品易翘曲变形。塑料件中嵌件的安放受成型速度等限制,不能过多和过慢。应看到热固性注射的设备和模具费用比其他加工工艺方法高几倍,而且耗能也大,单模具加热就占耗能1/4。最突出的问题是浇注系统凝料只能作废料处理, 尤其是一模多腔小制件浪费率达15%~25%,甚至更高,故采用无浇注系统凝料的流道模具有重大意义。这种模具称为热固性塑料的温流道注塑模。此种温流道注射要使流道内物料始终保持熔融状态, 为此对模具的温流道部分单独设置一个低温区,温度大致在105~110℃范围。此温流道板用热水或热油循环保温,而型腔部分是高温区。
6.2.1.2 模内流动和固化
热塑性塑料熔体充模时模壁温度低于熔体温度,使靠近模壁处的熔体迅速冷却生成冻结皮层。靠近冻结层处熔体黏度高于中心层,流速沿断面呈抛物线分布, 如图328(a)所示。热固性塑料熔体充模时,模壁温度高于熔体温度,不会产生冻结层。接触模壁处熔体因受到加热反而使黏度降低。除紧邻模壁薄层因摩擦阻力流速较低外,整个断面流速分布相近,形成“活塞流”,如图328(b)所示。
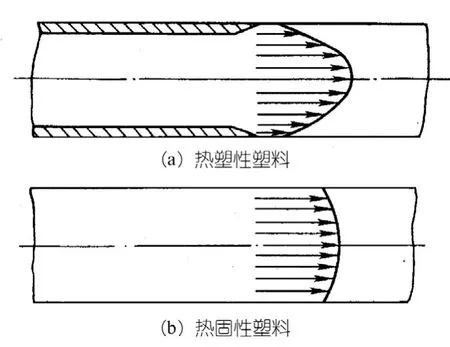
图328 熔体充模流速分布比较
热固性塑料熔体的充模流速分布特性,与粉状料压制成型相比,型腔中充模终止时的塑料熔体温度均匀一致,没有明显的内外层,固化程度不易区别。因此, 注射充模塑料件在整个断面上有较均匀一致的力学和电绝缘性能。但是这种充模流动,在模具高温模壁外的流速很高,对模壁产生很大摩擦、磨损。特别是在流道和型腔的狭窄通道处,壁面磨损甚。
热固性塑料充模后固化交联成三维网状结构。不会出现大分子链的取向, 也很少产生熔体破裂现象。但是纤维状的填料在充模流动中会出现流动取向,使制件在流动方向的力学性能和收缩率高于垂直流动方向。
热固性塑料熔体在充模过程中, 近模壁处的流速高且速度梯度大,与型腔面的传热系数高,又会产生不容忽视的摩擦热。这使充模熔体很快达到固化温度。与其他成型方法比较,同样厚度制件固化反应时间最短;若制件较厚,固化时问缩短更明显。这使模具温度控制较为困难。模温偏低会延长固化周期,或使固化不完全,致使塑料件性能下降。倘若模温偏高,低黏度熔体会到处钻模形成飞边。 靠近模壁的熔体黏度迅速越过最低点而过早固化,会使塑料件表层发暗出现流痕和黏模。局部熔体过早固化, 还会使塑料件某些部分缺料。模内熔体受热时, 一方面由于分子链活动性增大使黏度降低; 但另一方面因固化反应而使黏度大增。图329所示是两个相反的综合影响结果。
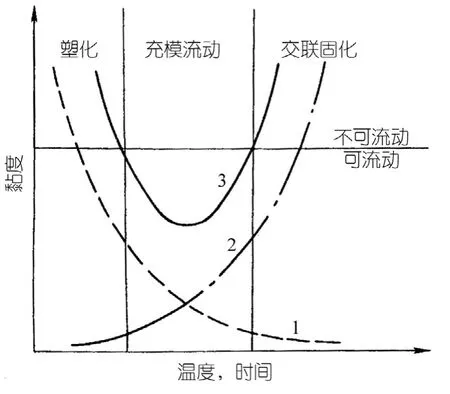
图329 热固性塑料黏度与加热温度、时间的关系
综上所述,热固性塑料注塑模具的总体结构设计时必须考虑如下特点:
(1) 制件尚未固化前树脂黏度比热塑性塑料低,对于 0.01~0. 02 mm缝隙也会溢出。
(2) 制件成型后硬而脆。其分型面上的飞边和钻入缝隙的溢料使清理困难。易破碎的小片会磨损模具表面。
(3) 热固性塑料的摩擦因数和收缩率较小。塑料件对型芯包紧力较小,开模时易滞留在型腔的一侧。
(4) 塑料熔体对模具成型表面有较严重的磨蚀磨损 。
(5) 模具工作温度远高于室温,使室温下的装配间隙很难控制。室温下过小间隙会使工作时的运动零件产生咬死和拉毛现象。
6.2.2 模具设计要点
许多重要设计步骤,如模具的强度和刚度计算等,与热塑性塑料注塑模相同或相似,这里从简。
6.2.2.1 模具设计过程
图330所示是—模八腔的酚醛塑料注塑模。因制件太小和飞边过多,如采用压制模生产则效率太低,现用单分型面的结构和侧浇口。因为过细的流道容易被推出杆推破并破裂,浇注系统的用料只能多些。
(1)型腔数目确定
应以保证足够大的锁模力,防止分型面上出现飞边来确定型腔数。型腔数目为

式中:
n——由锁模力决定的型腔数;
f——注塑机的锁模力,N;
Pc——型腔内塑料熔体的压力,MPa;
A'——流道和浇口在分型面上的投影面积,mm2;
A——每个制件在分型面上的投影面积,mm2。
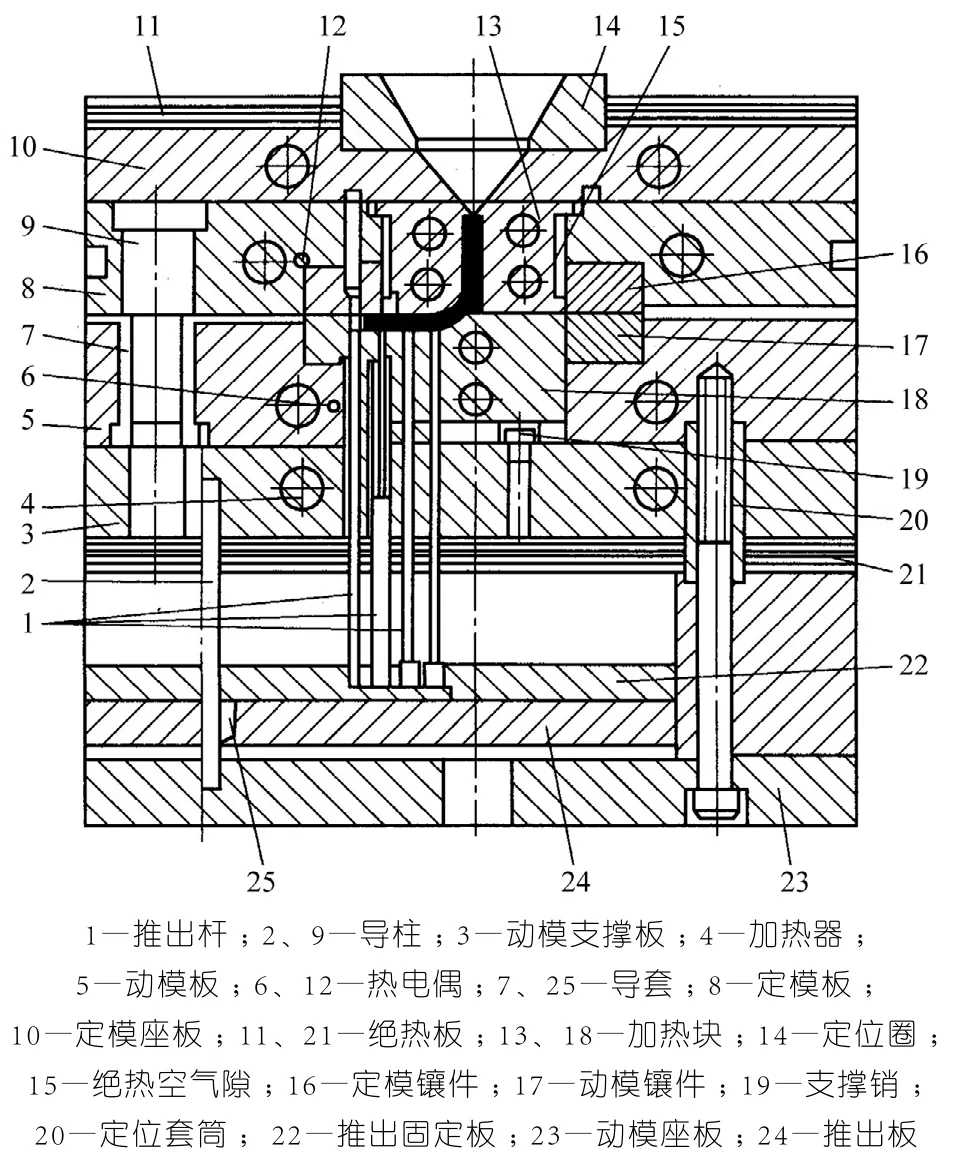
图330 一模八腔酚醛塑料注塑模
根据经验,酚醛塑料成型时型腔压力Pc为30~40 MPa,氨基塑料Pc为40~60 MPa,不饱和聚酯Pc为10~20 MPa。
还需校核塑料熔体在机筒中的存留时间tb,使tb不得超过熔体状态的维持时间。目前,该允许维持时间 [tb]=4~6 min,即

式中:
tb——熔体在机筒中的存留时间,min ;
t——注塑成型周期,min;
mb——塑料在机筒中(包括螺杆槽中)的存料总量,g;
mg——每次注射用量,g。
因此,每次实际注射量mg为注射后机筒中存料mb的0.7~0.8倍较为合适。倘若注射量mg过少,会造成塑料件上有过早固化硬块,甚至必须经常对空喷射,以防止塑料在机筒中固化。
(2)嵌件和安装
热固性塑料制件中若要安放嵌件,首先要防止熔体钻料,其次要求安装快速。因此,通常在模外将嵌件装在嵌件杆或嵌件套上,然后整体装入。
防止钻料方法,其一是采用台肩式嵌件杆,如图331(a)所示。该台肩有时也制成锥面并与圆柱组合,如图331(b)所示。金属嵌件旋入嵌件杆后置于模内,还要防止嵌件杆与嵌件接触端面间被钻料。其二是提高嵌件杆和模具上插孔的配合精度, 它们之间单边间隙在 0.01~0.02 mm之间。应先加上孔,然后配磨和配研成型杆,再镀钻抛光,并保证多个嵌件杆的互换性。
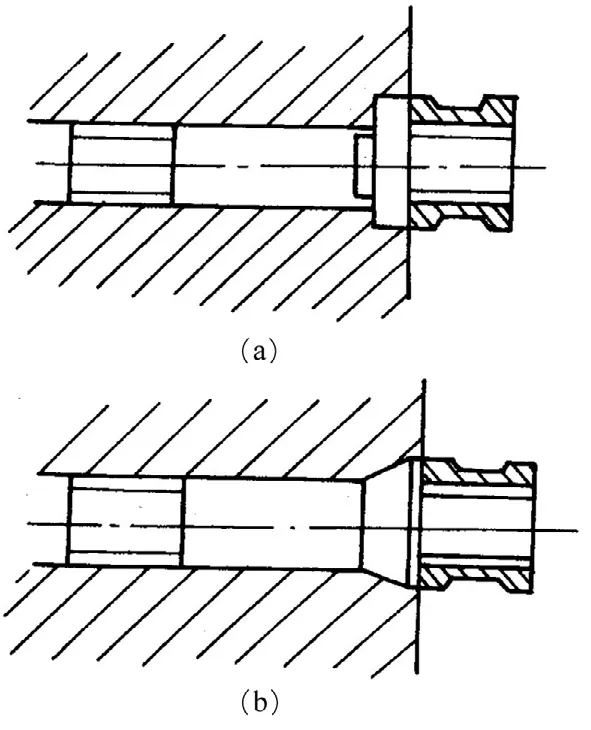
图331 嵌件与嵌件杆
(3)分型面设计
为增大锁模力以减薄甚至避免飞边,应减小分型面的实际接触面积,如图330所示。—般在型腔周围的10~20 mm之外部分削去0.5~1 mm。但也需注意到过大锁模力会使型腔塌陷。分型面上作用40~70 MPa锁模压力为好,流动性好的物料应取其大值进行验算。
分型面硬度应在40HRC以上,避免飞边碎屑过快损伤分型面。对分型面镀铬处理,可减小飞边的黏附力。
分型面上不允许存在任何孔和凹坑,否则会造成飞边清理困难。应将模板上螺孔等设计成不通孔。若有通孔,也应将其镶填磨平。
(4)成型零件设计
成型零件工作尺寸的计算方法与热塑性塑料注塑模具相同。 但在确定成型收缩率时, 应注意到热固性塑料注塑收缩率的离散性较大, 如酚醛塑料注塑收缩率为 0.7%~1.2% 。此外,在计算型腔深度尺寸时,要计入分型面上毛边厚度0.05~0.1 mm,即将计算的模具型腔尺寸减去毛边值。
成型零件设计应尽量避免镶拼结构,以免熔体钻模。整体镶嵌式型腔常被采用。型腔表面粗糙度Ra应在0.20 µm以下。
型腔和型芯一般都应经过热处理淬硬。表面硬度为40~45HRC的析出硬化钢SM2和PMS用于高精度的中小型模具。为了提高耐磨性,也常用合金工具钢 9Mn 2V、5CrMnMo、9CrWMn,其表面硬度为53~57HRC。含有矿石粉或玻璃纤维等硬质填料时,要求其表面硬度为58~62HRC。成型零件常用镀硬铬后拋光来降低表面粗糙度,提高耐磨性并防腐和防锈,延长模具使用寿命。镀铬层厚度 在 0. 03~0.08 mm 之间。
(5)脱模机构设计
由于热固性塑料熔体有0.02 mm以上单边间隙,就会钻模产生飞边,给脱模机构设计带来很大难度,所以应尽量避免采用推管和推板脱模元件。推管的内外柱面均有间隙配合。推板与型芯的配合间隙有时很难均匀一致,在高温下的实际间隙很难控制。倘若要使用推板,则脱模行程要增大到足以使推板脱出型芯。这样,便于清除飞边及碎片。
采用推杆比较容易使单边间隙达到0.01~0.02 mm的要求。0.03 mm以下间隙会产生极薄一层半透明的飞边,尚不妨碍相对滑动。但间隙小于0.005 mm时,在 约160℃左右模温下易产生配合面的胀咬故障。如图332(a)所示,在推杆的中间滑动段制成三棱带,可减小与高温孔壁的摩擦面。棱带应有足够长度和精度,每棱应有1.5 mm的支承接触宽度。又见图332(b),推杆在推出位置,动模底面与推杆三棱段应留有足够位置A,以允许碎屑从槽中自由脱落,而上部圆柱段要全部推出塑料件成型面。这种推杆直径通常大于5 mm。棱带数可视直径增大而增多。
(6)排气系统设计
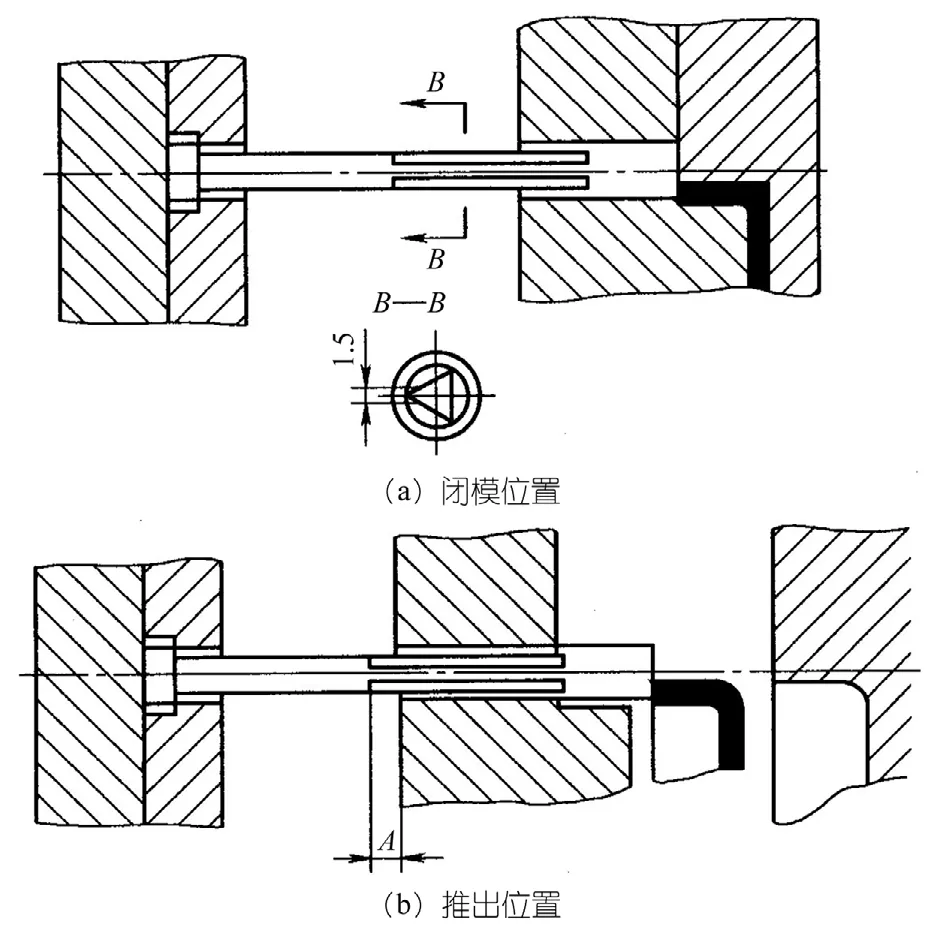
图332 热固性注塑模推杆
热固性塑料注塑模不但要排出型腔中的空气,还要排出固化反应所产生的挥发性气体,因此,排气量大。在浇口前的分流道就应该开始排气。排气槽宽度就等于分流道宽度,在分型面上深度取0.12 mm左右。—般在型腔四周均应当排气,在料流末端更应保证排气畅通。分型面上排气槽宽度3~8 mm,深度0.06~0.18 mm,如图333(a)所示,排气槽相互间隔至少25 mm。排气槽允许物料溢出,并有与型腔表面相同的表面粗糙度和硬度。但遇到小型板件,排气量又不大,则用约深度0.06 mm的浅排气槽,使飞边去除容易。也可以在芯柱上开设排气隙,如图333(b)所示。在芯柱外圆上磨出3个或4个深0.05~0.075 mm的平面,然后经中心引气孔导出气体。在大多数场合,顶杆上也磨出类似的几个导气平面。加工时需注意,磨痕应沿着轴线方向, 排气面端角上要磨出 0.12 mm左右的倒角。这样在有飞边形成时会黏连在制件上。最后—种有效的可靠方法是利用多孔的烧结块,如图333(c)所示。
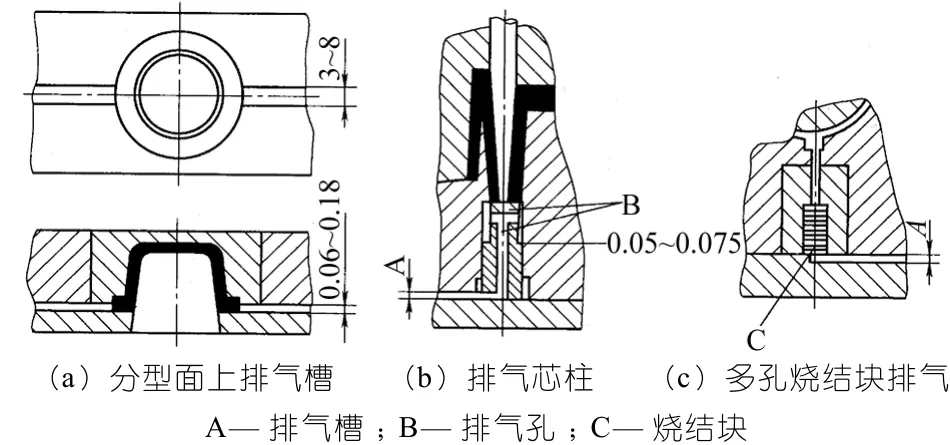
图333 排气系统设计
(7)加热和绝热考虑
热固性塑料注塑模加热系统使用最多的是电热棒,也有用电热板的。其加热功率应该根据两绝热板之间的模具总质量计算。也有—个专用经验公式,即

式中:
P——加热器功率,W;
V——被加热模具体积,cm3。
如图330所示,动模和定模分别设置测温热电偶,以自动控制模具温度, 使成型表面温差在±2.5℃之内。表51为部分热固性塑料注塑成型模具温度提供了参考。

表51 部分热固性塑料注塑模模温 ℃
为防止高温模具向注塑机的两块模板传热,需设置两个绝热垫层,常用石棉水泥板或环氧玻璃钢板等。如图330所示,绝热层设置在动模支承板和垫铁之间,需加设定位套筒,也有将绝热层设置在动模底板和注塑机动模板之间的。
6.2.2.2 浇注系统设计
在设计时,应注意采用由热固性塑料注塑工艺特点而获得的经验数据。
(1)主流道 热固性塑料注塑成型时,物料在机筒内没有加热到足够高温度,因此,要求主流道有较大传热面积,而且热固性注塑机的喷嘴口径较大,锥角α应为1°~2°。主流道内壁的表面粗糙度Rα≤0.8 μm。
由于热固性塑料有脆硬特性,因此拉料的“冷料”井应防止物料折断。图334(a)所示球形拉料头,d=d1+2 mm。d与d1之差过小则无拉料作用,若过大会不能脱模或破裂。图334(b)所示Z形拉料头,最薄处不得小于4 mm,尖角处应设有r=1 mm的圆角。图334(c)所示薄片式拉料头,在圆柱杆头铣四条斜边,最薄处不得小于0.8 mm,斜片长约10 mm,使薄片具有弹性。
(2)分流道 圆形截面的比表面积最大,有利于传热固化,但实际上分流道设计大多采用梯形和半圆形。分流道断面面积与物料流动性、物料温度和分流道长度等因素有关,但主要取决于流经分流道的物料量。对于酚醛类塑料,分流道截面积可按下式估算:

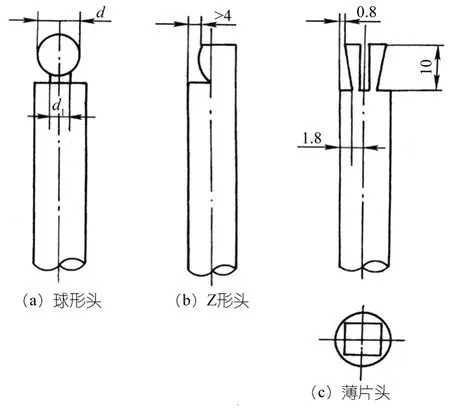
图334 常用拉斜杆形式
式中:
Ar——分流道截面积,mm2;
α——系数,取0.26 mm2/g;
mr——流经分流道的塑料量,g。
也可按图335的曲线1估算。生产中梯形截面厚度,对于中小型塑料件可取2~4 mm;对于较大塑料件可取4~8 mm。为了减小物料流动阻力,主流道与分流道、各分流道转向处,都应取较大的转角半径。转角半径应不小于分流道直径或宽度。分流道的表面粗糙度在 0.4 μm以下,并镀铬。
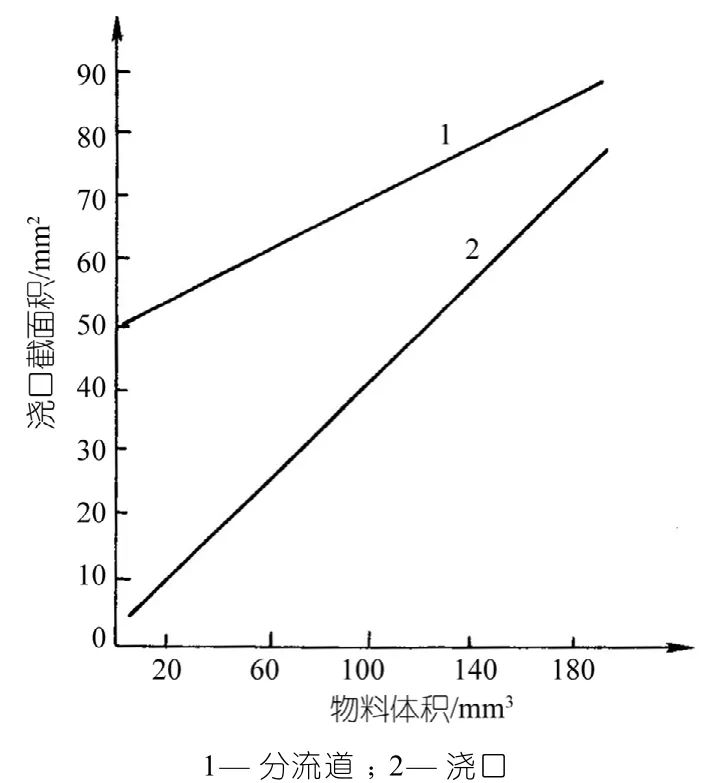
图335 酚醛塑料的分流道和浇口断面积、流过物料体积的关系
(3)浇口 如图336~338所示,热固性塑料注塑模的浇口形式有直浇口、侧浇口、盘形浇口、外环形浇口、内环形浇口、扇形浇口、平缝形浇口、点浇 口和潜伏式浇口等。物料流经浇口时摩擦磨损大,固化了的浇口凝料质脆易断,故与热塑性塑料注射的浇口有所差异。
下面介绍其中三种:
a.侧浇口。侧浇口长度为0.8~1.5 mm。宽度应比分流道稍窄,中小制件为2~4 mm,大制件为4~8 mm。其深度是浇口截面积的修模调节尺寸,根据经验常取0.5 mm左右。对于纤维填料取 0.8~l.0 mm,或取塑料件壁厚的1/2左右。对酚醛塑料的侧浇口截面积,可参考图335中的线2。
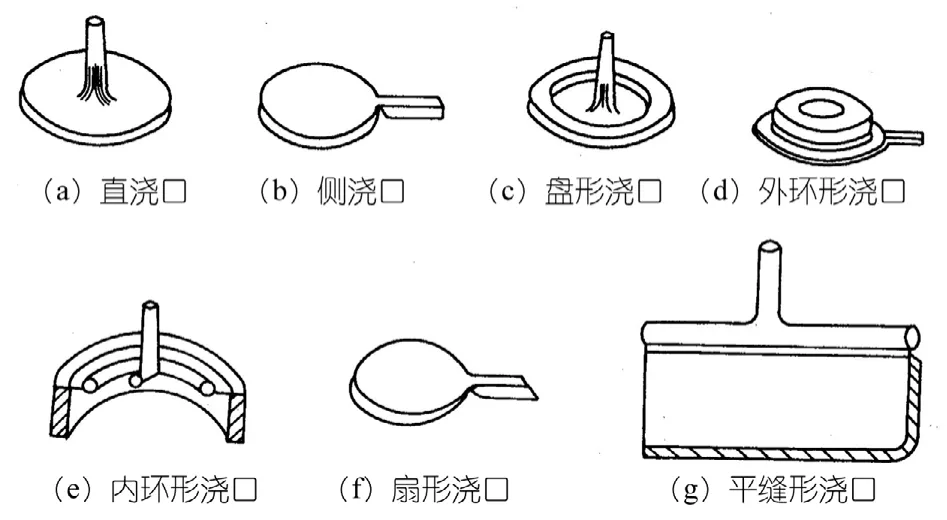
图336 热固性塑料注塑模的浇口类型
b.点浇口。填料粒度大的热固性塑料不能用点浇口。点浇口处磨损剧烈,直径比热塑性塑料模大得多,常取d=1.2~2.5 mm,可根据塑料件大小和壁厚选取。浇口形式见图334(a)(b)。浇口带有锥度可减小摩擦。
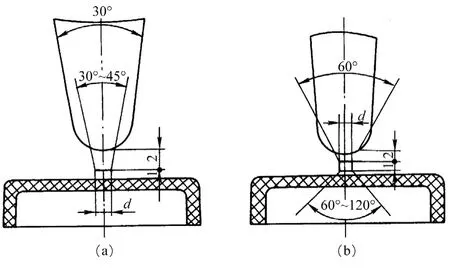
图337 热固性塑料注塑的点浇口
c.潜伏式浇口。倘若采用点浇口就要用如图339所示的三板模结构,而潜伏式浇口可简化模具。该种浇口成功设计取决于浇口位置、 浇口的两个角度、 推杆位置、塑料件在脱模温度下是否具有柔性。如图338所示,浇口中心线与开模方向的夹角α为25°~30°较适宜。浇口本身锥角在25°~35°为好。推杆距浇口太近,推出时浇口凝料不能产生充分的挠曲,易剪切折断;但推杆太远, 则固化浇口没有足够的推出力。
浇口部位最好做成可换镶块。 特别在大批量生产时, 镶件的镀铬层磨去后,可重新镀铬或更新镶件。也可以考虑用硬质合金制造镶块,寿命可提高数倍。
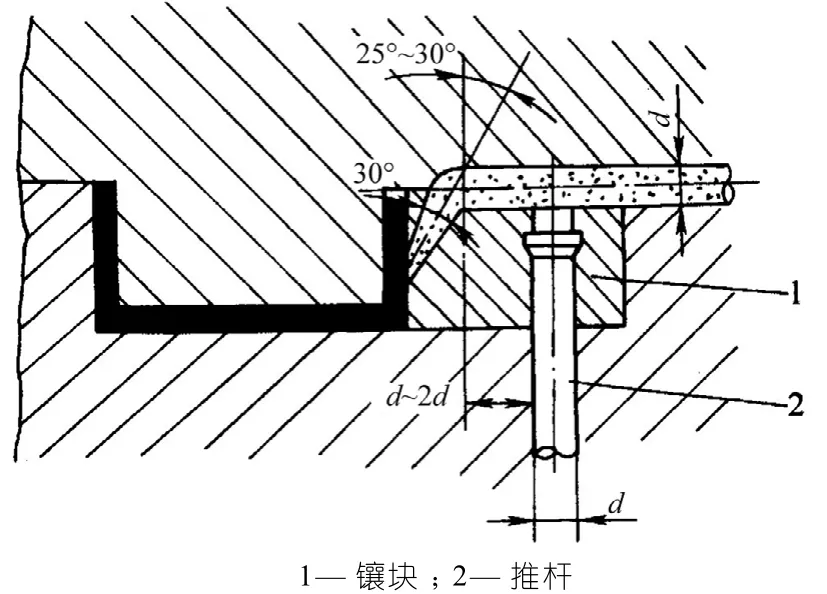
图338 热固性塑料注塑模的潜伏式浇口
图339 中制件为模具注射石棉短纤维充填的酚醛环刷。该制件尺寸精度要求高,型腔的脱模斜度很小,采用盘形浇口有利于纤维的充模和分布。再用一模四腔的压制模成型时,成型周期达2.75 min。改为—模四腔注塑模,由于破裂线很难控制,现为—模二件。采用三板模结构,拉尺被仔细设计,让动模板与中间板首先分离并剪断盘形浇口。第二次分型时,塑料件中心引导流道的固化物不被咬合或破碎。这样可实现自动生产,注塑周期为58 s。
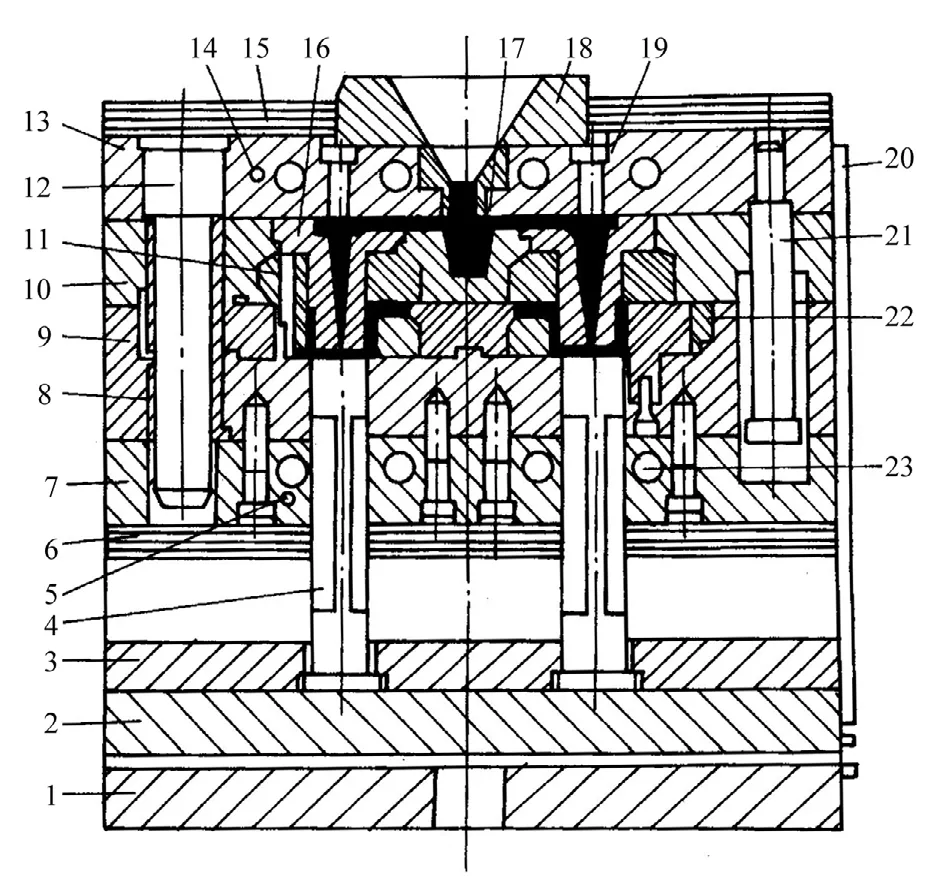
图339 一模二腔石棉短纤维充填酚醛塑料的双分型面注塑模
猜你喜欢
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年12期)2018-12-23
橡胶工业(2018年6期)2018-07-22
制造技术与机床(2017年5期)2018-01-19
制造技术与机床(2017年12期)2017-02-02
中国塑料(2016年5期)2016-04-16
中国塑料(2016年5期)2016-04-16
中国塑料(2015年6期)2015-11-13
中国塑料(2015年7期)2015-10-14
中国塑料(2014年8期)2014-10-17
