基于嵌入式软PLC的包装搬运机械手控制系统开发
2018-08-27 10:24时恒秀
机电信息 2018年24期
时恒秀
(连云港美步家居有限公司,江苏连云港222062)
0 引言
随着智能装备技术的发展,机械手已逐渐代替传统的手工作业,广泛用于对产品的包装、分拣、搬运与装卸等流程化作业过程,有效降低了工人的劳动强度,大幅提高了工作效率[1]。目前,机械手控制系统主要采用硬PLC控制器,通过硬件组态使机械手与现场其他的PLC构成工业控制网络,以实现对加工与搬运过程的远程监控和管理。然而,所选用的硬PLC控制器框架结构是封闭的[2],即使不同的PLC控制器之间利用通用的现场总线实现对加工与搬运过程的远程监控,但机械手控制系统出现故障时,因寻址方式、指令系统及程序结构差异,很难准确判定硬PLC控制存在的问题。
因此,本文利用S3C2410嵌入式ARM9控制器,设计基于IEC 61131-3语言标准的软PLC系统,并开发适用于包装搬运机械手流程化作业监控和管理的应用功能,在满足工业控制应用需求的基础上,大幅提高系统的扩展性和兼容能力。
1 嵌入式软PLC系统总体方案
嵌入式软PLC硬件方案如图1所示,系统核心选择高性能嵌入式芯片S3C2410,并在外围配置核心板电路和通信接口、控制I/O和触摸屏等功能模块。核心板电路提供软PLC正常供电、数据处理、存储、保护复位、时钟基准、调试等功能,确保软PLC运行稳定、可靠。通信设置工业以太网和RS-232串行接口,方便利用现场总线与其他设备构成监控网络。触摸屏允许操作人员与机械手进行交互,方便在线设定工艺参数,监视搬运包装过程机械手的运行状态。
由于所用包装搬运机械手依靠气动控制,控制I/O分别开发足够数目的数字量I/O和模拟量I/O,其中数字量I/O利用光电隔离器件和限位开关输入监视机械手夹持、伸缩、升降和回转等动作,再通过继电器输出控制包装搬运机械手的作业流程;而模拟量I/O在线监测气缸压力,通过伺服驱动控制机械手关节的运行状态,确保机械手顺利完成包装搬运任务。
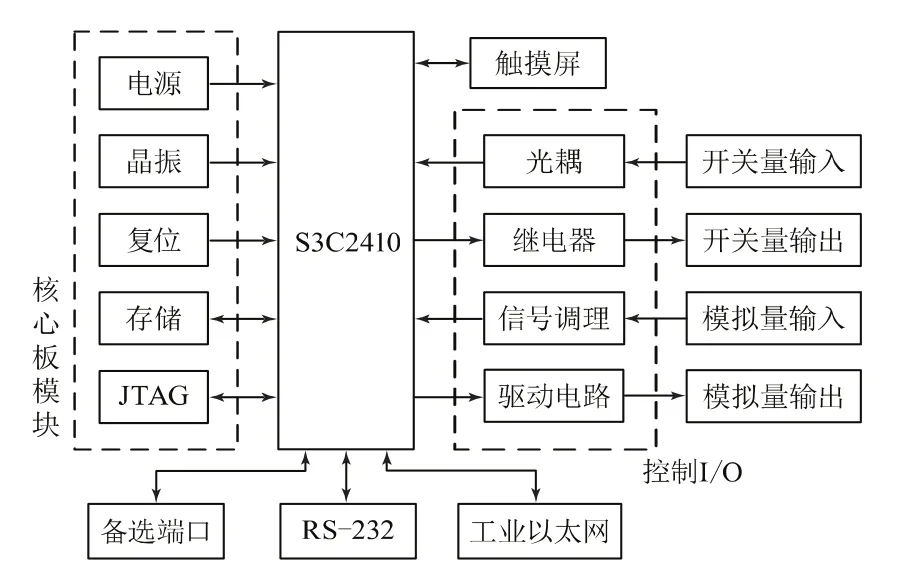
图1 嵌入式软PLC硬件结构
2 包装搬运机械手应用功能硬件设计
包装搬运机械手的基本结构如图2所示,通过B缸升降、C缸进退准确定位待夹持产品的位置,利用D缸控制夹紧产品,并通过A端伺服回转将产品放置到包装与分拣输送带上,而产品包装、分拣完成后,再利用机械手搬运成品,实现对成品的装卸与堆垛控制。因此,包装搬运机械手应用包括对产品的夹紧与松开、取放产品位置时进退与升降、输送带间转运回转等基本功能。
对产品进行夹紧与松开控制时,嵌入式软PLC的开关量输入DI监测B缸升降、C缸进退信息,在软PLC无故障反馈时,利用开关量输出DO控制继电器线圈得失电,其中D缸顶端与末端线圈构成互锁机构,顶端线圈得电,机械手夹持产品,相反末端线圈得电,机械手将所夹持产品松开。
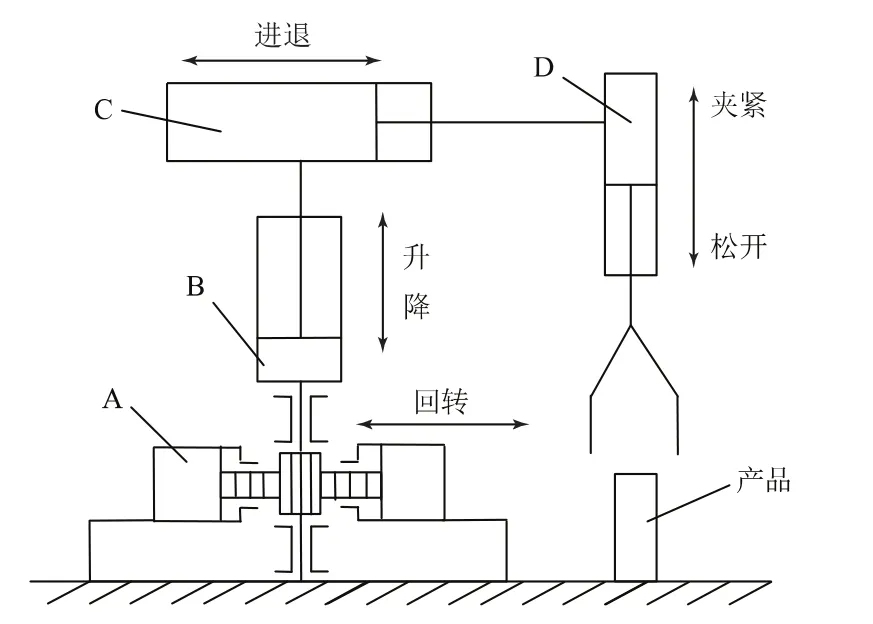
图2 包装搬运机械手基本结构
取、放产品位置时,需要借助B、C缸动作调节机械手夹持端与输送带之间的相对位置。由于包装、分拣、装卸流程与搬运机械手的相对位置固定,软PLC的开关量DI/DO监控B缸升降、C缸进退等动作,利用限位开关的DI反馈界定机械手升降、进退的空间位置。若机械手升降、进退过程中软PLC接收限位反馈,则正在执行的B缸或C缸动作停止,预示机械手到达取、放产品位置。
输送带间转运回转应用伺服转角控制,通过人工示教和软PLC存储,确定机械手由待包装工位回转到包装与分拣工位、已包装与分拣工位回转到装卸与堆垛工位的转角信息,其中软PLC的模拟量AI经信号调理和AD输入编码器检测的角度参数,若该角度达到示教存储的转角参数,则机械手回转到位,准备取、放产品位置进退与升降控制,而编码器反馈输入未达到预设的转角值,软PLC利用模拟量AO和驱动电路控制伺服电机,确保夹持产品的机械手回转到位。
3 包装搬运机械手应用功能软件设计
3.1 嵌入式软PLC编程环境设计
梯形图编程具有直观、简单和易于开发等优点,为使设计的软PLC也具备梯形图编程功能,应用支持IEC 61131-3语言标准的CodeSys编程软件开发[3-4]。首先,利用编程计算机在CodeSys中设置嵌入式S3C2410对应的IEC 61131-3标准语言所需的运行环境;然后在CodeSys中定义和初始化控制I/O和属性变量,如图3所示,应用直观的梯形图符号表示触点(常开、常闭)、线圈和继电器(辅助、时间和计数等)等,通过实时变量映射建立控制逻辑,再由梯形图编程实现软PLC的基本功能;最后,利用编程计算机开发、编译包装搬运机械手的梯形图程序,由硬件结构设计的RS-232串行接口将程序下载到软PLC。
3.2 应用功能设计
包装搬运机械手应用开发的软PLC编程环境进行软件设计,其程序流程图如图4所示。软PLC系统初始化,利用循环程序检测机械手的启动状态,若机械手启动,按工艺需求分别对产品进行夹紧与松开、取放产品位置时进退与升降、输送带间转运回转等基本功能控制。
4 结语
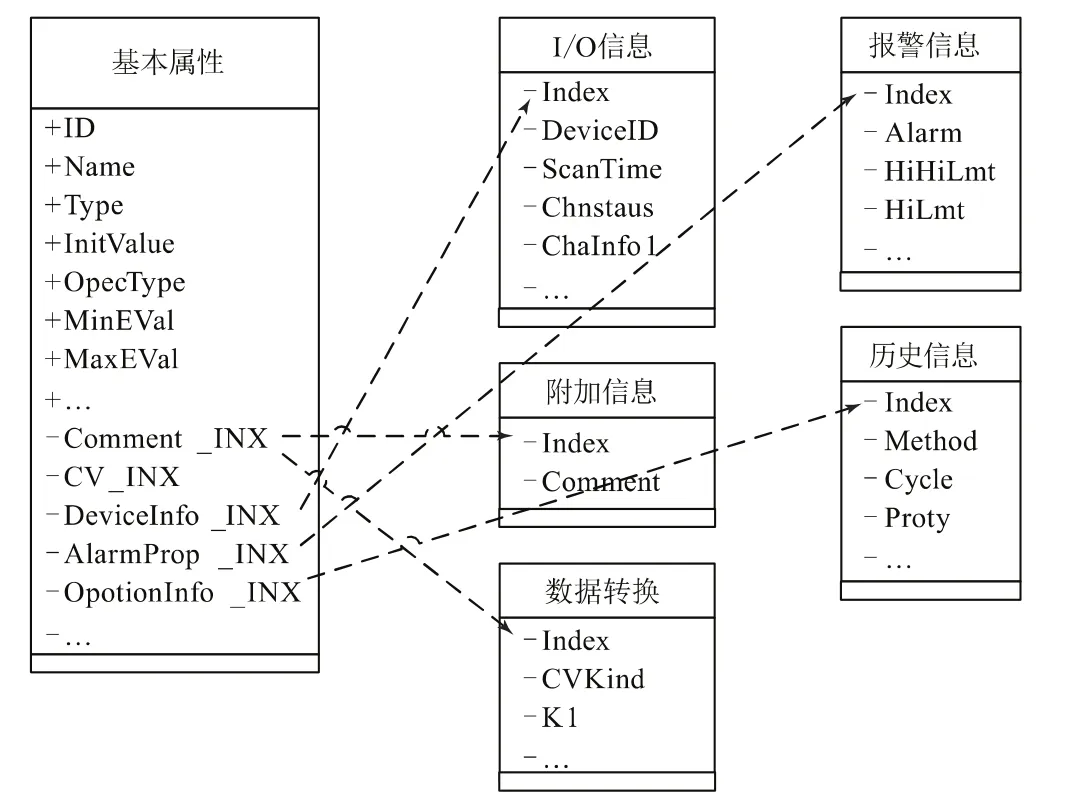
图3 实时变量的映射结构
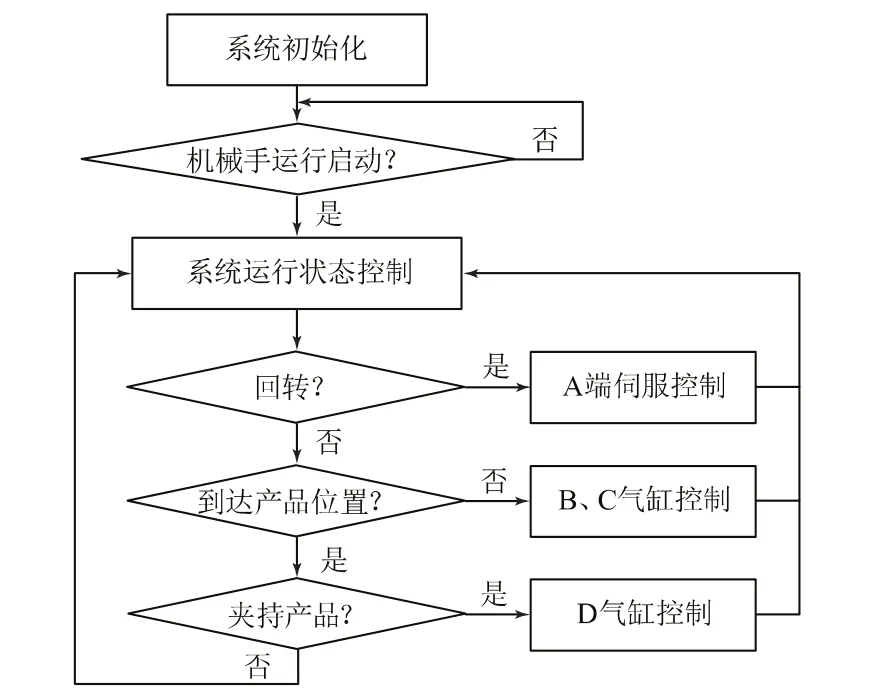
图4 包装搬运机械手控制流程图
针对硬PLC监控存在的缺陷和不足,设计兼容性和扩展能力更强的嵌入式软PLC系统,并将其应用于包装搬运机械手的在线控制。其中,软PLC基于S3C2410控制器开发,并设计支持IEC 61131-3语言标准的梯形图编程环境。该系统的开发和应用极大地提高了产品包装、分拣、搬运与装卸等流程化作业效率,且具有通用的寻址方式、指令系统及程序结构,方便了工艺人员识读程序,及时诊断和解决机械手控制系统存在的问题。
猜你喜欢
起重运输机械(2022年2期)2022-03-04
设备管理与维修(2021年21期)2021-12-29
铁道通信信号(2018年12期)2019-01-31
中国设备工程(2018年2期)2018-03-02
科学与财富(2016年28期)2016-10-14
考试周刊(2016年51期)2016-07-11
现代职业教育·高职高专(2016年7期)2016-07-09
电子制作(2016年21期)2016-05-17
制造技术与机床(2015年10期)2015-04-09
铁路通信信号工程技术(2014年5期)2014-02-28