模糊PID控制在氧化铝加压溶出中的应用与研究
2018-08-23 01:20张矿伟雷金辉张玉忠黄皓月
中国有色冶金 2018年4期
张矿伟, 雷金辉, 张玉忠, 黄皓月
(1.玉溪师范学院物理与电子工程学院, 云南 玉溪 653100;2.昆明理工大学云南省有色金属真空冶金重点实验室, 云南 昆明 650093;3.中国铝业公司郑州轻金属研究院, 河南 郑州 450041)
目前,生产氧化铝采用的工艺基本归为四大类:碱法、酸法、酸碱混合法和热法[1-2]。在实际工业生产中,氧化铝的生产工艺都采用碱法生产,通常包括:烧结法、拜耳法、混联法或串联法。在拜耳法氧化铝生产中,溶出工序是全厂的生产核心,溶出率的高低直接关系到氧化铝的回收率和生产成本,而影响溶出率最为关键的一个控制参数就是溶出温度。本项技术创新应用在中国铝业集团有限公司某分公司拜耳法氧化铝生产中,该分公司拜耳法氧化铝生产的加压溶出工序采用了双流法溶出工艺,其温度控制之前采用普通的PID控制,这种控制模式无法精确调控温度,并且PID参数的整定也非常繁琐,操作人员的人为因素影响大,不仅温度波动大能耗高,而且不能保证矿浆的溶出率。根据双流法氧化铝生产的工艺流程,在传统的温度控制模式中加入模糊控制思想,构成Fuzzy-PID控制系统,控制器的参数可以通过上位机自动整定。通过检查值和设定值进行比较,偏差值较大时主要是模糊控制起作用[3-11],能够很快减少设定值和测量值的差距,系统处理偏差的能力大大改进,设定值与测量值差不多接近时,开始启用PID来进行控制。氧化铝加压溶出过程中的温度控制参数可以根据温度的实际变化情况,由上位机对其进行实时跟踪整定。这种控制系统极大地提高了溶出温度的控制精度,减少了人为干预,改善了加压溶出工序的各项技术指标,降低了能耗,提高了氧化铝的产量。
1 双流法加压溶出的生产流程

图1 双流法氧化铝生产流程
在拜耳法氧化铝生产中,所谓双流法加压溶出工艺是将部分循环母液送入磨矿车间,在磨机内与铝土矿、石灰混合磨制成合格矿浆,另一部分循环母液与液碱调配成合格碱液,两股料流分别用溶出后矿浆多级自蒸发产生的二次蒸汽不同程度地预热,碱液流再单独用新蒸汽加热,两股物料流在混合器内汇合,汇合后料浆在溶出器中用新蒸汽直接加热至溶出温度并在其后的溶出器中完成溶出过程。其工艺流程见图1。
2 对象特性分析
氧化铝溶出器中温度控制对象具有非线性、大惯性和纯滞后的特性[15-18]。温度的动态控制实时性较差,主要是在控制过程中温度上升时惯性较大,检测值与设定值之间会出现滞后现象。对于本系统中氧化铝溶出器温度的变化,可以用一阶惯性和一个延迟环节脉冲传递函数G(s)表达,如式1。
一阶惯性加纯延迟系统包含:时间常数T、滞后时间τ、放大系数(静态增益)K三个参数,这三个参数能够很好的反映出系统的性能[19]。根据氧化铝在制备过程中溶出温度的模型,对模型参数的求取使用阶跃响应曲线法来完成,通过理论计算可以得到整个制备过程中系统的三个参数值,如图2所示。
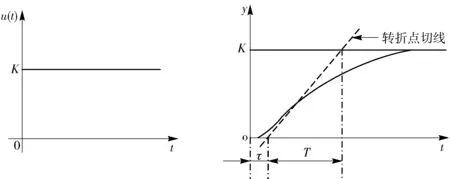
图2 氧化铝制备过程温度特性曲线
根据阶跃响应曲线法求得的结果,得到氧化铝溶出器中温度控制系统的三个参数依次为:K=1.8,τ=132,T=160。把三个参数分别代入式1就能得到系统的温度控制对象的近似数学模型,如式2[3]。
3 Fuzzy-PID控制器的设计
3.1 Fuzzy-PID参数自整定控制原理
模糊参数自整定PID控制器是PID控制和模糊控制的结合运用[20],这种控制模式是把传统的控制思想加入模糊分析理念,完成对被控对象的控制。控制器对应的三个参数值需要用模糊分析的方式确定出参数变化量ΔKP、ΔKi、ΔKd,叠加在原PID控制器的最初计算出的给定值上,再赋值给PID控制器,从而通过上位机自动求出温度变化时控制器的输出量,如式3。
式3中,KP0、Ki0、Kd0是PID控制器设定的初始参数值,ΔKP、ΔKi、ΔKd是按照控制系统设计要求整定的变化量。模糊参数自整定PID控制原理如图3所示[3]。

图3 模糊参数自整定PID 控制器原理图
本控制器的设计思路是在普通PID控制中把模糊控制算法加入到其中进行混合使用,实现控制参数跟随检测值的变化而变化,上位机自动整定控制参数,把整个控制系统分块进行设计。即检测值与给定值之间偏差大时通过模糊控制进行处理,保证系统的实时性;检测值与给定值接近时主要起作用的是PID控制,保证控制系统的稳定性。该控制器把两种不同的控制策略的优势进行有效的融合,这样可以很好的完成氧化铝溶出时对溶出温度的控制要求。
3.2 Fuzzy-PID参数自整定控制器的设计
通过对本控制系统每个模块的设计与分析,最
终把氧化铝溶出温度的检测值和设定值之间的偏差值e和偏差变化率ec看做整个控制器的输入值。PID控制器的输出值u分别为Kp、Ki和Kd参数叠加模糊推理得到的ΔKP、ΔKi、ΔKd值综合计算后的数据。然后,通过对系统的控制要求设计控制器的推理方法,利用上位机自动查询功能完成三个参数的修正,最终,达到较为理想的控制参数,使整个系统能够很好的满足温度的控制要求。模糊控制系统对应的模糊参数值如表1所示。

表1 模糊变量基本信息表
1)控制系统开始运行时,偏差值e较大,为了减小系统的检测值与偏差值之间的差值,应该让比例调节Kp值尽量取大些,这样就能很好的提高系统响应速度;Kd=0以避免积分饱和的情况出现;适当的Ke避免系统出现较大的超调。
2) 温度上升到接近设定值的一半左右,对于Kp、Ki、Kd这三个值的选取尽量适中,主要是既能保证系统的响应速度又能保证超调量不大。
3) 温度上升到接近设定值时,尽量把比例环节Kp值选取稍微大些,这样可以使系统的静差有所减小;对于积分环节Ki尽量增大,能保证系统的稳定性;适当减小微分环节Kd值,能够有效避免振荡现象。
因此,本设计可以按照控制器的输入量偏差值e和偏差变化率ec模糊推理计算,在上位机中完成PID参数Kp、Ki、Kd的实时整定过程,最终把理想的参数值赋给PID控制器,很好的达到了氧化铝生产时所需的温度控制要求。参数表达式如式4。
式4中的KP0、Ki0、Kd0分别是通过前期根据控制要求模糊计算出的三个参数值。ΔKP、ΔKi、ΔKd这三个参数值主要是根据输入量偏差值e和偏差变化率ec模糊推理计算所得到的参数值。通过把系统的输入量进行分析处理,再把系统所对应的模型参数计算出来。最后,根据模糊控制算法,按照上位机设定好的程序,完成控制器参数的设定,通过自动整定的方式求出氧化铝温度控制的三个变量值分别为:Kp=2.3、Ki=0.07、Kd=0.25。
4 应用结果分析
采用模糊控制的控制系统自2014年开始应用于某分公司加压溶出工序。相比原有控制系统在系统的响应时间和控制精度上都有很大的提高,并且使用时比较容易操作,减轻了操作人员的劳动强度。在实际生产过程中,对比两种不同的控制系统的控制效果,如图4所示。
图4(a)是传统温控得到的上升曲线,明显看出,这种控制效果不够理想,整个控制过程太慢,生产温度控制不是很适合。并且控制性能指标也不能达到较为理想的值,不能起到节能的效果。求得的不同性能指标的值依次是:温度上升到设定值所用的时间为43 min,系统的超调量为1.477%,进入到稳定值范围内所用时间54 min,整个系统的控制精度为0.63%。图4(b)引入模糊控制思想后的溶出温度控制系统,可以看出,温度从常温上升到设定值所用的时间仅有18 min,系统的超调量也减少了很多,仅有0.369%,整个系统从开始升温到达到稳定值所用时间仅有21 min,整个控制系统的控制精度也有了很大的提升,仅有0.21%。这种引入模糊控制思想的温度控制系统对比传统温度控制系统无论从响应时间、上升时间、调节时间、控制精度上都有了很大的改进,能够很好的满足控制要求,把整个系统的工作时间大大缩短,真正起到了稳定生产的效果,同时也提高了矿浆的溶出率。
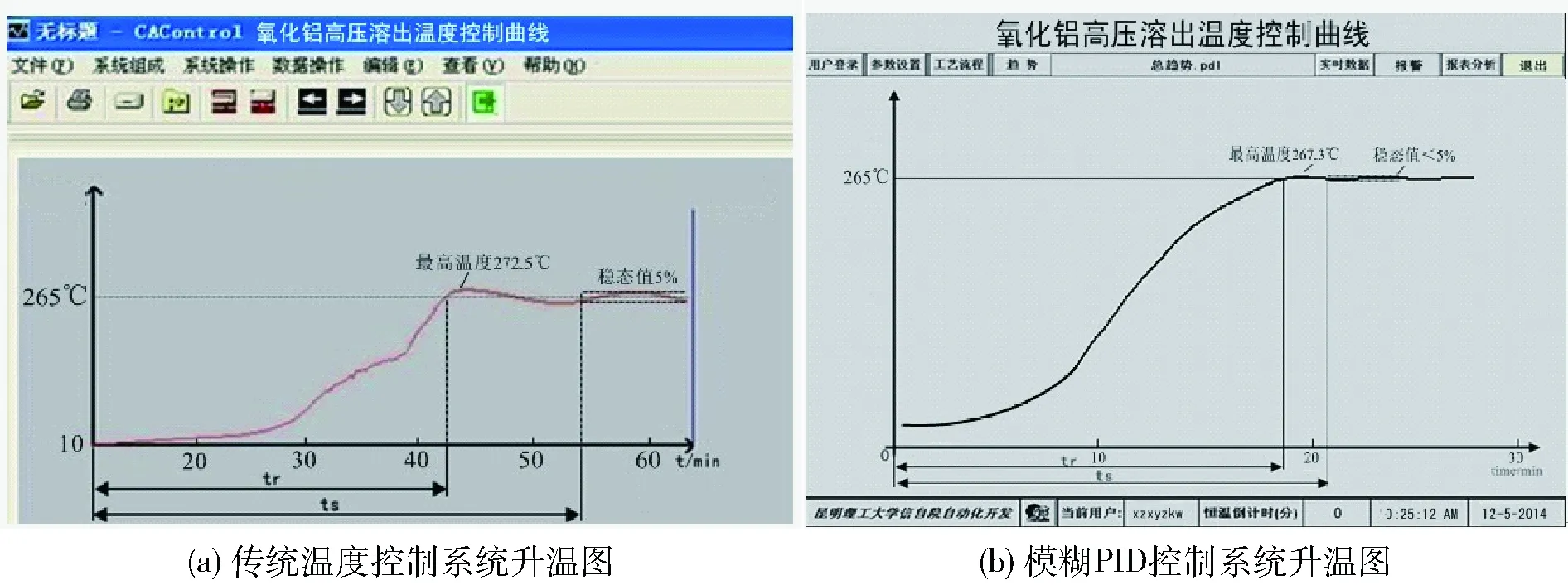
图4 两种温度控制系统升温图
5 结论
本项技术创新在拜耳法生产氧化铝生产中的应用,解决了人工整定PID参数精度低、工作量大及人为因素的干预等问题,能够根据氧化铝加压溶出温度的波动实时调节,能够精确地控制温度。相比常规的实时温度监控系统,此温度控制系统在控制系统响应时间、上升时间、调节时间和控制精度上都优于常规控制系统,进而满足了生产需要,提高了矿浆的溶出率,降低了生产成本。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
数理化解题研究·高中版(2021年11期)2021-12-16
湖北农机化(2021年7期)2021-12-07
初中生学习指导·提升版(2021年3期)2021-09-10
中国修船(2018年4期)2018-08-03
中学生数理化·高一版(2018年4期)2018-05-08
制造技术与机床(2017年3期)2017-06-23
电子制作(2016年21期)2016-05-17
自动化仪表(2015年5期)2015-06-15
汽车维修与保养(2015年6期)2015-04-17