工艺条件对传统乳扇出品率和加工特性的影响
2018-08-10 07:09窦玉萍苏亚文孟丹徐珊刘红娜
食品与发酵工业 2018年7期
窦玉萍,苏亚文,孟丹,徐珊,刘红娜
(西北民族大学 生命科学与工程学院,甘肃 兰州,730030)
乳扇是云南白族的传统手工乳制品,呈乳黄色,因薄如纸扇而俗称乳扇[1]。传统工艺为:牛乳与酸浆混合,形成凝块后进行洗涤拉伸,用木杆将其撑成扇形,上架晾干而制成[2]。乳扇营养价值高,是补充蛋白质的良好物质[3]。近年来,中国传统乳制品发展迅速[4-5],乳扇需求量日益增加。但乳扇的生产工艺落后,基本为传统作坊式手工操作,不仅生产效率低,产量有限,而且传统工艺加工条件难以控制[6]。为使乳扇的生产规模化、标准化,国内外许多专家采用凝乳酶等方法对乳扇的加工工艺、保鲜技术进行了大量的探索和研究[7-9],但目前云南很多家庭制作乳扇时仍采用酸木瓜汁凝乳。本试验以乳扇出品率为指标,在不改变传统做法基础上,采用Box-Behnken试验设计对工艺参数进行优化,旨在为提高乳扇品质,以促进民族地区经济发展。
1 材料与方法
1.1 材料与仪器
1.1.1 材料与试剂
原料乳:西北民族大学养殖厂的新鲜全脂牛乳,水分为86.5%、脂肪3.5%、蛋白质3.2%、灰分1.3%、乳糖4.5%;酸木瓜,市售云南大理酸木瓜(厂家:云果尚品);K2SO4、CuSO4、氨水、乙醚、石油醚、乙醇、Na2HPO4(分析纯),国药集团化学试剂有限公司。
1.1.2 仪器与设备
物性测试仪(TA. XT 2i型),上海博讯实业设备有限公司;恒温水浴锅(DK-S26型),上海精宏实验设备有限公司;酸度计(pHS25型),北京赛多利斯仪器系统有限公司;电子天平(JA型),上海嘉展仪器设备有限公司;恒温干燥箱(HH·S1-Ni型),枣庄市鸿燿机械有限公司;自动凯氏定氮仪(KND-04型),上海沛欧分析仪器公司;马弗炉(SX2 -2.5 -12型),北京科技有限公司。
1.2 实验方法
1.2.1 原料预处理
新鲜的酸木瓜去皮、去核后,加水3倍,100 ℃煮沸1 h制成酸浆(pH 3.3),取上清液[1]。生鲜牛乳用纱布过滤待用。
1.2.2 工艺流程
鲜牛乳→巴氏杀菌(63 ℃,30 min)→冷却至60 ℃→加入酸浆→搅拌揉搓成团→热烫拉伸→乳扇凝团样品测定→风干→包装→乳扇理化指标测定[10]
1.2.3 单因素试验设计
(1)凝乳温度对乳扇凝团的影响:设定凝乳温度分别为55、60、65、70、75 ℃,将凝乳时间60 s的凝团放入70 ℃、pH 4.8的乳清中热烫拉伸3 min,研究凝乳温度对凝团性质的影响。
(2)凝乳时间对乳扇凝团的影响:设定凝乳时间分别为20、40、60、80、100 s,将凝乳温度为65 ℃的凝团放入70 ℃、pH 4.8的乳清中热烫拉伸3 min,研究凝乳时间对凝团性质的影响。
(3)热烫pH对乳扇凝团的影响:设定热烫pH值分别为4.4、4.6、4.8、5.0、5.2,将凝乳温度为65 ℃、凝乳时间60 s的凝团放入70 ℃的乳清中热烫拉伸3 min,研究不同热烫pH对凝团性质的影响。
(4)热烫拉伸温度对乳扇凝团的影响:设定热烫拉伸温度分别为60、65、70、75、80 ℃,将凝乳温度为65 ℃,凝乳时间为60 s的凝团放入pH值为4.8乳清中,控制热烫拉伸时间为3 min,研究不同热烫拉伸温度对凝团性质的影响。
(5)热烫拉伸时间对乳扇凝团的影响:设定热烫拉伸时间分别为2、4、6、8、10 min,将凝乳温度为65 ℃,凝乳时间为60 s的凝团放入温度为70 ℃,pH值为4.8乳清中,研究不同热烫拉伸时间对凝团性质的影响。
1.2.4 响应面优化试验设计
以单因素试验结果为基础,选取凝乳时间、凝乳温度、热烫拉伸温度为自变量,以乳扇校正出品率为响应值,利用中心组合试验Box-Behnken设计对传统乳扇的加工工艺进行优化,建立回归模拟方程,确定乳扇凝乳的最佳条件,并加以验证。
1.3 测定指标
1.3.1 乳扇出品率的计算
(1)
式中:C1实测出品率,%;m1乳扇质量,g;m2原料奶质量,g。
将产品校正为水分质量为20%时的出品率:
(2)
式中:C校正出品率,%;C1实测出品率,%;W1乳扇含水量,%;W2乳扇校正含水量,%。
1.3.2 乳扇成分测定
(1)乳扇水分含量:根据GB 5009(3)—2016方法测定。
(2)乳扇灰分含量:根据GB 5009(4)—2016方法测定。
(3)乳扇蛋白质含量:根据GB 5009(5)—2016方法测定。
(4)乳扇脂肪含量:根据GB 5413.3—2016方法测定。
(5)乳扇过氧化值含量:根据GB 5009.227—2016方法测定。
1.3.3 乳扇加工特性的测定
(1)乳扇拉伸性的测定:用取样器将乳扇切成2 cm×2 cm大小均匀的方块,置于3.5 cm的铝制称量瓶中,在室温下恢复30 min,再放入100 ℃的烘箱中加热1 h后取出。用同样型号的玻璃棒或者筷子挑起乳扇向上拉伸,直至乳扇断裂为止。此时,立刻用游标卡尺测量乳扇拉伸的长度,精确至0.01 cm,重复3次,以算术平均值表示乳扇的拉伸性[11]。
(2)乳扇油脂析出性的测定:用特制打孔器顺着乳扇纤维方向取直径为1 cm,高1 cm的圆形样,放置在预先铺有滤纸直径9 cm的培养皿中,放入预热至100 ℃的烘箱中加热30 min,取出在室温下恢复15 min,用游标卡尺测量油圈的直径。精确至0.01 cm,重复3次,以算术平均值表示乳扇的油脂析出性[12-13]。
(3)乳扇融化性的测定:用特质打孔器顺着乳扇纤维方向取取直径为1 cm,厚5 mm的圆柱,将样品放置于直径1.8 cm的试管中,在室温下回复30 min。然后将其置于预热至100 ℃的烘箱内。加热1 h后取出,在室温下放置30 min后用游标卡尺测试融化样品的长度。精确至0.01 cm,重复3次,以算术平均值表示乳扇的融化性[14-15]。
1.4 感官评定
乳扇感官评定包括色泽、滋味、气味、组织结构、纹理[3,16],具体评分标准见表1。
1.5 数据处理
各组数据重复3次求平均值,以平均值±标准差表示;采用统计软件IBM SPSS Statistics 22数据系统中的Duncan’s法对数据进行显著性分析;采用 Design Expert 8.0.6对传统乳扇工艺进一步优化。
2 结果与分析
2.1 单因素试验
2.1.1 凝乳温度对乳扇凝团的影响
由图1可知,凝乳温度为55~65 ℃时,校正出品率和拉伸性、融化性、油脂析出性随凝乳温度的升高而增加。在55~65 ℃时乳清析出较慢,酪蛋白残留量较大,凝块组织结构松散,而使乳清浑浊产率较低[17]。在65 ℃时,乳扇的校正出品率为11.3%、拉伸性46.86 mm、融化性6.29 mm、油脂析出性43.2 mm。当温度65~75 ℃时,乳扇的校正出品率和加工特性随凝乳温度的升高而呈现下降趋势。这是由于牛奶受热后乳清蛋白分子构象发生变化,其β-乳球蛋白上的活性巯基暴露出来,它通过二硫键交换与α-乳白蛋白、κ-酪蛋白相结合,使蛋白质凝胶结构更加牢固[18]。凝乳温度达到65 ℃时,乳清蛋白的变性程度很彻底,使蛋白质凝胶的网络结构坚实,硬度高,弹性低,形成光滑均匀细腻的凝块[10]。当温度过高时凝块结构被破坏,有大量的絮状物产生,使乳清浑浊,凝块组织结构松散,产率减低。综上所述最佳凝乳温度为65 ℃,且凝乳温度显著影响凝团的品质。
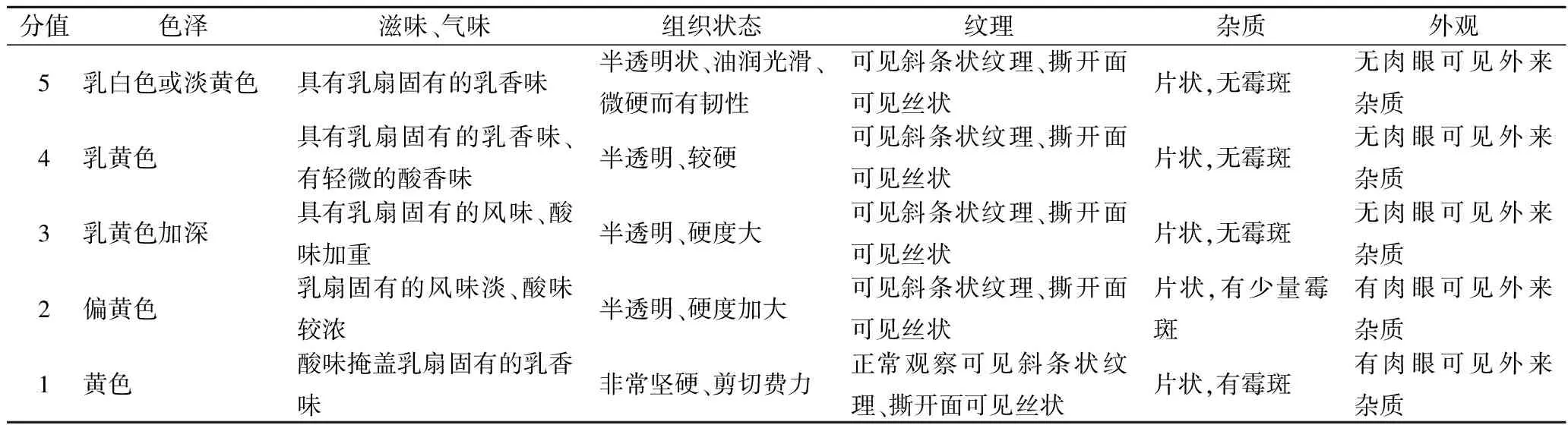
表1 感官评分标准Table 1 Sensory evaluation scale

图1 凝乳温度对凝团校正出品率、加工特性的影响Fig.1 Effect of curd temperature on correction yield of gelatinous curd and processing properties
2.1.2 凝乳时间对乳扇凝团的影响
由图2可知,凝乳时间为60 s时,乳扇校正出品率10.65%、拉伸性33.79 mm、融化性2.04 mm、油脂析出性63.52 mm,此时乳扇综合性质较好。在20~60 s时,校正出品率和乳扇的拉伸性、融化性、油脂析出性随凝乳时间的延长而增加。这是由于短时间内乳清析出较少,酪蛋白残留量较大,凝块组织结构松散,乳清浑浊产率较低[17]。当时间在60~100 s时,校正出品率和乳扇的拉伸性、融化性、油脂析出性随时间的延长而呈现下降趋势。这是由于随着凝乳时间的延长,酪蛋白紧密聚集形成光滑均匀的凝块,乳清透明,可多次折叠拉伸,具有较好的融化性、油脂析出性。而凝乳时间过长(80~100 s)会破坏凝块组织,使其结构松散,并有大量的絮状物产生,使乳清浑浊,产率减低[17]。综上所述最佳凝乳时间为60 s,且凝乳时间显著影响凝团的品质。
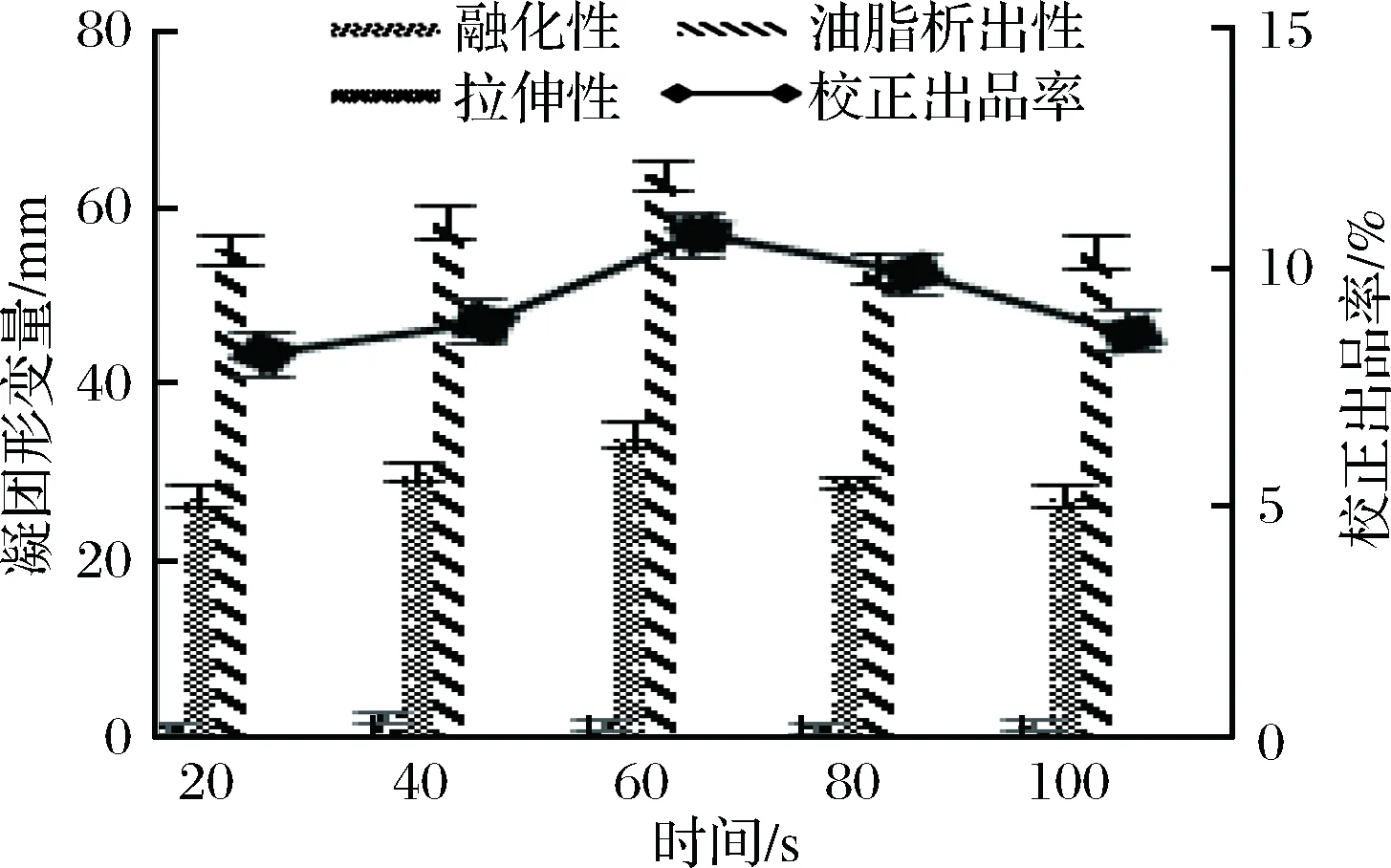
图2 凝乳时间对校正出品率、凝团加工特性的影响Fig.2 Effect of curd time on correction yield of gelatinous curd and processing properties
2.1.3 热烫pH值对乳扇凝团的影响
由图3可知,热烫pH值为4.8时,校正出品率为10.59%、拉伸性41.90 mm、融化性4.91 mm、油脂析出性56.67 mm,制成的乳扇厚度适合,具有浓郁的奶香味,可多次折叠拉伸,表面呈现黄亮、半透明的色泽,油润光亮,具有较好的拉伸性、融化性、油脂析出性。pH值在4.4~4.8时,乳扇的校正出品率和加工特性随热烫pH值的升高而增加,这是由于热烫pH值低于4.8时,凝固速度快,凝块呈较大的絮状,凝团含水量低,硬度大,延展性降低,组织结构粗糙且难成型[19]。等电点以下的pH值虽然有利于酪蛋白凝结,但排乳清时,极易造成散碎的蛋白小颗粒的流失[20]。热烫pH 4.8~5.2时,凝块形成较慢,含水量高且组织稀软,弹性差,凝团难以成型。外力挤压排乳清时,酪蛋白易流失[6]。综上所述最佳为pH 4.8,且热烫pH对凝团的品质不显著。
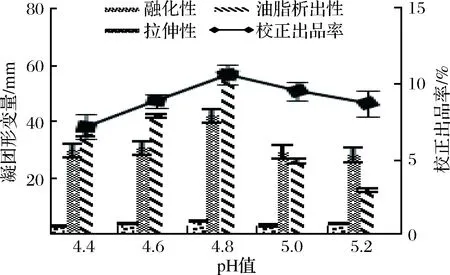
图3 热烫pH对校正出品率、凝团加工特性的影响Fig.3 Effect of hot fluid pH on correction yield of gelatinous curd and processing properties
2.1.4 热烫拉伸温度对乳扇凝团的影响
由图4可知,在热烫拉伸温度为70 ℃时,凝团的校正出品率、拉伸性、融化性及油脂析出性最好分别为9.28%、30.32 mm、3.08 mm、66.8 mm,凝团黏性好,有拉丝现象,可多次拉伸折叠,延展性好,易定型,热烫液澄清。在60~70 ℃时校正出品率和乳扇的加工特性随热烫温度的升高而增加。凝团延展性变差,不易拉伸,难以成型,需多次洗涤热烫,容易造成酪蛋白流失[21]。当热烫拉伸温度超过70 ℃时,乳扇的校正出品率和加工特性随热烫拉伸温度的升高而呈现下降趋势。这是由于热烫拉伸温度过高,造成凝团中的蛋白质融化,酪蛋白流失,凝团具有流淌性,难以固定成型[20],制成的乳扇厚度薄易碎。万长江等认为,热烫温度最适为70 ℃,热烫拉伸温度的高低不仅影响凝团的拉伸性和延展性,而且决定热烫时间的长短及乳扇的加工特性好坏[21]。综上所述,最佳热烫拉伸温度为70 ℃,且热烫拉伸温度对凝团的品质影响显著。
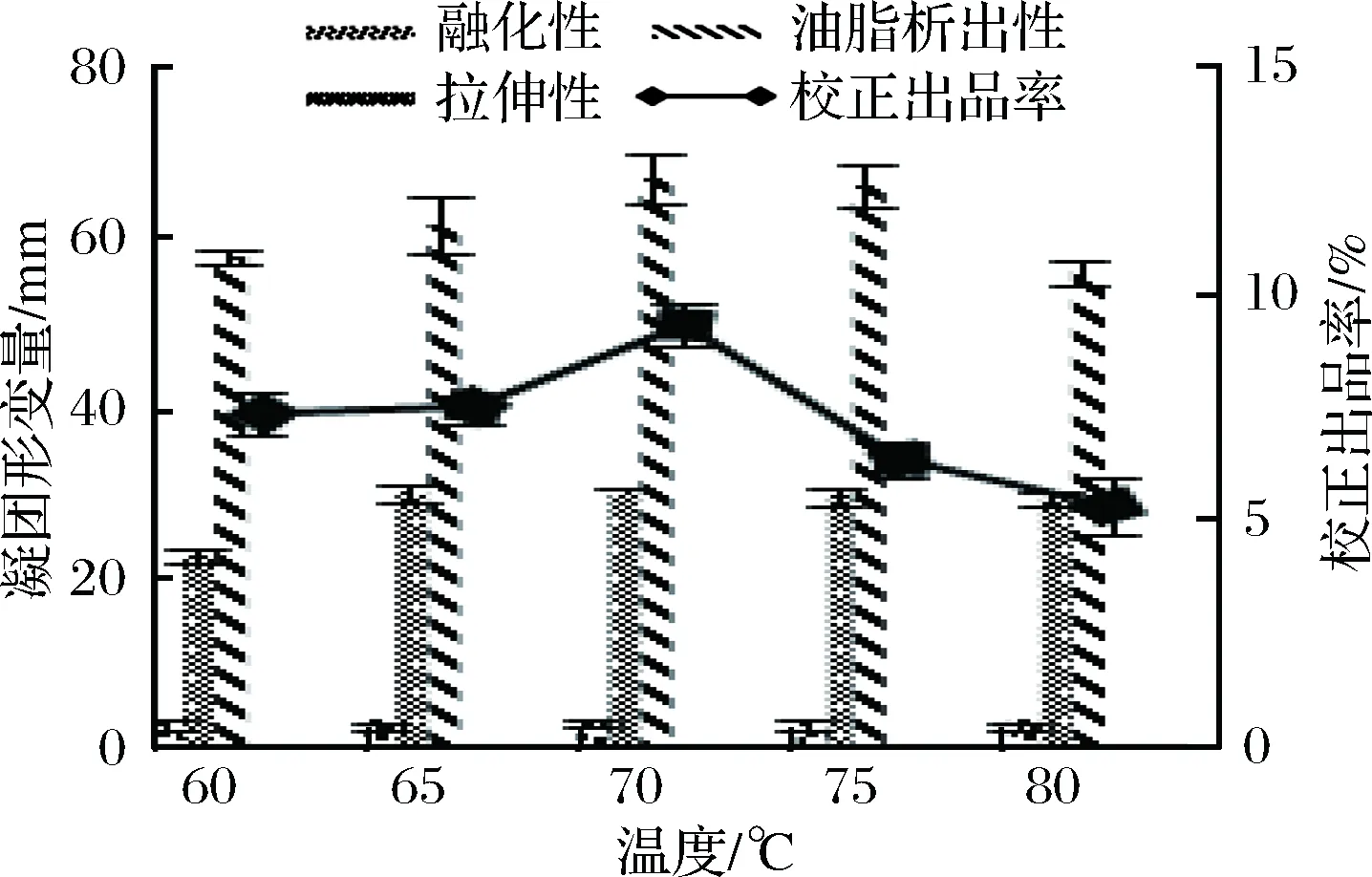
图4 热烫拉伸温度对凝团校正出品率、加工特性的影响Fig.4 Effect of thermo-stretching temperature on correction yield of gelatinous curd and processing properties
2.1.5 热烫拉伸时间对乳扇凝团的影响
由图5可知,热烫拉伸时间在2~3 min时,校正出品率和乳扇的拉伸性、融化性、油脂析出性随热烫拉伸时间的延长而增加。热烫拉伸时间3 min时,校正出品率较高,拉伸性、融化性及油脂析出性最好分别为10.25%、47.98 mm、3.74 mm、39.86 mm,制成的乳扇厚度适合,具有浓郁的奶香味,可多次折叠拉伸,表面呈现黄亮、半透明的色泽,油润细腻。当热烫拉伸时间4~6 min时,乳扇的校正出品率和加工特性随时间的延长而呈现下降趋势。可能是热烫拉伸时间受热烫温度的影响,热烫拉伸时间影响凝团的蛋白质结构,热烫拉伸时间短,蛋白质结构比较松散,形成的凝团硬度低,弹性和回复性都不好,热烫拉伸时间延长,各项参数变好。而热烫拉伸时间过长,蛋白胶粒的结构过于紧密,则凝团的弹性和回复性又会变差[19]。综上所述最佳热烫拉伸时间为3 min。经显著性分析得出热烫拉伸时间对凝团的品质影响不显著。

图5 热烫拉伸时间对凝团校正出品率、加工特性的影响Fig.5 Effect of thermo-stretching time on correction yield of gelatinous curd and processing properties
2.2 响应面优化结果
2.2.1 试验模型的建立
在单因素基础上,选择影响乳扇出品率的3个关键因素。通过Design Expert 8.0.6软件设计3因素3水平的Box- Behnken中心组合试验,各因素与水平设计如表2所示。设计17个试验点的响应面分析试验,其中1~12析因点,自变量取值在各因素之间构成的三维顶点;13~17是零点,中心试验重复5次,用以估计试验误差,如表3所示。

表2 试验因素水平Table 2 Factor and levels of test
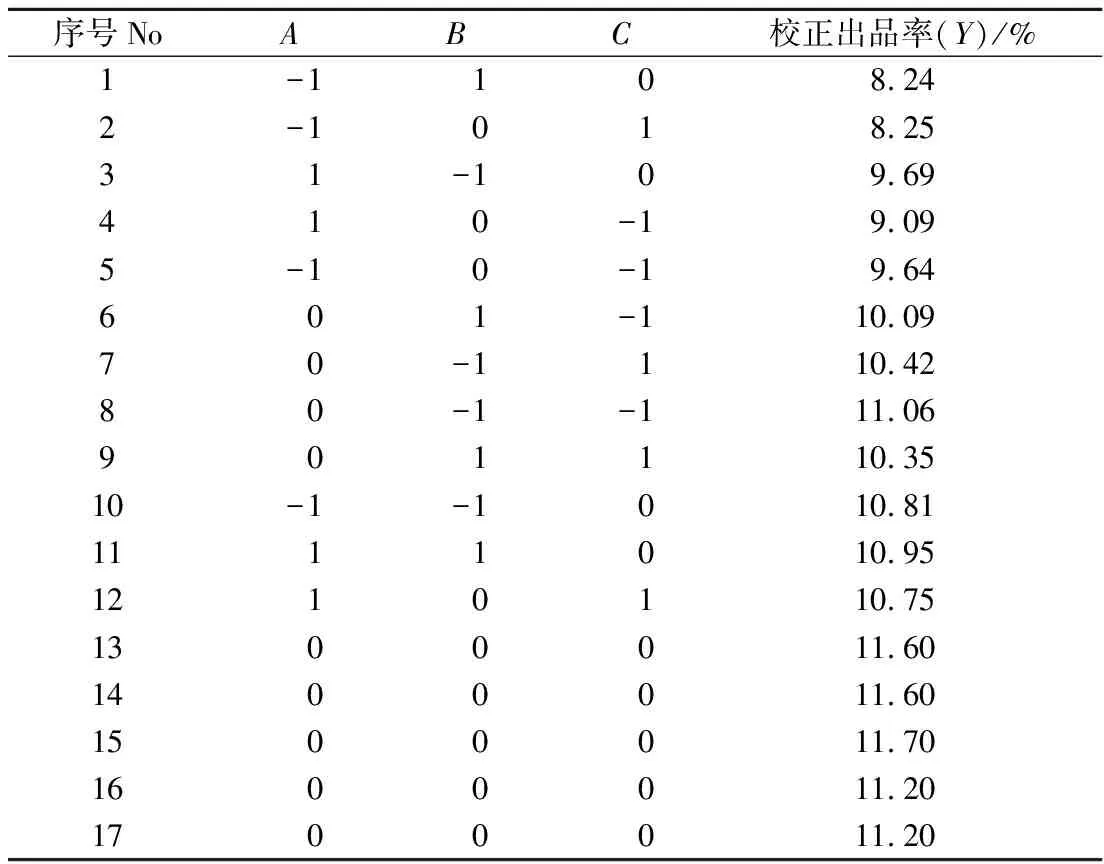
表3 响应面法试验设计及试验结果Table 3 Program and result of RSA test
由表3可知,零点试验的响应值明显高于分析组,表明此试验条件为最优的试验组合。利用Design Expert 8.0.6软件对表二所得的试验数据进行二次多项式拟合,获得各因素对响应值影响的二次回归方程为:Y=+11.46+0.44A-0.29B-0.014C+0.96AB+0.76AC+0.23BC-1.29A2-0.25B2。
2.2.2 多元回归模型分析
由表4可知,回归模型F=47.03,p<0.001,说明显著性水平极高,失拟性F=0.45,p=0.731 7>0.05,无显著性,说明该方程的拟合程度较高;因素一次项(A、B)对结果影响高度显著(p<0.001)、交互项(AB、AC、BC)对结果影响显著(p<0.01),二次项(A2、B2、C2)对结果影响显著 (p<0.01)。变异系数CV(2.03%)较小,说明试验的误差较小,可靠性越高,符合试验设计的要求。决定系数R2=0.983 7,这说明该模型可以解释98.37%的响应值Y的变化,且该模型的修正R2=0.962 8,预测系数R2=0.915 4与决定系数相差较小,这表明该回归模型的拟合度良好,可以用该模型分析预测和优化凝乳工艺条件。各项按照其影响响应值的显著性大小排序:A2>AB>AC>C2>A>B>BC>B2>C。
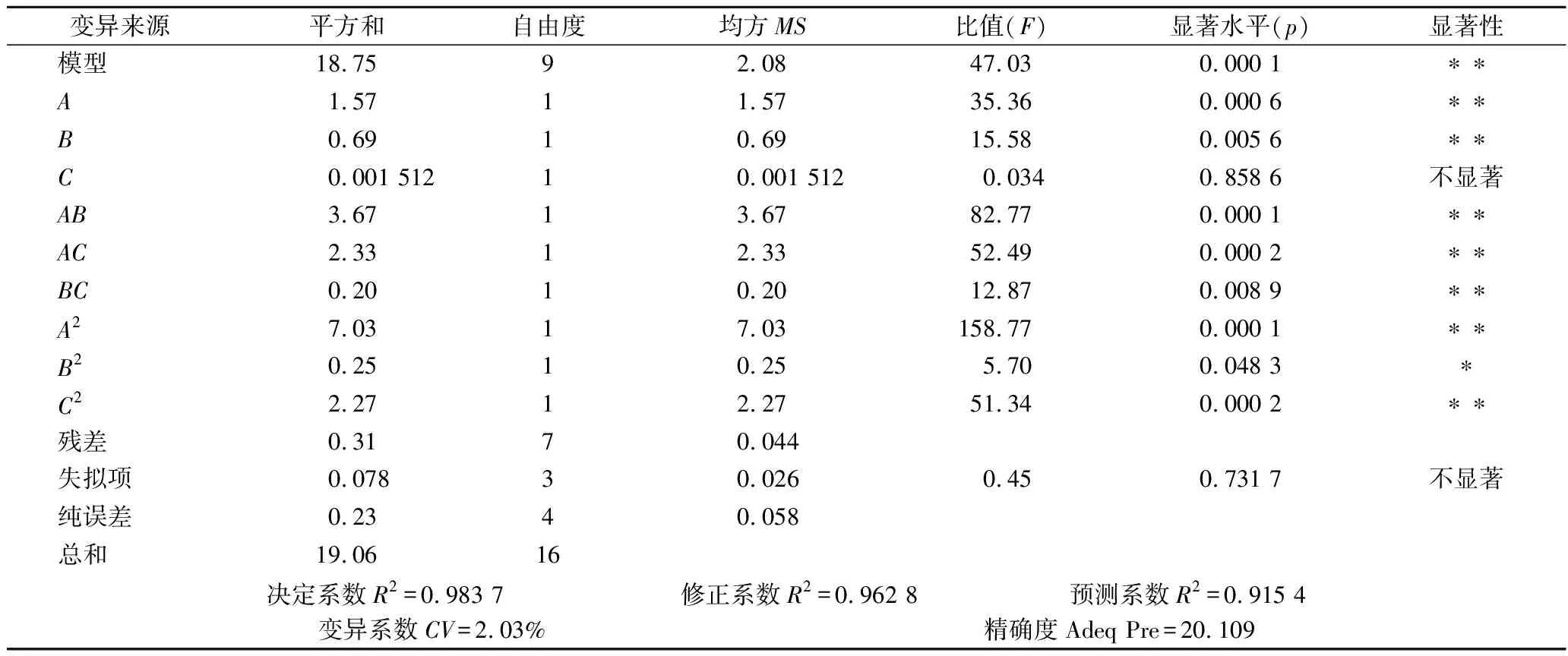
表4 回归模型系数方差分析Table 4 ANOVE for the regression coefficients of model
注:p<0.05为显著,用*表示;p<0.01为极显著,用**表示。
2.2.3 响应面分析
依据等高线图的倾斜程度和方差分析数据得出影响乳扇校正出品率的3个因素的主次顺序为:凝乳温度>热烫温度>凝乳时间。
由图6可知,随着凝乳温度的提高,校正出品率先上升后下降,而随着凝乳时间的增加,校正出品率一直呈在下降趋势,凝乳温度和凝乳时间的协同作用显著,等高线图明显呈直线形,可知凝乳温度和凝乳时间的交互作用不显著。由曲面坡度的陡峭情况知,凝乳温度的曲面比凝乳时间的曲面更陡,说明凝乳温度对校正出品率影响更加显著。

图6 凝乳温度和凝乳时间对校正出品率的响应面和等高线图Fig.6 Response surface and contour of curd time and curd temperature on correction yield
由图7可知,随着凝乳温度的提高,校正出品率先上升后下降,而随着热烫温度的增加,校正出品率先上升后下降。等高线图明显呈椭圆形,可知凝乳温度和热烫温度的交互作用显著。在凝乳温度65 ℃,热烫温度70 ℃时,校正出品率达到最大值。由曲面坡度的陡峭情况得知,凝乳温度的曲面比热烫温度的曲面更陡,说明凝乳温度对校正出品率影响更加显著,响应面图形呈钟形。
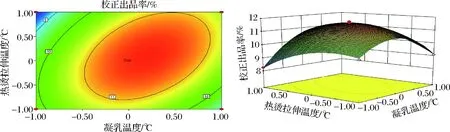
图7 凝乳温度与热烫拉伸温度对校正出品率的响应面和等高线图Fig.7 Response surface and contour of curd temperature and thermo-stretching temperature on correction yield
由图8可知,随着凝乳时间的延长,校正出品率基本呈现下降趋势,而随着热烫温度的增加,校正出品率呈先上升后下降趋势。由曲面坡度的陡峭情况知,热烫温度的曲面比凝乳时间的曲面更陡,说明热烫温度对校正出品率影响更加显著,响应曲面呈鞍形。

图8 凝乳时间与热烫拉伸温度对校正出品率的响应面和等高线图Fig.8 Response surface and contour of curd time and thermo-stretching temperature on correction yield
2.2.4 验证性试验结果
通过软件对试验数据的分析,得到最佳工艺条件:凝乳温度65 ℃,凝乳时间60 s,热烫拉伸温度70 ℃,利用最佳条件进行验证,3次试验的平均校正出品率为10.31%,与理论值11.46%接近,说明采用响应面优化的生产工艺参数准确可靠,按照建立的模型进行试验在实践中是可行的。
2.3 营养成分与感官评定
由表5可知,传统的乳扇与改进乳扇的营养成分相比,主要差异为传统乳扇脂肪、蛋白质、乳糖含量略高,可能是两者原料乳不同,云南主要以黄牛为主,其乳的干物质、蛋白质、乳脂含量比普通乳高。而传统乳扇脂肪含量很高,是由于延长乳扇的贮藏期在制作时添加植物油,制成的乳扇颜色更黄[22]。改良乳扇的含水量较高,是由于风干条件的不同而导致乳扇含水量高[23],硬度变小,且改进乳扇营养成分符合云南省食品安全地方标准。由表6可知改进乳扇的感官评定、滋味、气味和组织状态要比传统乳扇更好。

表5 传统、改进乳扇营养成分与加工特性Table 5 Nutrition and processing properties of traditional and improved Dairy fan
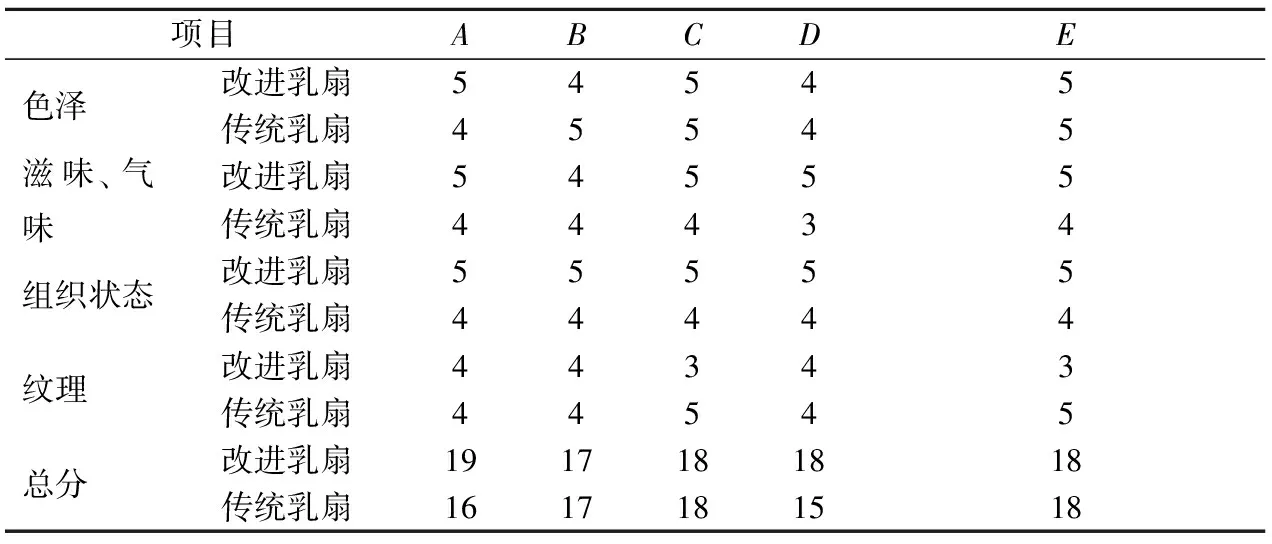
表6 传统乳扇、改进乳扇的感官评定结果Table 6 The result of sensory evaluation for traditionaland improved Dairy fan
3 结论
传统乳扇生产工艺的最佳条件为:凝乳时间60 s、凝乳温度65 ℃、热烫pH 4.8、热烫拉伸温度70 ℃、热烫拉伸时间3 min。该条件下乳扇的校正出品率较高为10.31%,水分17.21%、脂肪38.37%、灰分4.04%、蛋白质34.86%、乳糖6.49%、过氧化值0.17 g/100g,融化性为4.29 mm、拉伸性为46.86 mm、油脂析出性为33.26 mm。影响乳扇校正出品率的3个因素的显著性程度排列顺序为:凝乳温度>热烫拉伸温度>凝乳时间。本试验在不改变传统步骤的基础上, 通过对工艺条件的改善,使乳扇产率提高,拉伸性、融化性、油脂析出性良好。本研究结果为乳扇的进一步工业化奠定基础。
猜你喜欢
食品科学(2022年8期)2022-05-09
食品安全导刊(2020年30期)2020-12-03
国学(2020年1期)2020-06-29
中国乳品工业(2019年5期)2019-07-03
中国乳业(2018年9期)2018-10-17
摄影之友(影像视觉)(2017年10期)2017-11-07
中国奶牛(2017年7期)2017-08-09
摄影之友(影像视觉)(2017年1期)2017-07-18
食品工业科技(2014年15期)2014-03-11
食品工业科技(2014年9期)2014-03-11