
花型样条曲线加工代码生成算法
2018-08-02 09:38赵福英倪俊芳
纺织学报 2018年7期
赵福英, 倪俊芳
(苏州大学 机电工程学院, 江苏 苏州 215021)
花样打板系统设计的花型轮廓通常由直线、圆弧、曲线等元素组成,这些曲线大都采用Bezier曲线、NURBS曲线表示[1]。国内研究者[2-4]在B样条应用领域有广泛研究,并取得一定进展,而基于绗缝、提花、针织等自动化设备的复杂花型样条曲线的逼近研究甚少。因为目前大部分数控加工系统只识别直线插补和圆弧插补,所以需要将复杂曲线转换成直线段、圆弧段或者二者混合。
三次样条曲线能够满足曲率半径连续且具有一定的几何意义。当曲线次数越高时,曲线越复杂,应用该曲线加工越困难。三次准均匀B样条曲线具有三次样条曲线的基本特点,且能够支持局部修改,其首末端点与特征多边形相切,方便控制曲线形状;因此,设计花型轮廓时,首先采用三次准均匀B样条曲线进行设计,然后采用插补算法分割曲线。双圆弧逼近三次准均匀B样条的算法,与直线逼近算法比较而言,优点主要包括:保持了原曲线的凹凸性,保证双圆弧位于拟合曲线控制的多边形内部,精度高,可改善加工织物表面品质;与二者混合逼近比较而言,删除了大量的中间点,在给定误差范围内,圆弧段数最少,便于转换成简单的G代码,减少CAD与CAM系统的数据传输,计算效率高。本文提出一种基于误差控制自动分段的双圆弧算法,分析拟合误差ε,利用MatLab计算仿真,最后再将直线、圆弧等花样轮廓离散成均匀的针迹点,生成加工代码,从而加工出复杂的花样图案。
1 双圆弧拟合三次准均匀B样条
1.1 B样条定义
B样条曲线方程[5-7]定义为
(1)
式中:Pi为B样条的控制点坐标;Ni,k(t)为基函数0≤t≤1;i为节点序号,i=0,1,…,n;k为基函数次数。基函数用Cox-deBoor公式表示为
(2)
1.2 双圆弧逼近B样条
图1示出双圆弧曲线逼近B样条曲线示意图。B样条需满足以下要求[8-9]:
1)起始圆弧过曲线P0点,终止圆弧过P1点;

3)分段圆弧在连接处达一阶导数连续;
4)整体逼近的精度在阈值S范围内;
5)所用的圆弧数目应尽可能少。
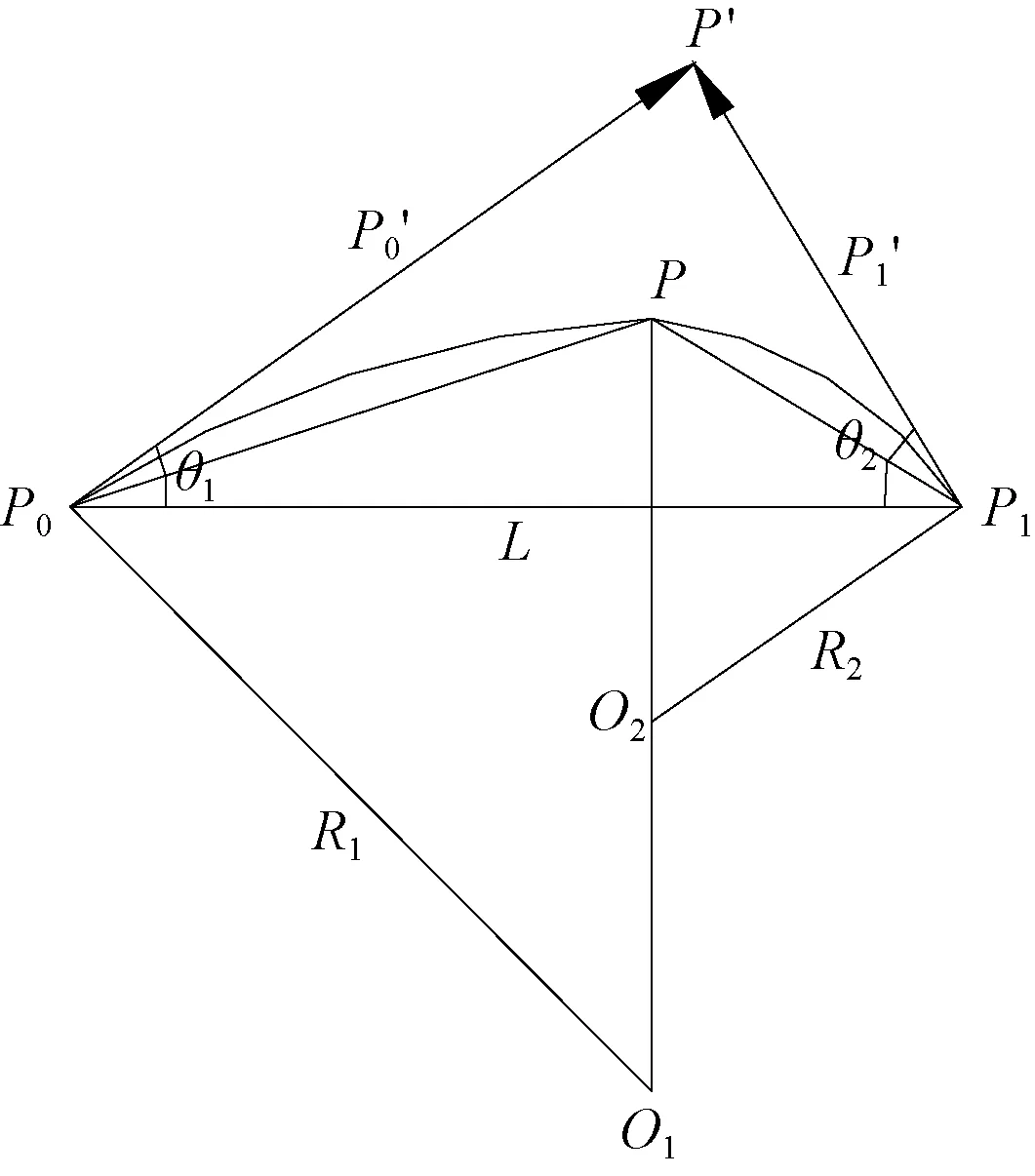
图1 双圆弧逼近B样条Fig.1 Double circular arc approximating B spline

根据图1通过计算可知:
(3)

1.3 误差分析
用双圆弧逼近某B样条曲线段{P(t),t∈(0,t′)}或{P(t),t∈(t′,1)}。由图1可知,双圆弧C1和C2均过连接点P,并在与B样条曲线始、末端连线相垂直的直线上。设样条与圆弧的最大逼近误差为ε,则:
(4)
(5)

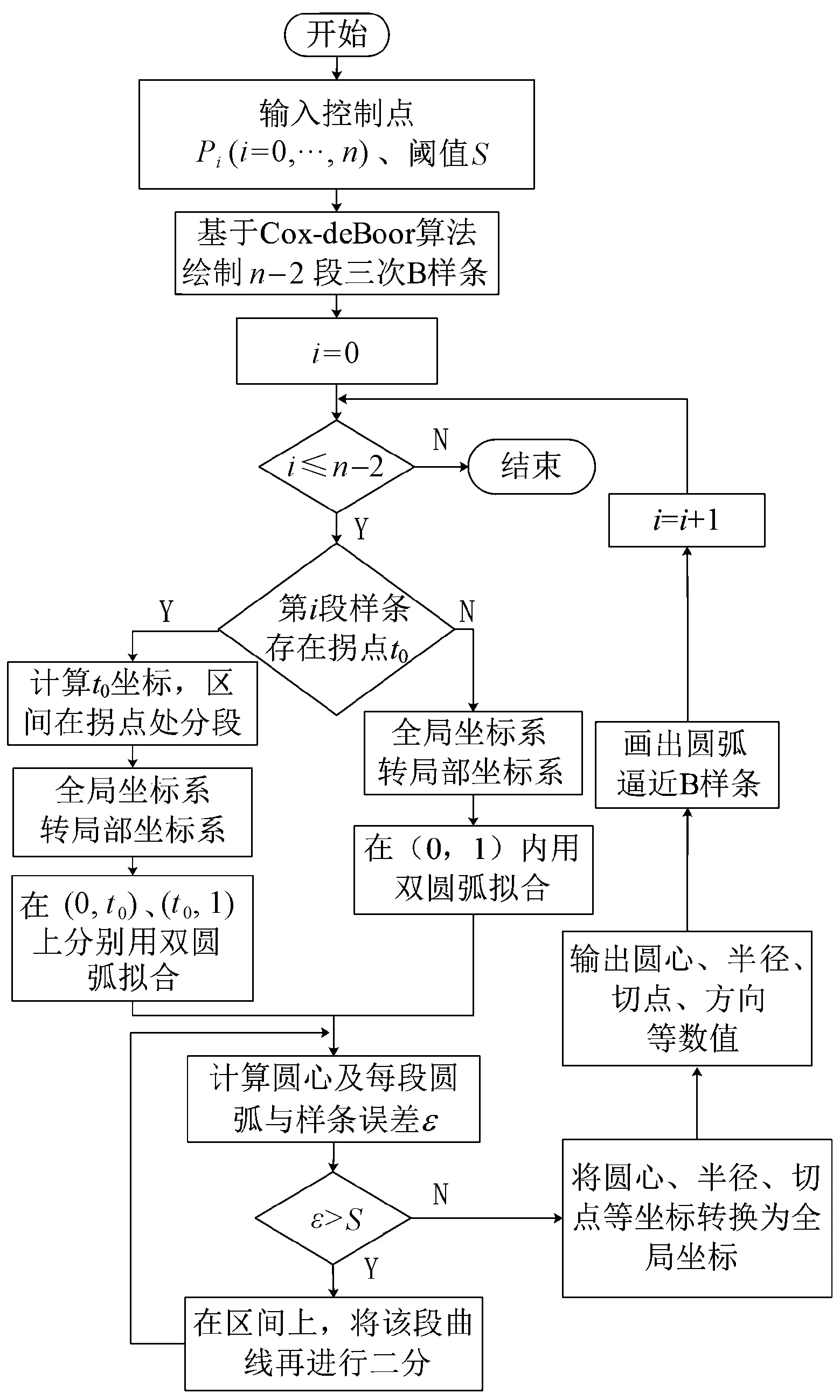
图2 双圆弧逼近三次准均匀B样条算法流程图Fig.2 Flow chart of double arc approximation three quasi uniform B spline algorithm
1.4 MatLab仿真模拟
假设输入样条控制点(1,1)、(2,4)、(3,5)、(4,1)、(6,2)、(5,6)、(2,2),基于上述算法,利用MatLab编程进行模拟仿真,结果如图3~6所示。
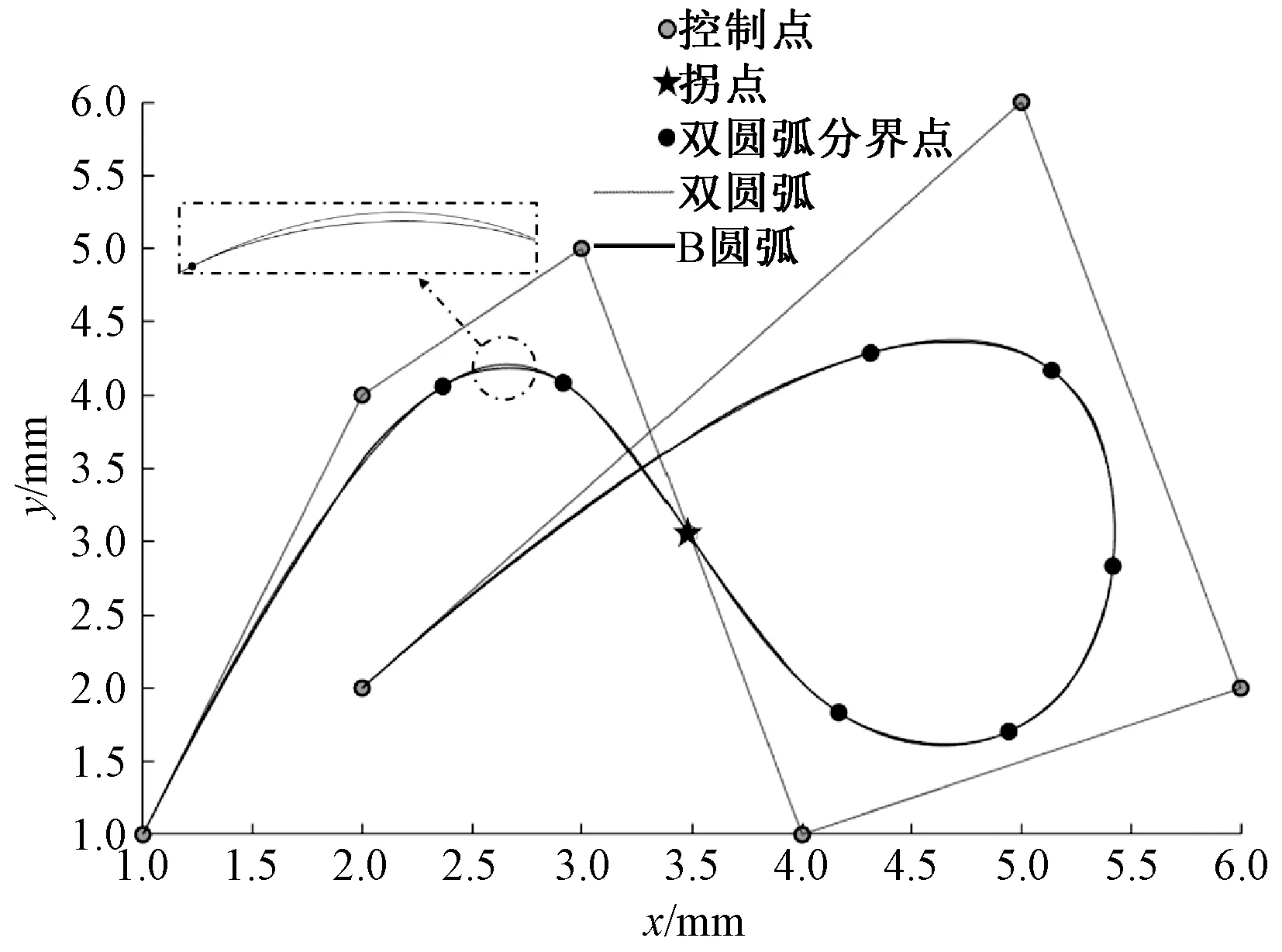
图3 ε=0.1的双圆弧逼近Fig.3 Double arc approximation of ε=0.1
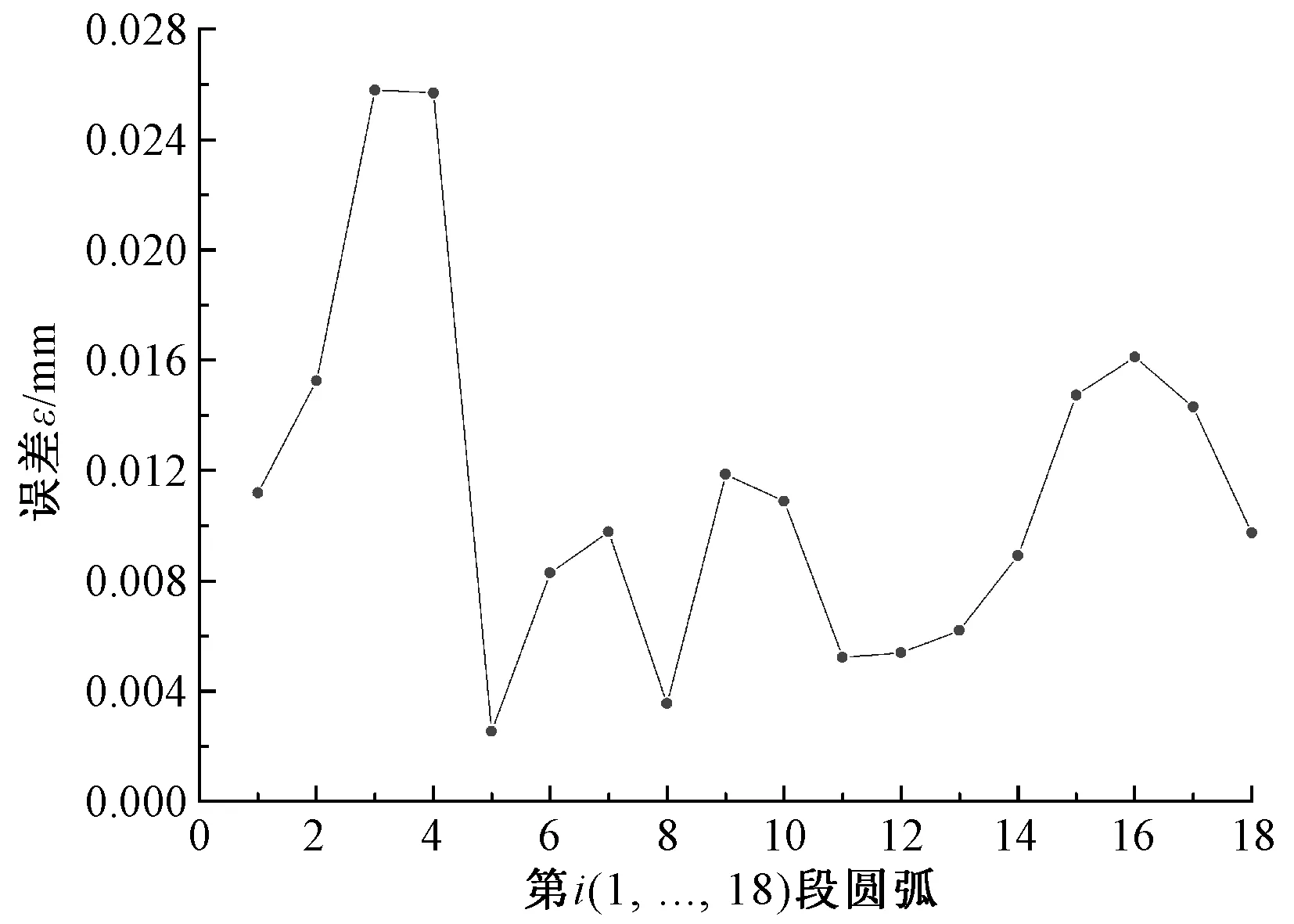
图4 ε=0.1的双圆弧逼近误差分析Fig.4 Double arc approximation error of ε=0.1

图5 ε=0.01的双圆弧逼近Fig.5 Double arc approximation of ε=0.01
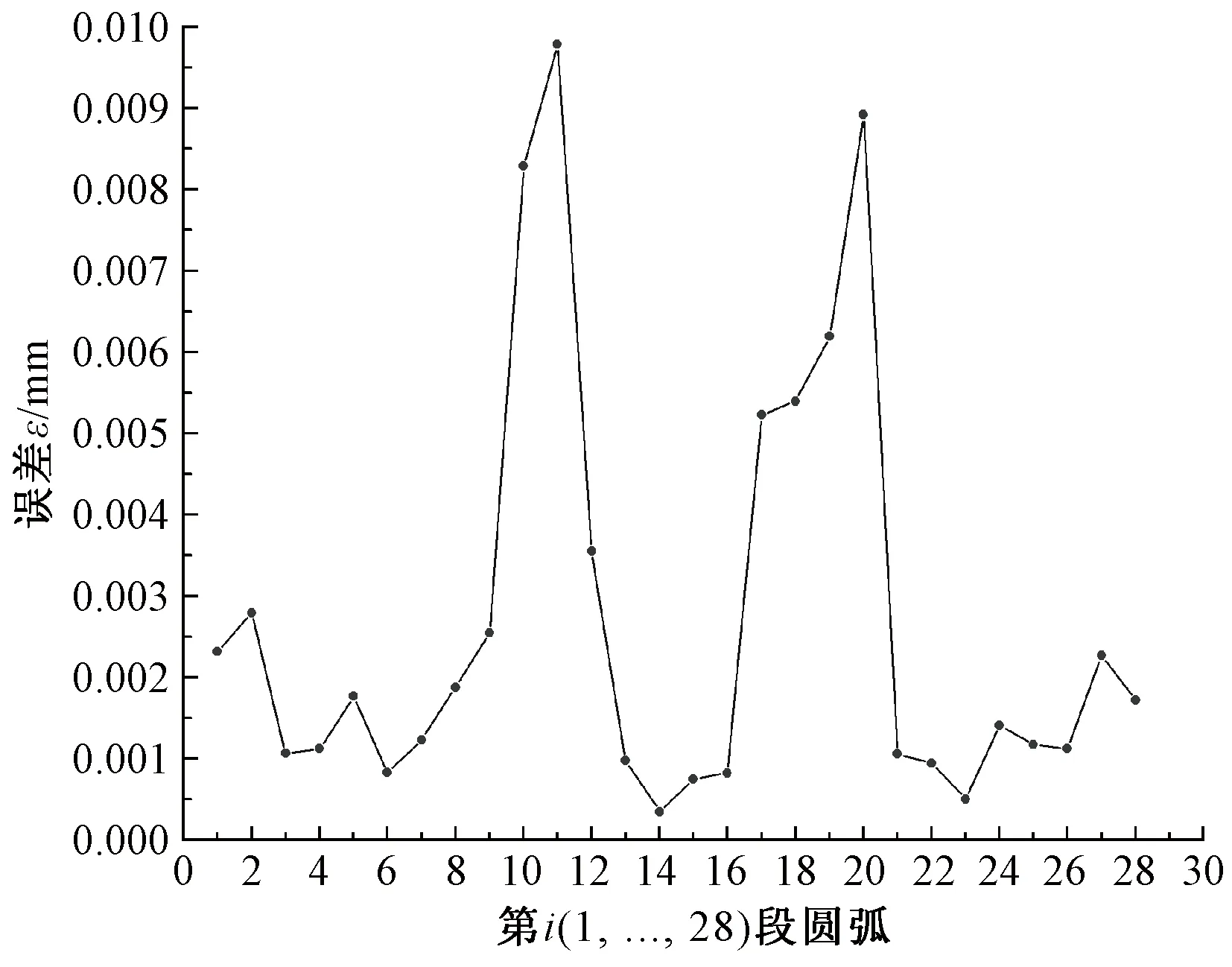
图6 ε=0.01的双圆弧逼近误差分布Fig.6 Double arc approximation error of ε=0.01
2 花样作业图案生成算法
基于多数控制器只能加工直线和圆弧[11],为了获取高质量的花样数据,解决花样图案针迹点不均匀问题,设计相应的直线和整圆插补算法。
2.1 直线插补算法设计
对于加工代码数据而言,针迹点需分布均匀,且尽可能分布在同一条直线上。设直线起点为A(xa,yb),终点为B(xb,yb),长为l,根据步距step,生成其他控制针迹点的算法如下。
1)根据step算出直线花样的针数n。
令m=l/step,r=l%step。其中m,r均为整数。当r≤step/2时,针数n=m;当r>step/2时,针数n=m+1;当m=1且r≤step/2且l>stepmax时,针数n=m+1。
2)根据针数n,将直线等分,计算等分点。
直线起点、终点分别为(xa,ya)、(xb,yb),令
式中:step_x和step_y取整数;dx和dy取小数。取第1个等分点为(xa+step_x,ya+step_y),依此类推,第n-1个等分点为(xa+(n-1)×step_x,ya+n-1×step_y)
3)对等分点进行插补。
从第1个等分点到第n个点依次进行插补,当dx=0,dy=0时,算法结束,流程如图7所示。
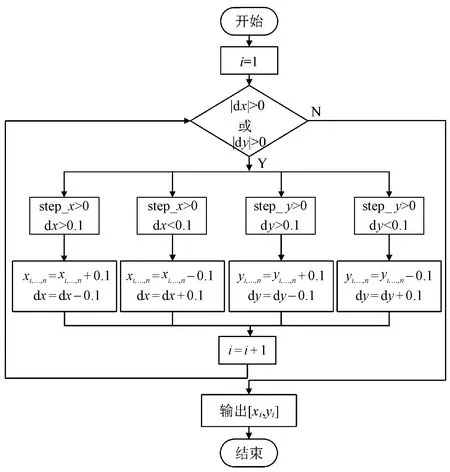
图7 直线插补流程图Fig.7 Flow chart of linear interpolation
2.2 整圆算法设计
已知圆心及半径R,计算出圆上均匀分布的点,步骤如下。

F(Pi)=[(xi+1)2+yi2]-R2
F(Qi)=[(xi+1)2+(yi-1)2]-R2
引入判别式Di=F(Pi)-F(Qi),判别表达式如下所示:
当i=0,x0=0,y0=R,d0=3-2R;
当Di≥0,选择Pi,xi+1=xi+1,yi+1=yi,di+1=di+4xi+6;
当Di<0,选择Qi,xi+1=xi+1,yi+1=yi-1,di+1=di+4xi-yixi+10。
其算法流程如图8所示。
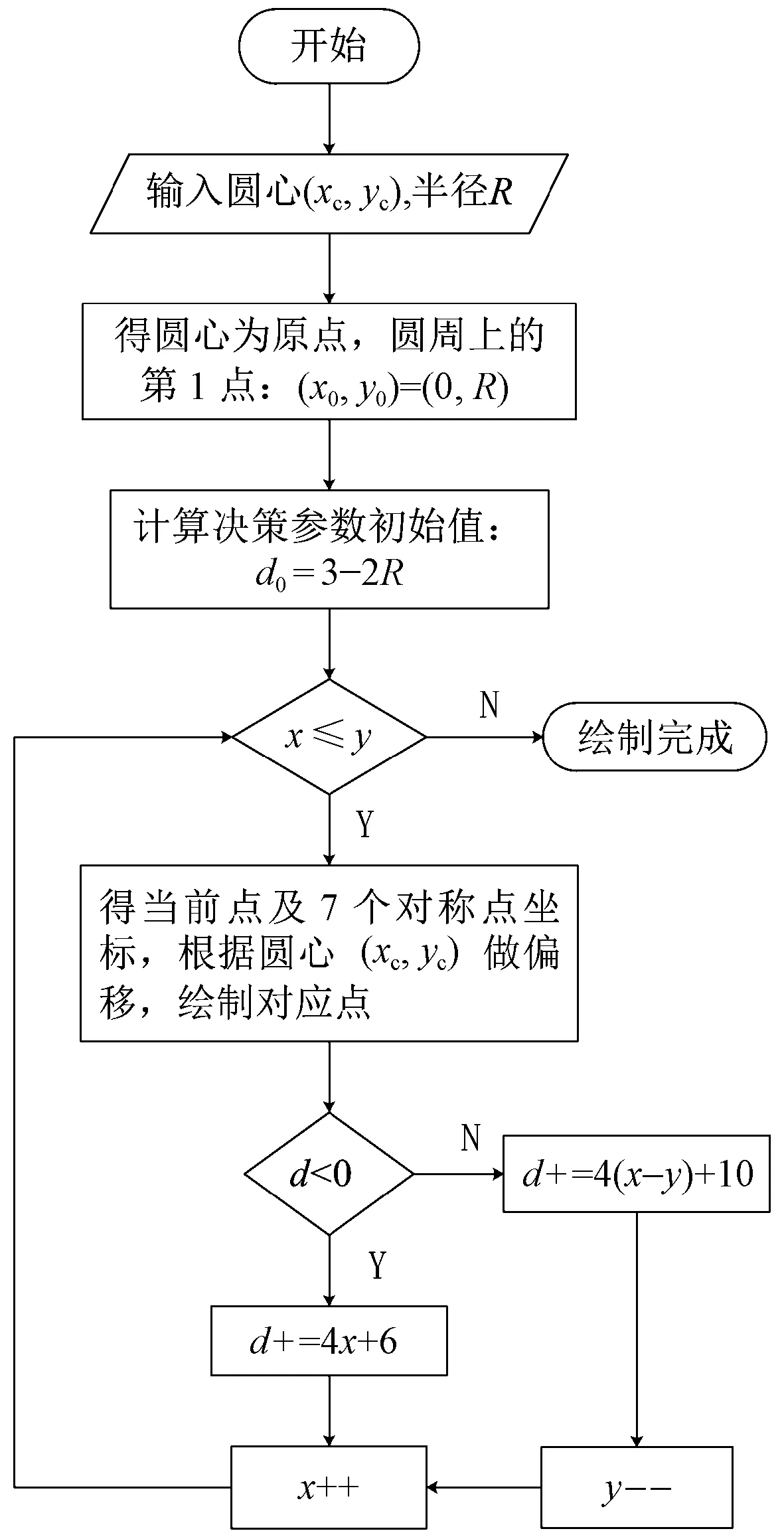
图8 Bresenham算法流程图Fig.8 Bresenham algorithm flow chart
2)根据步距step计算步数n和实际针距ls。
以step为弦长,计算其对应的圆心角α=2arcsinstep/2R,步数n=2π/α,针距ls=2Rsinπ/n。
3)计算圆花样的均匀分布针迹点。

式中:如果dis<0,则第n个针迹点与A点合并。圆弧花样与圆花样生成针迹点算法类似,只要筛选出Bresenham整圆上对应的圆弧区域即可。
3 实 例
3.1 直线花型图案轮廓
输入A(3.7,-11.9)、B(-5.2,10.6)为直线的起点和终点,步距为3.0 mm,根据直线算法,利用MatLab定义函数straight_line([3.7,-11.9],[-5.2,10.6], 3)计算出各个插补点生成加工路径,如图9所示。
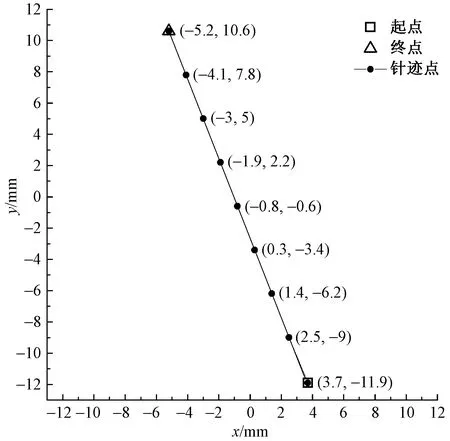
图9 直线花样Fig.9 Straight line pattern
从图9可知,针迹点分布均匀,几乎在同一条直线上,实际针距在3.0 mm左右浮动,加工质量高。
3.2 圆弧花型图案轮廓
输入起点A(x0,y0),半径R,步距step,方向(a,逆时针;b,顺时针),根据圆插补算法利用MatLab编程模拟,定义函数circle_bresenham([12.0,16.0],20,3,1)计算出相应的针迹点,生成的花样作业图案如图10所示。由arc_bresenham([12.0,16.0],[-20,0],20,3,0)生成的均匀针迹点如图11所示。
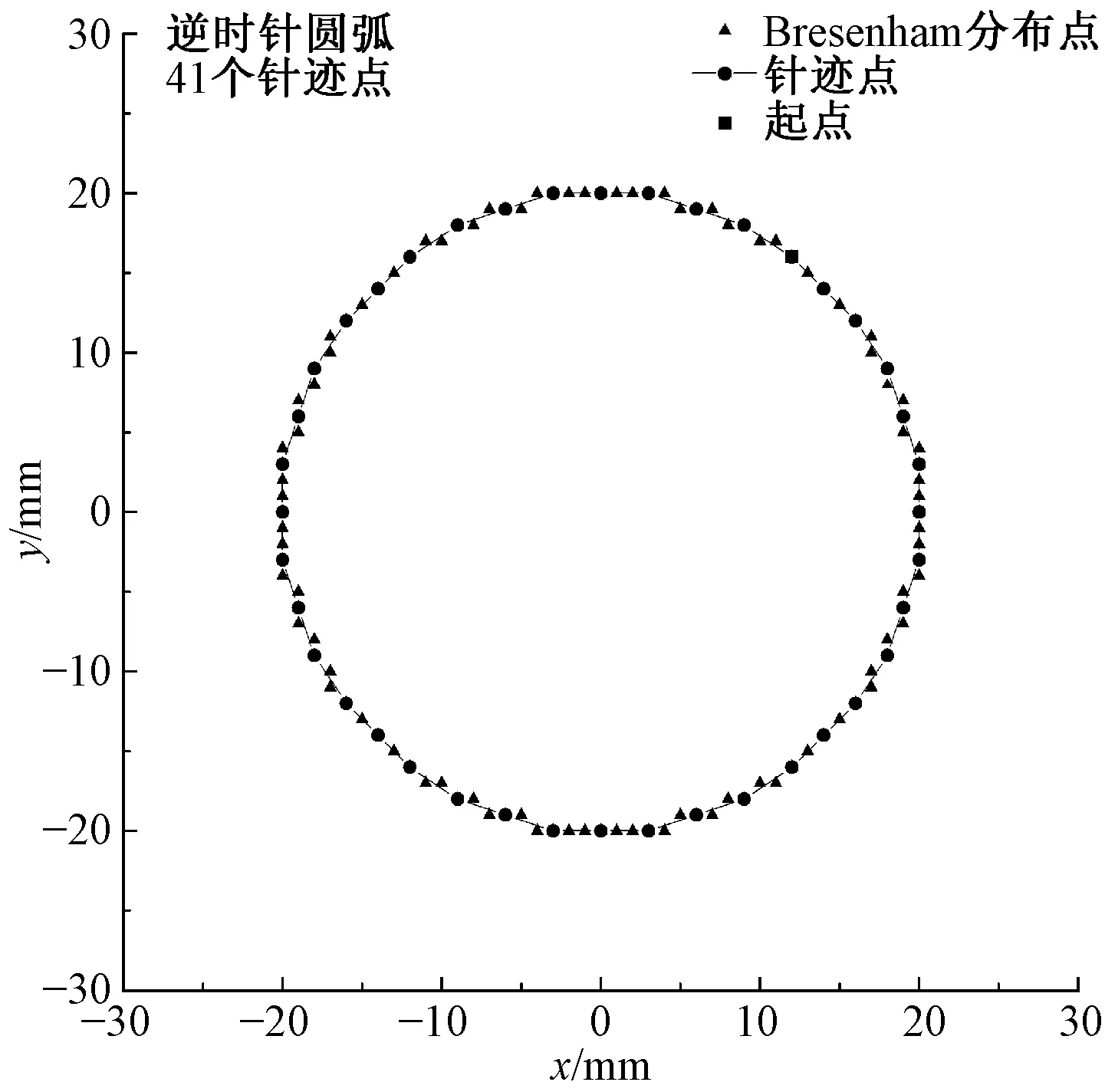
图10 圆花样Fig.10 Round pattern
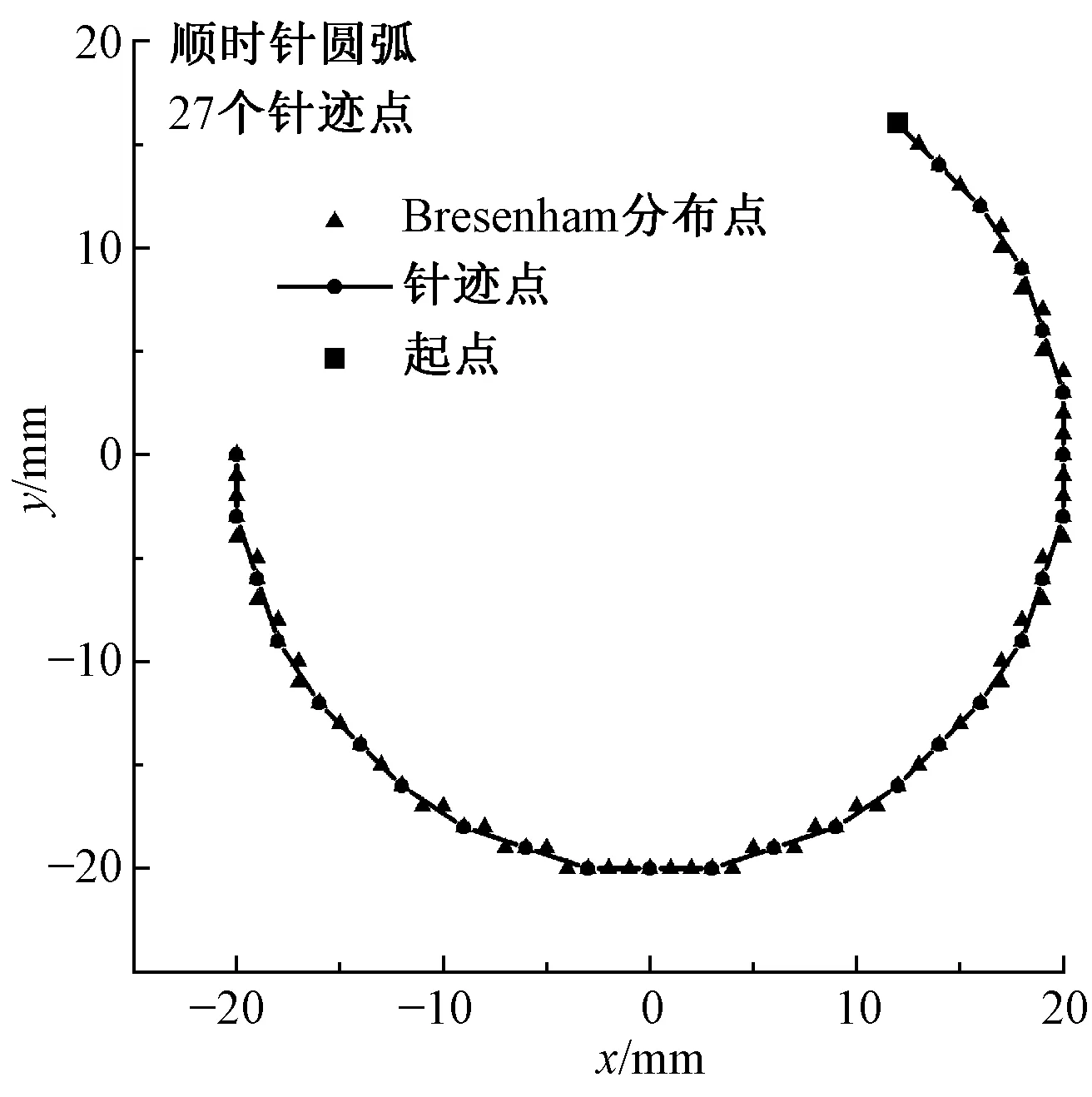
图11 圆弧花样Fig.11 Arc pattern
3.3 机床模拟加工
以C#语言的WinForm为开发工具,采用面向对象的思想设计了花型准备系统。利用双圆弧逼近算法先将含有直线、圆弧、样条曲线的数据文件(如主流格式DST、DXF等)转换成只含有直线和圆弧数据的DAT文件,然后通过GDI+可视化编程将花型矢量图案绘制出来,最后将该文件编译成数控机床可识别的CNC加工程式。DAT文件的分量格式:花样文件有8列数据,每行定义了某一几何线型。其中第1列数据为0、1、2,分别代表直线、圆弧、虚线,-1代表终止程序。第2、3列分别代表该线型的起点横、纵坐标;第4、5列分别代表该线型的终点横、纵坐标;如果该线型为圆弧,则还需要定义圆心的横纵坐标及圆弧走向,分别在第6、7、8列定义。绘制出的花样矢量图如图12所示,数控机床仿真模拟如图13所示。
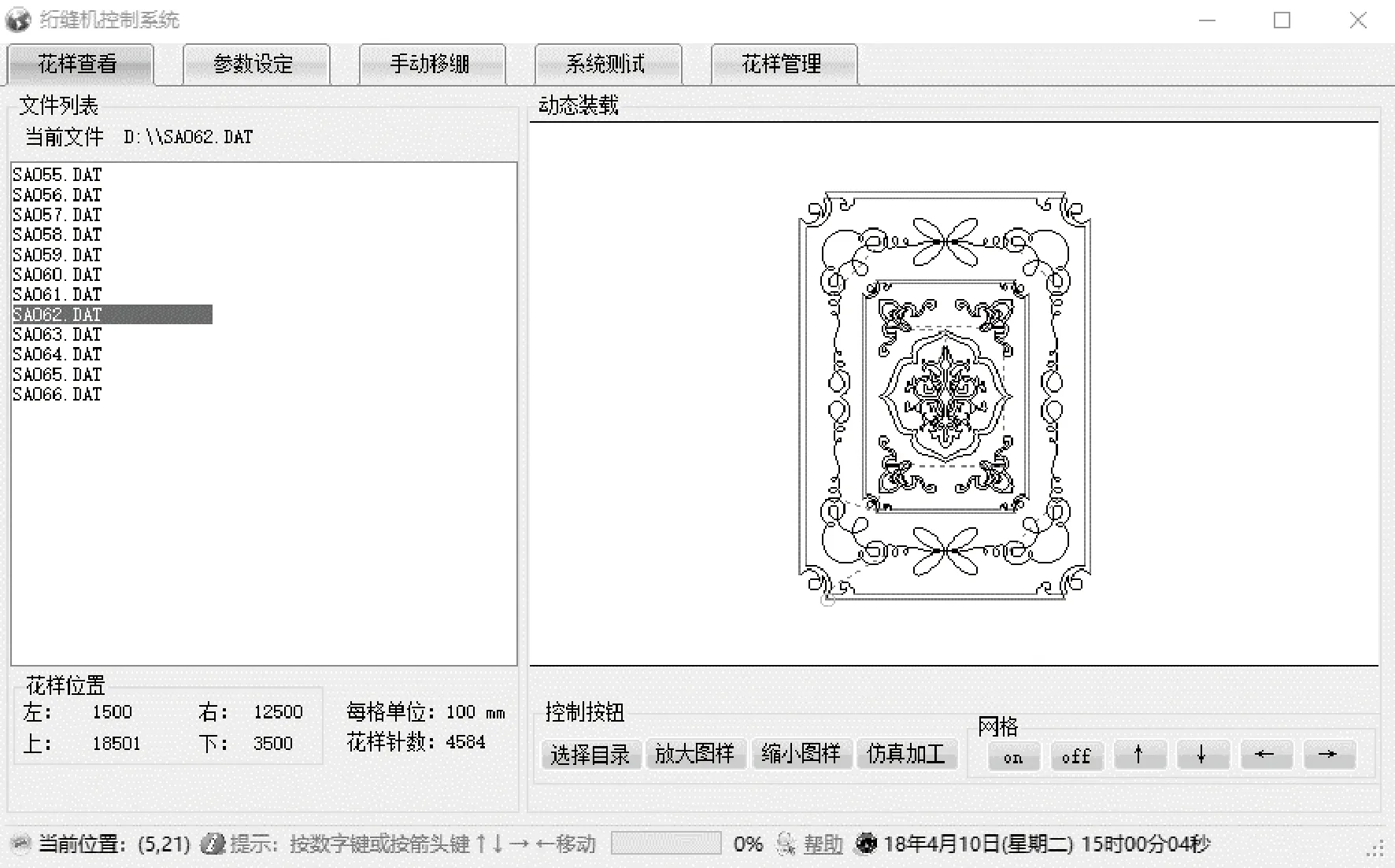
图12 DAT文件的花样矢量图Fig.12 Pattern vectorgraph of DAT file
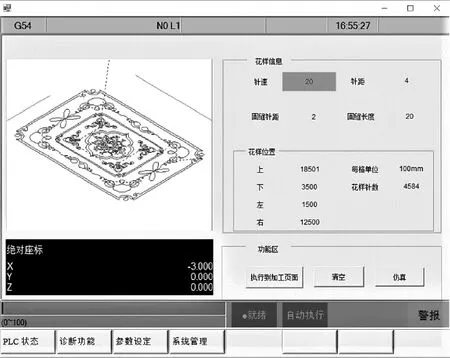
图13 数控机床的模拟仿真图Fig.13 Simulation diagram of CNC machine
图13表明,通过双圆弧逼近算法处理得到的花型图案轮廓光滑、加工质量高,可实现复杂花型的加工。
4 结束语
花型复杂轮廓的逼近是获取高质量的加工数据,解决花样作业图案针迹点不均匀等问题的关键技术。本文基于双圆弧拟合三次准均匀B样条曲线的算法,保证较高的逼近精度,圆弧之间光滑连接保证一阶导数连续。该算法可根据给定阈值,合理规划分段点、双圆弧段数,利用MatLab进行数值模拟,实现了花型针迹点均匀分布。该算法为复杂曲线的数控编程、CAD/CAM系统和自由曲线的等差微段逼近提供参考,并在单针电脑绗缝机、电子花样机等缝制设备上进行了相关实验,结果达到了技术要求。
FZXB
猜你喜欢
安徽师范大学学报(自然科学版)(2022年3期)2022-07-14
意林(儿童绘本)(2020年2期)2021-01-07
学生天地(2020年26期)2020-06-01
小资CHIC!ELEGANCE(2019年32期)2019-11-22
咸阳师范学院学报(2018年4期)2018-09-13
制造技术与机床(2017年7期)2018-01-19
软件(2017年6期)2017-09-23
计算机测量与控制(2017年6期)2017-07-01
母子健康(2015年8期)2015-12-12
浙江理工大学学报(自然科学版)(2014年1期)2014-05-25
